


摘要
目前,在車身熱沖壓成型領域,三維五軸激光切割機床的技術應用已經相當成熟。隨著熱沖壓成型技術的日趨成熟,以及汽車制造商對熱沖壓零件供應商壓低報價,汽車熱沖壓零部件供應商對于三維五軸激光切割設備的需求也在發生變化。隨著熱沖壓市場的發展,客戶群和客戶需求也隨之改變,從開始時的追求高效率、高質量切割、高精度及長期穩定性,到目前更傾向于兩個不同維度的要求:更低的投資成本和更高生產效率。此次研究得出的結果是基于:當前熱沖壓市場不同客戶的需求,以及三維五軸激光切割加工中心新的技術創新。其中一個就是最新的二合一光纖應用于三維五軸的切割,在相同的激光功率條件下,提高整個加工中心對于單件部件的切割效率,另一個是如何在滿足一些客戶需求的同時,降低設備的投資成本。
關鍵詞:激光工藝 三維五軸激光切割 熱沖壓零部件
三維五軸激光切割技術在汽車熱沖壓領域已有多年的應用。2006年,應用在汽車熱沖壓領域的三維五軸激光切割技術引入中國市場,并且目前一直在持續發展。在過去的17年間,隨著該技術的發展越來越趨于成熟,熱成型沖壓件的成本已經大幅降低,熱沖壓零件在汽車上的應用比例也在逐步增高。三維激光切割已經是熱沖壓工藝中的重要一環。熱沖壓零件的生產廠商對三維五軸激光切割設備的要求也越來越高。設備的采購成本和加工效率是客戶目前最關心的兩個因素。
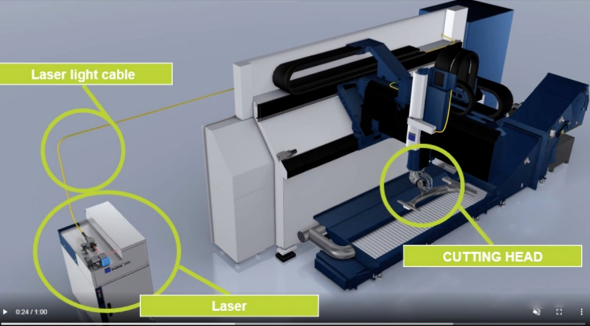
圖1. 三維五軸激光切割加工中心的主要部件
這里介紹三維激光切割加工設備的主要部件,主要為:床身,激光光纖線纜,激光光源,切割頭。
(1)床身: 加工中心主要結構和運動機構的支撐。
(2)光纖線纜: 激光的傳輸機構,用于將光源生成的激光傳輸到激光切割頭(圖1)
(3)激光光源: 激光的生成裝置,通常是固態光源。
切割頭: 將激光聚焦在生產或者加工處理零件的表面。
特殊光束質量下的激光切割工藝分析
最新的激光技術是應用于熱沖壓三維五軸激光切割的二合一光纖激光切割技術(BrightLine Speed)。二合一光纖線纜非常合理的匹配出2種直徑的光芯(內部和外部光纖芯),光源產生的激光的光束質量可以通過調節激光光束的內芯和外芯直徑的組合而改變。在形成最適合三維激光切割的光束比之后,這個新技術可以有效提升加工中心系統的切割速度和負責型面的熱沖壓件切割質量(圖2)。
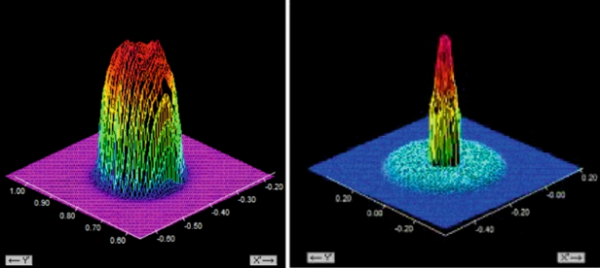
圖2. 光束截面的能量分布。右側是普通單光源光束?100 μm,左側是二合一激光的光束質量。
目前市場上的三維五軸激光切割設備均使用單光束,而通過使用二合一光纖,在相同的功率下能加快沖壓件的切割速度——我們采用通快三維五軸激光切割設備TruLaser Cell 8030測試兩種模式進行對比:一種是二維平板切割,另一種是三維立體的熱沖壓件。
二維平板的切割測試數據
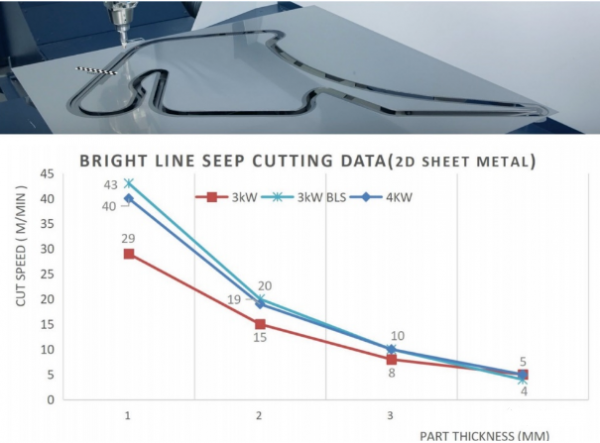
圖 3. 通快TruLaser Cell 8030二維平板切割測試
表1. 二合一環芯可調切割二維平板時間數據對比。測試設備是TruLaser Cell 8030
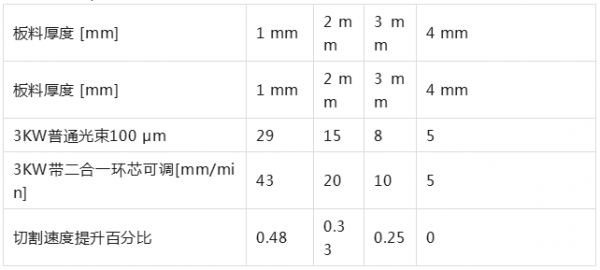
表2. 3KW帶二合一環芯可調和4kw普通光束切割二維平板的速度對比。測試設備是TruLaser Cell 8030
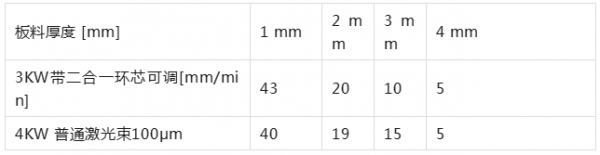
如圖3、表1和表2所示的二維激光切割測試數據,我們得出的結論 1:
(1)使用3KW功率激光,二合一光纖激光切割2mm厚度鋼板,速度可以提升超過 30%。用于切割1mm厚度鋼板,速度可以提升接近50%。
(2)使用3KW功率激光,二合一光纖激光切割<2mm厚度材料,速度比4KW功率普通激光的光束稍快。
三維沖壓件的切割測試數據
二合一光纖帶來的切割速度提升和更好的激光光束質量,新的光束波形只需更小的切割嘴,切割相同板料時,消耗的氣體更少,而切割質量相同。表4是切割測試的比較(圖4,5和表3)

