





焊接工裝:為了能達到穩定的焊接狀態,焊接工裝的式樣很重要,應對后搖臂的軸套和后側調鏈長圓孔進行定位,同時內側應有限位,以保證位置的唯一性。定位軸的直徑應比孔直徑小0.2mm,以保證精度配合。同時為了保證生產效率應使用氣缸定位。在考慮氣缸定位時同時也應該考慮氣缸信息反饋功能,就是說氣缸的運動應該給機器人系統反饋信息,防止由于氣缸的不運動而造成撞槍的危險。

b、連接盒的定位應以前側面和連接盒上的孔進行左右和前后方向的定位,以保證連接盒的位置唯一性。
c、而扭力桿安裝板的定位需要進行考慮,由于位置是在左管組合和連接盒的焊縫中間,故應設計成氣缸伸縮式。同時還應安裝傳感裝置,保證在點焊完后氣缸回位后機器人才能運動,以避免碰槍的現象。
| 精焊自動焊接設備|激光焊接機應用領域 |
|
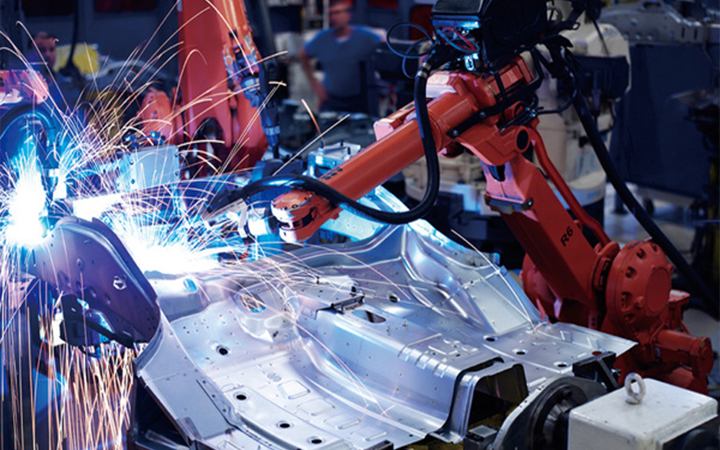
速度快、效率高,深度大,變形小,熱影響區小,焊接質量高,焊點無污染,高效環保。編輯本段首飾激光點焊機應用領域不銹鋼激光點焊機廣泛應用于航空、航天、體育用品、珠寶首飾、高爾夫球頭、醫療器械、鋁合金義齒、儀表、電子、機械加工、汽車等行業,特別用于金銀首飾的補孔,點焊縫紋、鑲嵌部隊件及爪腳部位等焊接。 |
激光焊接設備:www.dgjhkj.com 東莞自動焊接加工:www.hanjiejiagong.cn