






隨著新能源汽車和電子產品產業的快速發展,銅及銅合金在電機、傳感器、發電和傳輸設備、電路板等產品中扮演著極為重要的角色,銅件間的連接需求也隨之日益增長。
基于銅對大多數高功率工業激光的高反射率以及焊接過程中的高導熱性,激光焊接銅材料遇到一些挑戰,比如:熔合困難、變形量大、焊接不穩定,易產生孔洞及飛濺等。隨著激光焊接技術的飛快發展,焊接銅材所面臨的上述問題也逐漸迎刃而解。
銅及銅合金的激光焊接技術原理和特點
銅及銅合金的激光焊接技術原理:利用激光束的能量,將銅及銅合金材料進行加熱和融化,使其形成焊接接頭。該技術具有焊接速度快、變形小、精度高、自動化生產等優點,已在電子、通訊、汽車、醫療等領域得到了廣泛應用。
01焊接速度快
-激光焊接速度比傳統焊接方法快,可以提高生產效率;
02變形小
-激光焊接過程中,材料變形小,可減少焊接后的加工量;
03精度高
-激光焊接可以實現高精度的焊接,可以滿足高精度產品的需求;
04自動化生產
-激光焊接可以實現自動化,可以提高生產效率和降低成本。
主流焊接銅及銅合金的激光焊接技術
針對不同銅結構件的連接需求以及應用場景,可靈活采取恰當的激光焊接方式。目前,銅及銅合金的焊接主要采用以下四種主流激光焊接技術:
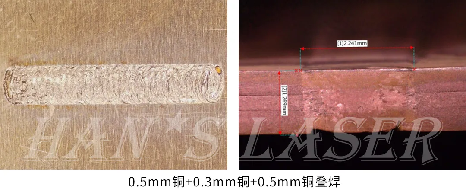
01環形光斑焊接——較大的銅結構件和熔深
采用一根光纖輸出兩個同軸光束,中心光束和外環光束功率可獨立調節,實現高亮度中心光束和較大外環光束的任意組合。中心光束主要進行深熔焊接,而外環光束則起到使逸出的蒸汽動能最小化,并穩定熔池Q降低溫度梯度的作用。在高速焊接取得較大熔深同時,能更有效減少飛濺,焊縫成型平整美觀。

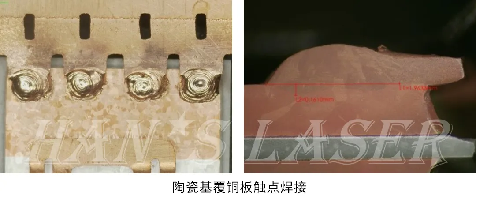
02單模激光器+擺動焊接--薄銅板、小結構件
較小的光纖芯徑可獲得較高的功率密度,可實現匙孔的瞬時耦合和形成。在擺動模式下,能量分布相對均勻,在相對較低的線性焊接速度下也能獲得穩定匙孔,有效減少銅因能量耦合不穩走、沖溫過熱而產生的孔洞及飛濺。
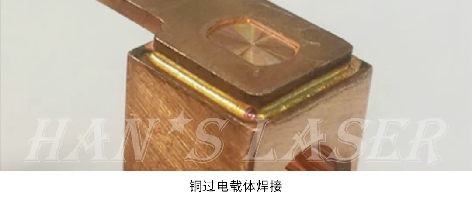
03綠激光焊接——熱輸入小,減小形變量
室溫下銅對綠激光的吸收率是近紅外激光的8倍,在取得相同焊接熔深的情況下,綠激光的熱輸入遠低于近紅外激光,從而減小產品的形變量,并降低對焊接位置周圍元器件的損害。
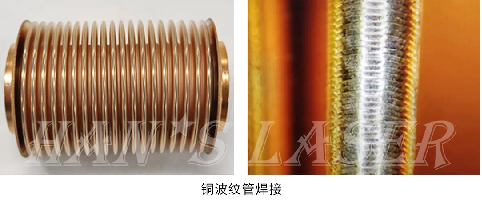
04納秒激光焊接——精密元器件的微焊接
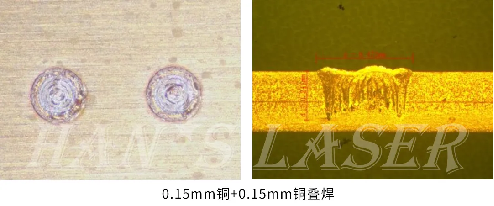
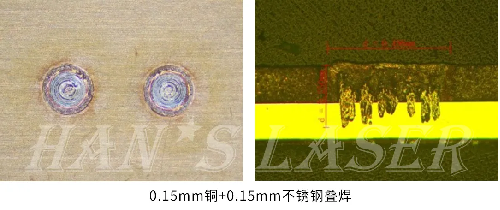
納秒激光器峰值功率高,脈寬短(納秒級),可精準控制熱輸入,通過高重復頻率來實現金厘焊接,尤其適合高反材料及異種金屬焊接。焊接熔深穩定,在異種金屬焊接中可有效抑制金屬化合物生成。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

