






什么是氧化鋁陶瓷材料?
氧化鋁陶瓷是一種以高純度氧化鋁(Al2O3)為原料制備而成的陶瓷材料,是應用最廣泛的技術陶瓷(或稱先進陶瓷、工程陶瓷)材料。 氧化鋁陶瓷特性 高溫穩定性:無負載時的工作溫度為1000至1500°C。 密度低:僅為3.5g/cm3;是鋼鐵的一半;重量輕。 高硬度和耐磨性:洛氏硬度為HRA80-90;耐磨性是錳鋼的266倍。 良好的電絕緣性:常溫電阻率為1015Ω·cm,絕緣強度為15kV/mm。 熱導率:20至30 W/MK,適用于導熱和散熱應用。 應用領域 電子行業:底板、基片、陶瓷膜、絕緣件等。 航空航天:飛機的阻熱材料、耐熱保護材料;替換火箭及渦輪發動機的高溫結構件來減輕設備自重。 醫療器械:醫療裝置、人工關節、牙科設備等。 汽車制造:發動機中的隔熱材料、密封件、傳感器及減震裝置等。 機械工程:軸承、密封件、耐磨部件等。
| 主要測試參數: | |
|---|---|
| 激光器型號 | SR 15i & OEM 65iX |
| 功率 | 參見以下測試過程 |
| 波長 | 10.6μm |
| 頻率 | 250Hz-10kHz |
| 聚焦透鏡 | 2.5英寸 |
| 噴嘴內徑 | 2mm |
| 輔助氣體類型 | 壓縮空氣 |
| 輔助氣體壓力 | 3.5-6Bar |
測試過程和結果
1)2.0mm氧化鋁陶瓷
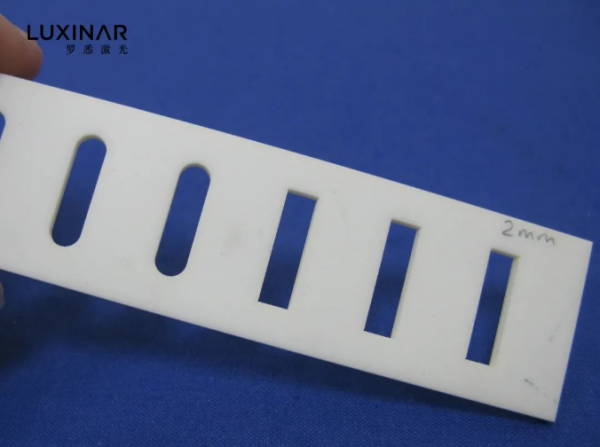

推薦參數:
| 激光器型號 | SR 15i |
| 功率 | 130W |
| 占空比 | 40% |
| 頻率 | 700Hz |
| 輔助氣體 | 3.5Bar 壓縮空氣 |
| 切割速度 | 500mm/min |
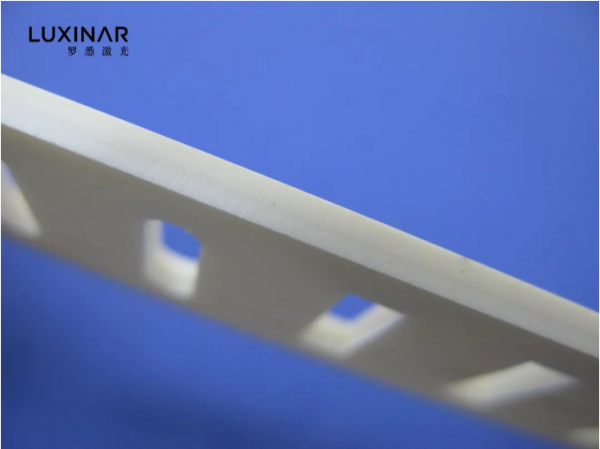
結果:切割質量良好,邊緣光滑干凈。
2)2.3mm氧化鋁陶瓷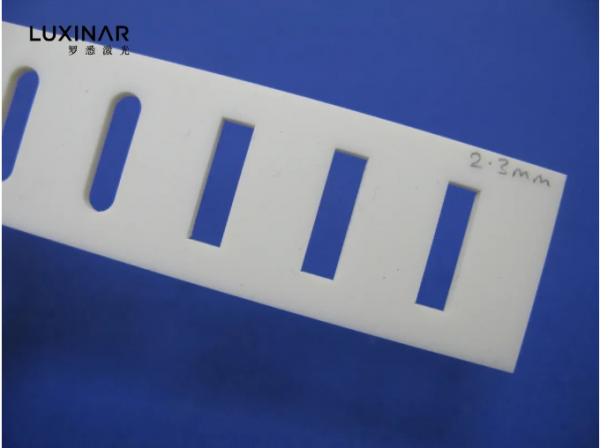
推薦參數:
| 激光器型號 | SR 15i |
| 功率 | 130W |
| 占空比 | 40% |
| 頻率 | 500Hz |
| 輔助氣體 | 6Bar 壓縮空氣 |
| 切割速度 | 350mm/min |
結果:切割邊緣光滑干凈。
3)3.0mm氧化鋁陶瓷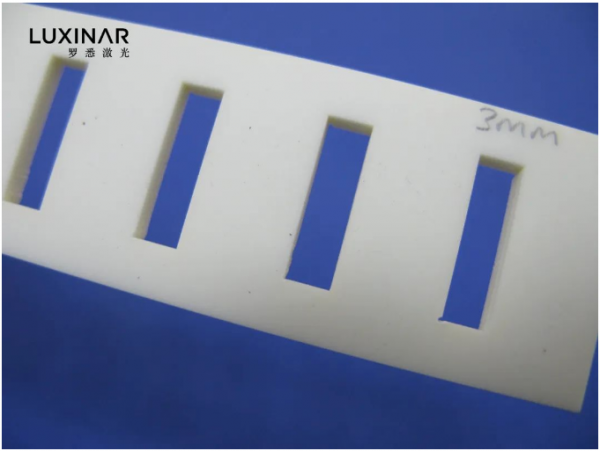
