


半導體激光器的熔覆 - 實際狀況及展望
防腐蝕保護、修復和3D打印
文稿/德國Laserline
在最近幾年,激光技術的持續發展使得新的應用成為可能。特別是焊接、釬焊和熱處理方面,激光器取代了工業制造中的傳統的生產方法。現在熔覆技術方面也出現了這種現象。
光纖耦合半導體激光器作為幾乎所有熔覆應用的理想工具,已被選定應用在很多安裝中。堅固和緊湊的設計與均質光斑高能量密度的組合是其能作為低成本的靈活工具的背景。這些激光器的高轉換效率既有高的經濟效益又有助于環境的良好發展。
激光熔覆基礎知識
熔覆是材料加工中的通用方法。它允許組件被改變,并根據材料的性質、幾何形狀或功能性質方面的需要作出相應改造。這方面的例子有抗磨損保護、維修和設計審查、以及磨損保護和非磁性部分表面的行為。
激光熔覆相比于現有的表層焊接方法,如熱噴涂和TIG焊接,,我們發現它的主要優點是需要較少的熱量輸入,并隨后又迅速凝固結合,因此失真較少。與基材的稀釋非常好,因為顯微結構為微粒。通過激光產生的涂層只需要一點點在結尾的加工,做出的表面致密、無孔,如果想要甚至可以達到硬化。
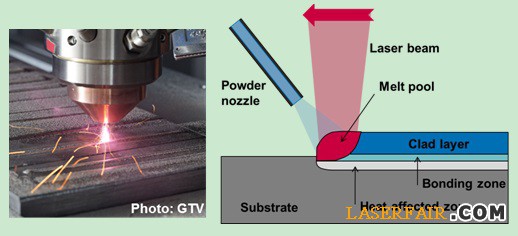
復雜的三維零件通常使用基于粉末的熔覆應用,原因是易于操作。圖片1顯示了一個熔覆噴嘴應用,同軸粉末供應(左)和離軸供給作為原理(右)。該粉末通常是通過惰性氣體輸送的。
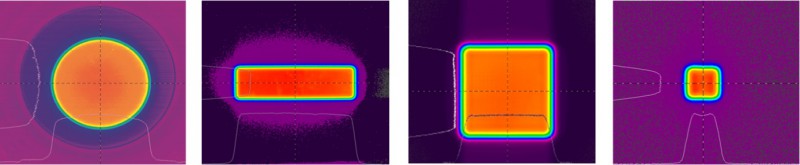
圖1:熔覆噴嘴和原理
在大多數情況下,光纖耦合半導體激光器高達50%的光電轉換效率均采用圓光斑和平頂能量分配。圖片2顯示的是Laserline的LDF系列焦平面(最左邊)測量到的點和其他為大范圍和特殊情況下(左到右)來建立一個熔覆斑點的選擇。
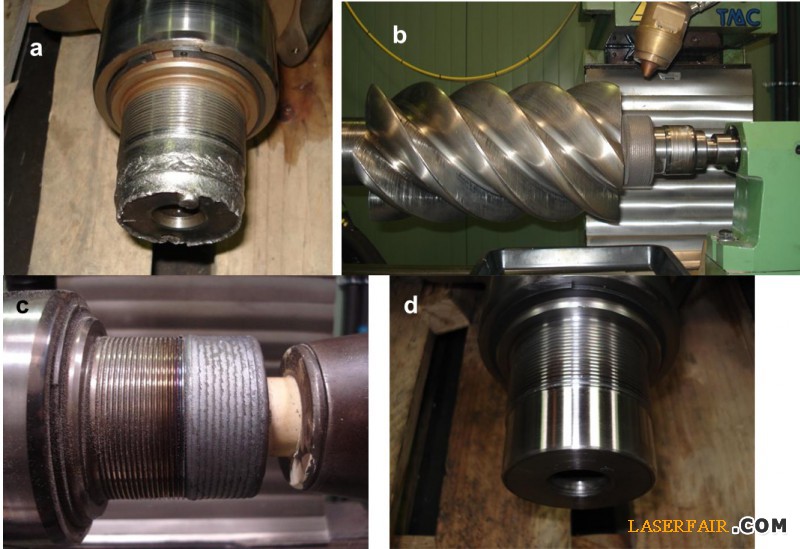
圖2:從Laserline的LDF系的圓形和矩形光斑點
Laserline半導體激光器的光纖耦合使得應對背反射有更靈活的光斑設計。和非光纖耦合激光器相比,該激光器更不易被灰塵,污垢和粉末覆蓋。直接半導體激光器需要維修,在一個具有維修的需要的,這些也需要工具中心點的校準。另外使用一根光纖使激光頭沒有振動,當二極管老化并不會影響到光斑形狀。在最近幾年已經觀察到,來自工件太多背反射會使直接半導體激光器失效。
修復焊接