圖4.利用TruLaser Cell 8030進行三維立體切割測試
表3. 3KW帶二合一環芯可調和4kw普通光束切割的速度對比。測試設備是TruLaser Cell 8030 3KW
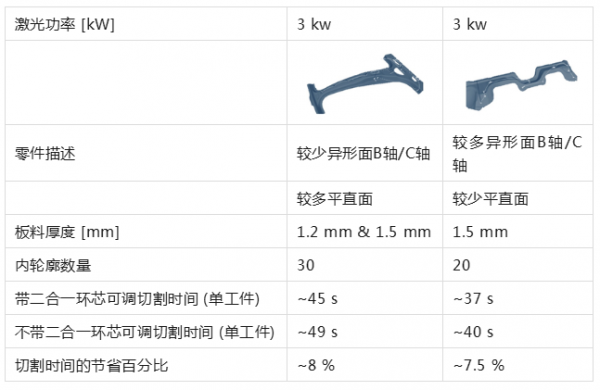
表4. 切割氣體消耗量數據對比(切割氣體消耗量數據對比 [m3/m])

結論2:
當采用3kw功率激光,二合一光纖激光束切割1.5mm厚度工件,與4kw普通激光束比較可以提升8%的效率。二合一光纖激光束比較普通激光束,切割可節省50%的氣體消耗。
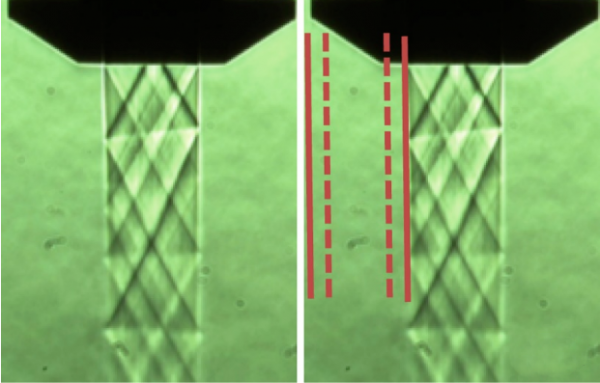
圖5. 標準X-Blast 噴嘴技術(左圖)和二合一環芯可調X-Blast 噴嘴技術氣體消耗的界面圖(右圖)
結論與展望
二合一光纖激光束切割技術對使用三維五軸激光切割的熱沖壓零件制造商,具有提升產能和節約成本的巨大潛力,具體如下:
(1) 采用二合一光纖激光切割技術加工2mm板料,可提升30%切割速度。加工1mm板料,可提升50%切割速度。
(2) 加工小于2 mm厚度的板料,3kw功率二合一光纖激光的切割速度快于4kw普通激光的切割速度。
(3) 加工1.5 mm厚度板料,3kw功率二合一光纖激光的切割效率可提升8%。
(4) 3kw功率二合一光纖激光的切割工藝相較普通激光可節省50%的氣體消耗。
隨著中國市場的競爭加劇,熱沖壓客戶越來越需要壓縮生產成本,在不遠的將來,三維五軸激光工藝的發展將聚焦在設備的使用成本和性能的提升,與此同時,熱沖壓件在汽車上的使用比率還將進一步提高。
(來源:《熱成形產業聯盟》、熱沖壓;作者:通快)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

