


1、引言
激光熔覆的優點是能夠形成一個復合材料的熔覆層;由于激光熔覆熱輸入量低,所以焊接變形和殘余應力小;激光熔覆通過離焦量的改變、熔覆速度的調整和送粉速度的控制可以獲得極低稀釋率的熔覆層[1]。因此,在最近幾年,激光熔覆在生產應用領域得到了迅速發展[2],如日本已將激光熔覆應用于汽車發動機出氣閥門的強化[3]。
復合材料的熔覆層往往是將硬質相顆粒(作為強化相)與具有較好韌性的合金粉末(作為粘結劑)混合后形成的。利用激光快速加熱和冷卻的特點,在硬質相顆粒還沒有分解前熔池就凝固結晶,從而使硬質相顆粒鑲嵌在韌性較好的合金粉末基體上,以提高熔覆層的使用性能[4]。作為硬質相顆粒,WC被廣泛地采用了;作為粘結劑,Ni基合金、Co基合金和Fe基合金被廣泛地采用了。如Ni基合金+WC[5]、Co基合金+ WC[6]和Fe基合金+WC。雖然熔覆層的耐磨性能隨WC含量的增加而增加,但是熔覆層的脆硬性也隨之增加,導致熔覆層的裂紋敏感性提高[6-11]。為了降低熔覆層裂紋敏感性,通常采用了預熱方法。但是,有關預熱溫度、WC含量和單道熔覆方法對熔覆層裂紋敏感性的影響研究,還沒有詳細的報道。本試驗中,采用額定輸出功率2.4kW連續波CO2激光熔覆系統,將Co基合金(Stellite-6)與WC的混合粉末熔覆于低碳鋼(SM400B)的表面上。
2、試驗條件與設備
試板尺寸為100×50×9mm的低碳鋼板SM400B(0.13%C、0.19%Si、0.66%Mn、0.016%P、0.005%S、余量為Fe)。Co基合金粉末Stellite-6(1.08%C、1.27%S、1.63%Ni、8.32%Cr、2.04%Fe、4.33%、余量為Co)的粒度為63-250μm。VC粉末(99.7%VC)的粒度為45μm。試板表面的粗糙度(Rz)約為50μm。熔覆前,將試板的表面用丙酮清洗。
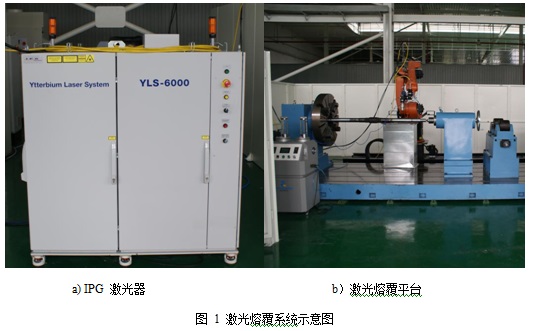
激光熔覆系統示意圖如圖1所示。該系統采用了額定輸出功率為6kW 光纖IPG激光器,激光束的能量分布近似為高斯分布(TEM00*)。
文章未完,閱讀全文,點擊鏈接:http://www.w5278.com/ebook/201606/pdf/a4.pdf
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