大部件的修復工作,數千瓦范圍內的高功率半導體激光器被用于大范圍粉末焊接,并具有較高的速度。熔覆區域的典型寬度為3至12毫米,一次熔覆厚度范圍從0.3至1.5mm。焊接速度范圍為1至3米/分鐘。該粉末的效率一般在95 %的范圍。舉例說,6千瓦激光器可以在一小時內焊接4公斤鉻鎳鐵合金625 。
圖像3顯示了一個壓縮機單元的傳動軸的修復過程。有軸承部分(a)有明顯的磨損區域。激光熔覆工藝(b-c)有助于重建材料在磨損區域,在制造加工后部件煥然一新(d)。損壞部件被帶回與少量材料和能量作用。
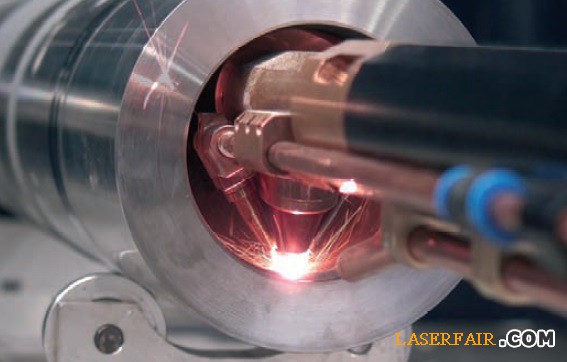
圖3:修復軸承和壓縮機(來源: TM Comas)
使用這種方法,高應力和昂貴的部件可以環保地與經濟地進行返工。所以礦山、船舶、石油和天然氣、石油化工和交通運輸等行業的零件往往在可以在加工車間和設施改造車間看到。外徑旁邊(OD)熔覆,激光器也可以在內徑(ID)進行熔覆。圖片4顯示了這樣的應用。
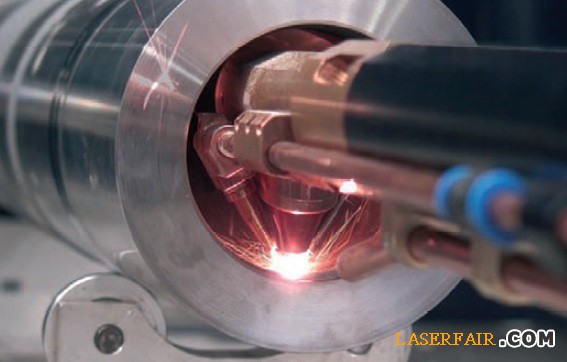
圖4:內徑熔覆(來源: Nutech GmbH)
防腐蝕和磨損保護
為了保護金屬部件免受磨損和腐蝕,一般都采用不同的技術。熱涂層像火焰、等離子噴涂通常用于更大范圍的薄層。這是防止過高的能量輸入基材。主要消極點是涂層對基材的純機械粘合。此外,該層是不致密,而是非常多孔的。不在一個面積較大的機械上,這些涂料常常失效,將剝落或成片。其他常規方法用于焊接像MIG /MAG/TIG(弧焊)產生非常高的能量輸入。后者常常導致失真。對那些傳統的方法存在的缺點還包括自動化或不符合客戶需求。表1給出了一些涂層技術的概述。
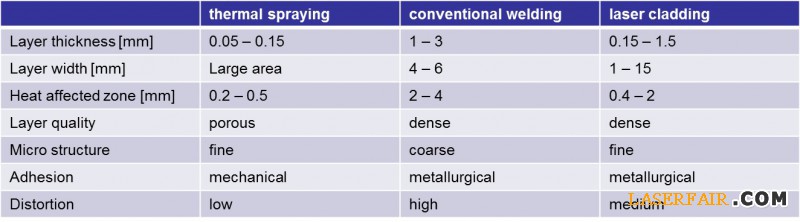
表1:涂層技術對比(來源: Fraunhofer IPT)
與此傳統方法相反,激光相關的應用具有基體材料和涂覆材料之間的真正的冶金結合。熱影響區非常小。用激光進行熱噴涂,有較少的孔,更高的粉末效率,一種基于激光的更大的腐蝕保護方法。
所使用的粉末可以是任何能夠被焊接的金屬。在試驗中,以及在與科研院所專家、或激光公司和系統制造商的討論中,發現了最適用的材料或合金。最常見的粉末是鎳、鈷、鐵基,可能會包含一些抗磨陶瓷,如碳化鎢。
接下來的首要目標,是保護部件免受磨損和破裂,特別在石油和天然氣、采礦和運土等特定行業,可以很好的實施。鉆頭可以成形以特定的方式,并確保在鉆探和開采中沒有火花,零件在深孔鉆時往往需要有無磁性表面涂層,不會干擾到鉆井裝置中的傳感器和其它特定部件。舉例說明,圖5顯示的是用鎢碳化物系陶瓷的鎳基合金建立的最高磨損保護的軸熔覆。