推薦參數1:
| 激光器型號 | SR 15i |
| 功率 | 75W |
| 占空比 | 20% |
| 頻率 | 500Hz |
| 輔助氣體 | 6Bar 壓縮空氣 |
| 切割速度 | 10mm/min |
推薦參數2:
| 激光器型號 | OEM 65iX |
| 功率 | 120W |
| 占空比 | 10% |
| 頻率 | 250Hz |
| 輔助氣體 | 6Bar壓縮空氣 |
| 切割速度 | 30mm/min |
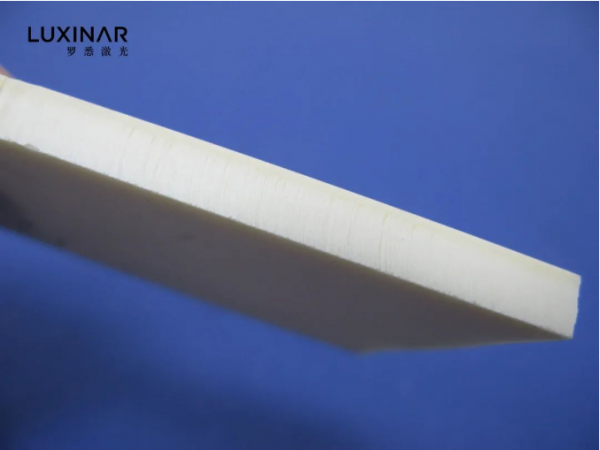
4)5.5mm氧化鋁陶瓷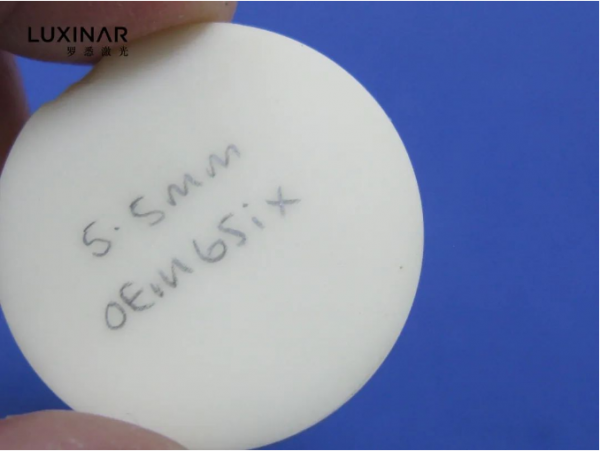
推薦參數:
| 激光器型號 | OEM 65iX |
| 功率 | 120W |
| 占空比 | 10% |
| 頻率 | 250Hz |
| 輔助氣體 | 6Bar壓縮空氣 |
| 切割速度 | 10mm/min |
結果:切割質量良好,邊緣光滑干凈,沒有明顯掛渣和變色。
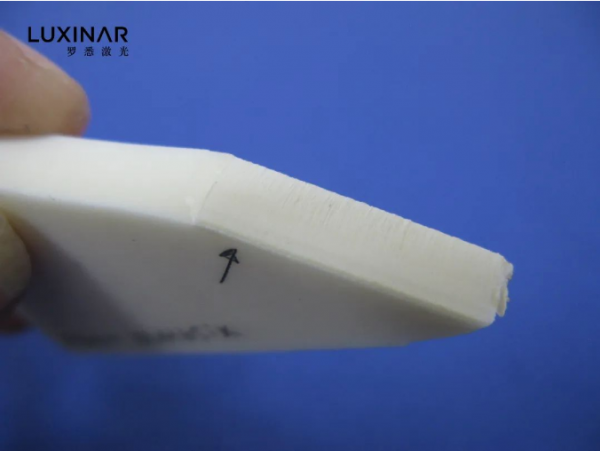
5)6.8mm 氧化鋁陶瓷
| 激光器型號 | OEM 65iX |
| 功率 | 200-210w |
| 占空比 | 15% |
| 頻率 | 1.25kHz-2kHz |
| 輔助氣體 | 6Bar壓縮空氣 |
| 切割速度 | 10mm/min |
結果:切割的邊緣質量良好。
1.CO2激光器是否可以切割氧化鋁陶瓷材料?
采用降低頻率、占空比和加工速度的方法,有助于減少熱積累,降低材料內部的應力,有效預防裂縫和裂紋的出現,以上測試均以最佳切割質量作為基準展開。 對于厚度< 5mm 的氧化鋁陶瓷片,激光束的焦點應該放在材料的表面,而對于厚度> 5mm的氧化鋁陶瓷片,焦點應略低于表面1-1.5mm處,這有助于更有效地將激光能量傳遞到材料內部,實現更均勻的熱分布,減少熱應力,從而優化切割質量,并有效減少開裂和底部掛渣出現的可能性。 高氣壓(6bar)可以有效減少底部掛渣以及材料邊緣的碳化現象,此外,還可以考慮使用氧氣作為輔助氣體。 對于所有的氧化鋁陶瓷的加工,都建議在激光傳輸光路中加裝后反射隔離裝置(ATFR),以防止反射光束對于光學器件的損傷。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

