




在激光加工領域,通常將脈沖寬度小于100納秒的激光稱為短脈沖激光,脈沖寬度小于100皮秒的激光稱為超快激光。激光加工過程的首要條件是激光被材料吸收。傳統激光加工利用線性吸收,也就是入射光子能量大于或者等于電子躍遷所需要的能量,激發一個電子只需要吸收一個光子;而超快激光具有極短的脈沖寬度極高的峰值功率,與物質相互作用時呈現強烈的非線性效應,所以超快激光可以把多種非線性過程用于加工,由于利用了非線性效應,超快激光加工具有“冷”加工、真三維加工能力、納米精度加工和材料適應性廣等特點,是激光微加工水平上的一個飛躍。2001年,日本大阪大學Kawata和孫洪波等人利用飛秒激光雙光子加工技術制作了當時世界上最小的“納米牛”,預示著超快激光三維微納加工時代的來臨。2006年以來,吉林大學孫洪波實驗室通過發展光場調控和動態成型等超快激光微加工新技術,制備了菲涅耳波帶片、達曼光柵、非球面微透鏡及陣列和仿生復眼等高性能微光學元件,將其應用于大功率半導體激光器光束整形和蛋白質生物光子器件等關鍵領域。
在光學系統中采用非球面光學元件,具有球面光學元件無法比擬的優點,如可以校正球差、彗差、像散和畸變;可以使用單一透鏡代替由多個球面鏡組成的透鏡組,減少光能損失,增加作用距離,獲得高質量的圖像效果和高品質的光學特性;此外,這種替代還可以大幅度簡化結構,降低光學系統的尺寸和重量。然而,非球面光學元件的加工是國內外公認的難題。為了解決非球面光學元件工藝難、成本高的問題,目前研究出的加工方法已經有幾十種,從發展歷史看,大體上是從手工加工方法發展到軌跡成型的機械加工方法,再到目前的數控加工(如金剛石車床的非球面銑磨)。然而由于顯而易見的原因,這些方法難以適用于尺寸極小的微光學元件制備。
我們利用超快激光微納加工技術解決了這一難題。超快脈沖激光可以在亞波長至納米的尺度上誘導材料發生光物理、光化學變化,而使局部材料特性發生改變;簡單通過計算機圖案生成和“焦點”掃描,就可以實現微納器件結構。圖1給出了幾種激光微納加工技術制備的二元光學和衍射光學元件。(a)中給出的菲涅耳波帶片,衍射效率比由其他課題組報道的、使用激光微納加工技術制備的同類元件的效率高一個數量級,制備過程中的單階層厚為117納米;(b)為了進一步改善上述波帶片的色散特性,我們設計了分形結構,得到了分形環波帶片;(c)中給出的是一個代表性的達曼光柵結構,經過數學計算、計算機CAD設計,將一束入射光分為2×2、3×3到6×6束能量均一、偏振相同的光束。
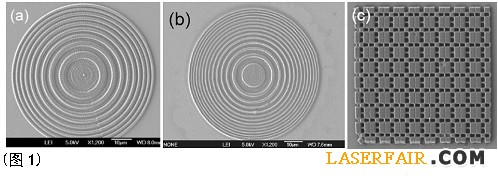
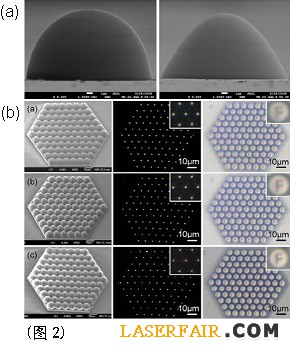
圖2為利用超快激光制備的非球面微透鏡及其陣列。(a)給出的旋轉橢球形和旋轉拋物線形非球面透鏡的側面掃描電鏡照片。這里特別需要指出的是,實驗得到的透鏡的表面輪廓與理論設計相比的均方根偏差小于17.3納米;(b)給出的是填充率為100%、數值孔徑分別為0.28、0.40、0.52的微透鏡陣列的電鏡照片及其對一個字母“F”成像的光學顯微鏡照片。可以發現,隨著數值孔徑的增加,成像分辨率顯著增加。
昆蟲等生物復眼由成百上千個小眼組成,這些小眼排布在一個大尺寸的半球上,每個小眼對應著不同的方向,接收相應方向的光信號,從而由大量的小眼組成的復眼有很大的視場。由于復眼體積小,同時可以在360°空間內全方位檢測目標,在軍事等領域有著重要的意義。現有人工復眼的加工方式大多是在平面上排布單個透鏡小眼,因為曲面排布,需要非常復雜的透鏡拼接,裝配困難,制造難度大,所以人工復眼的制作有很多障礙。由前述超快激光加工特點可知,超快激光加工可以實現任意的三維復雜形貌,能滿足仿生復眼加工的要求。因此我們用飛秒激光直寫法加工曲面六角100%密堆積的人工復眼,以提高光搜集能力和光學性能,實現90o的大視角,如圖3所示。
作者簡介:
陳岐岱,吉林大學教授,博士生導師。2004年獲得中國科學院物理研究所理學博士學位,2005至2006年在日本大阪市里大學JST博士后項目研究,2006年4月,被吉林大學作為學術骨干引進。主要研究成果為:推動了激光微納加工技術從定性的“形狀制造”走向定量的“器件制備”,開拓了該技術在微光學、微電子、微機械、微流控和仿生微納結構制備等前沿領域的應用途徑。圍繞上述工作共發表影響因子大于3的學術論文120余篇, 12篇論文被Angew. Chem. Int. ED.、Adv. Mater.等刊物選配封面發表;論文被MRS Bulletin等雜志和網站予以專題評論30余次,被SCI他引1000余次,H因子27。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