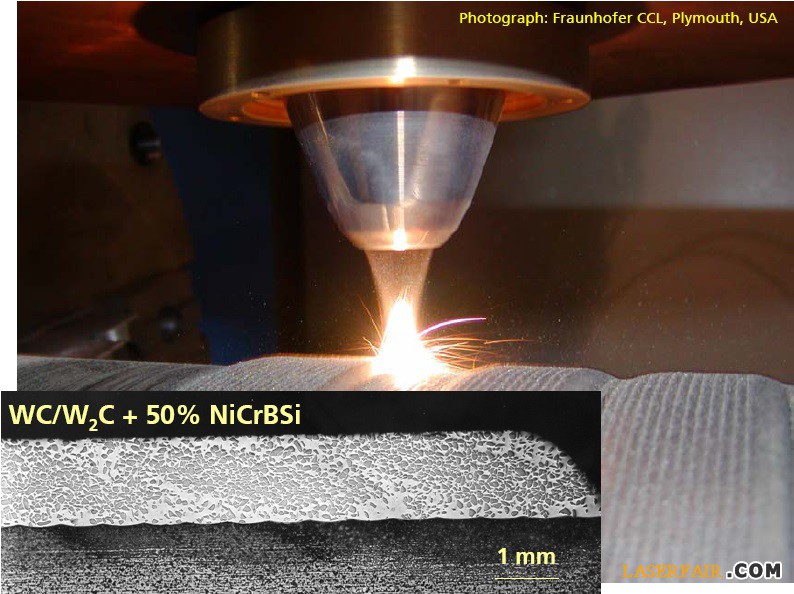
圖5: 鎳矩陣碳化鎢熔覆工具(來源:Fraunhofer CCL)
增材制造
有幾種技術用于從粉末或線材產生一個部件。粉末的加工由惰性氣體攜帶通過一個噴嘴,通常被稱為直接金屬沉積或激光金屬沉積(LMD)。另一個基于激光的方法是選擇性激光熔化(SLM),其中一個非常小的激光束在粉末床上創建部件。SLM非常適用于小型和精確的零件,但花費的時間比LMD更長。聽了近期的會議或談話告訴最終用戶和激光公司,LMD正在獲得越來越多的份額,尤其是在一些非常有趣的商業案例。材料的建造中只有很少的損耗,幾乎不需要返工,被認為是近凈成形制造。
一個非常有趣的方法是激光及其工作頭與噴嘴集成到一個加工中心。增材(通過激光)和減材(通過機械加工)的加工組合給制造帶來一種新的方法。一個例子是,一個具有2.5千瓦半導體激光器五軸銑床的組合。這是看不見的,因為極其緊湊的光纖耦合半導體激光器,在橫截面創建部件。這使得部件的制造中不會產生不應該的固體材料塊。激光產生部件,使用所要求的材料特性的粉末,最終加工成符合要求的形狀和精度,并且是夾緊生成;沒有必要重新測量。有任何切邊或背部錐度的新設計是可以想象的。設計師能想到零件在汽車、航空航天、通用制造、機械加工等方面的新方法。空心型部件成為輕量但強大的有前途的組件。材料不是限制因素。任何鋼、鐵、鎳、鈷,包括黃銅和鈦合金都可以用于增材制造。
最近進行的比較另外地表明,LDM零件可以比SLM過程快10倍。圖片6顯示了激光產生的部件,由不銹鋼粉末創建,并在相同的五軸機床的銑削和加工而成。它是一個在同一臺機器上使用使用增材和減材的方法。

圖6:激光增材制造部件(來源: DMG MoriSeiki)
總結和展望
總的而言,熔覆是生產、修復和性能改造的一種多用途的材料處理方法。高層次的自動化在幾乎所有的應用組合中能夠提高生產率、節約能源、材料和最終的成本。推出更高效率和更高輸出功率的激光器,Laserline公司正在參與這個市場,并在中國的市場提供激光器和配件方面的量身定制的解決方案。使用20KW功率半導體激光器,提供近2 m2/小時的涂層區域效率。粉末用量在弗勞恩霍夫研究中心被證明是接近到15kg/小時。
下一步提高純數字的熔覆應用,更高的集成到生產網絡是另一個積極的態度和展望。這將使我們能夠制造零件,而在幾年前我們完全沒想到。
(本文翻譯:Johnny Lee)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

