


作者:Markus A. Ruetering, 德國Laserline公司
利用激光對材料的硬化是一個快速增長的專業領域,因為它加強了耐磨性,延長了部件壽命,提高了材料的強度和疲勞極限。
為了增加鋼材料的硬度,基本上在硬化過程中有三個必要的步驟:第一步是加熱材料;第二步是在一定時間(停留時間)溫度一定程度上保持在高于硬化溫度的水平;第三步是該部件的快速冷卻,通常稱為淬滅。停留時間期間,通常溫度在1333°F(723℃)以上,α鐵(鐵素體)變為γ鐵(奧氏體)。奧氏體比鐵素體可以溶解更高量的碳。停留時間過后迅速冷卻該材料導致碳冷凍成細晶粒結構,產生體心四方結構。這種結構被稱為馬氏體,和非晶體結構代表了硬材料。
今天,硬度是用洛氏(HRC)、維氏(HV)和布氏(HB)測量的,最常用的是HV和HRC。這些都是基于一個部件到一個反體的滲透阻力。一個測試樣本在規定的時間與力度下,會在部件上留下標記,然后被測量。材料的HRC值范圍在50至60之間,有時可略高于60。
馬氏體是在特定材料上下溫度范圍之間形成的。冷卻速度越高,材料中出現的馬氏體就越多。馬氏體,基于它的晶體結構,增加了部件的體積,這可能導致塊件的破裂、拉伸和損壞,它需要在硬化加工后得到一定量的返工,實現硬化部件的規定的機械測量。在已知的幾乎所有工業的硬化技術中--例如,爐箱硬化、火焰硬化和感應硬化—銑削、成形和打磨是在硬化后的必要步驟。因此,不必要材料的去除,工具的磨損,和硬化之前附加材料加起來形成了高成本。
一個符合成本效益的加工
使用激光硬化能夠減少上述的成本因素。然而,因為激光硬化有它的局限,并不能被用于每一種應用。下面將以實例討論激光硬化與其它硬化工藝的區別。
第一個例子如圖1所示 - 這是一個21噸的物件在爐中加熱以硬化。在這里,創造馬氏體結構,必須考慮到沉淀輸入部件的能量總和與所需要的快速降溫。另外,也要考慮到必要的返工以及能源和碳排放的成本。然而,使用此種硬化工藝最有可能的原因是這樣一個大的物件在工業使用中要求深度硬化。

圖一: 21 噸重的齒輪的硬化案例。(來源:克利夫蘭Härterei Reese Bochum 公司與Horsburgh & Scott)
硬化是從表面施加到內部的,并且硬化的深度取決于采用的技術。換句話說,不同的深度的硬化都有其對應的工藝。在圖1所示的實例需要幾英寸的硬化深度,而激光限制在0.03-0.08”之間。然而,有限的硬化深度可成為必要的優勢,因為它不像爐箱、火焰、感應硬化,在硬狀態下需要銑削。一家德國OEM使用了不同的硬化技術,聲稱從感應硬化換成激光硬化后,僅僅通過減少了在硬狀態的機加工就可以節省20%的生產總成本。
激光硬化的示意圖在圖2中顯示。聚焦的激光束慢慢移到工件上將其快速加熱,停留時間期間保持溫度在硬化水平以上,并允許該部分在激光束移走后自動淬滅。使用銳利的激光束,溫度上升與下降的時間是定制的,包括功能表面的選擇性加熱。因此,避免了失真,不需要返工或減少到最低程度,而且不需要特定的冷卻介質,由于熱傳導,少量的能量很輕易進入了零件里。后者導致自動淬滅效應;而不需要煙霧劑,水或者氣體,這樣可以節省成本。

圖二:機械部件的激光硬化
光纖耦合半導體激光器
這種激光源通常使用2千瓦以上的功率,且行業中已經有使用15千瓦甚至更高的激光源。最高效的是采用平頂能量分布(甚至在所有方向上)的激光,波長允許光束被所處理的金屬高吸收。這一切就需要光纖耦合高功率半導體激光器,這也是Laserline公司的核心研發及產品。
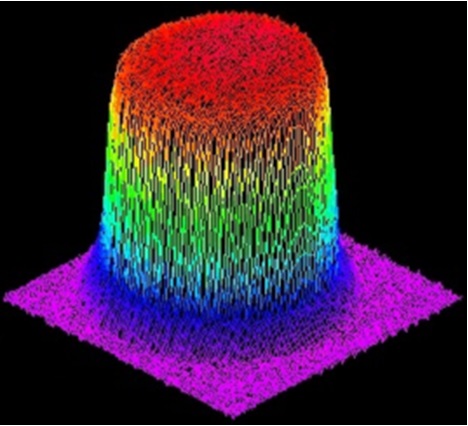
圖三:Laserline半導體激光器的平頂能量分布
半導體激光器波長范圍在900至1100納米,允許激光在金屬中得到很好地被吸收。而且半導體激光器的波長比一般激光器高出10%到15%,此外一般激光器還不具備平頂能量分布。
在整個過程中實現更快速度和更精確的生產,從而也節省了時間。
激光硬化不限于小零件或精細構件;甚至對更大的部件以及重型部件都有幫助。用戶可能會認為硬化深度僅有0.06”是不夠的,但以最快的加熱和淬滅,硬度更高,磨損更低,因此,即使是大的部件也應該考慮激光。從Laserline公司的客戶--德國的ALOtec Dresden GmbH (ALOtec)和捷克LaserThermspol.s.r.o.(LaserTherm)得到的一些例子將會在下面的章節介紹。兩家公司都為即將購買系統的客戶提供硬化車間作業及一攬子解決方案。
Less Distortion with Laser Hardening激光硬化失真更小
LaserTherm涉及到加工部件的重型車床,尺寸最大為12×4×1立方米(40×13×3立方英尺),需要大于1毫米(0.04”)深度、660HV(58 HRC)的硬化。常規方法中,例如感應和火焰硬化要求測量值0.08-0.12”和硬化深度0.12-0.20”。
“我們已經看到在傳統方式下每碼長度超過0.08”的失真,”LaserTherm總經理Ond?ejSoukup說。
在將有限元計算與實驗結果組合后,11.9碼以上長度的失真可以減少到0.1”。
“由于我們根據FEM(有限元算法)的計算得到的失真為0.12”,應用于軟狀態下預加工車床,它完美彌補了不足而且不用再次返工。”Soukup說。
在此應用案例的激光硬度高達700 HV(60.1 HRC),特定的深度為0.04”、硬度超過660 HV。
LaserTherm的另一個例子是一個起重機的重型軸環。圖4顯示了起重機和所討論的齒輪的位置。輪子直徑超過14英寸,重量5.3公噸。該材料是一種42CrMo4,由于其有4.2%的碳成分,可以進行有效的激光硬化。只有大于0.2%碳成分的材料才可以考慮使用激光。
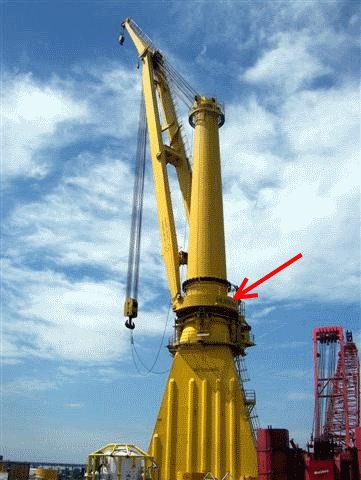
圖4:起重機與將被硬化的樞軸位置
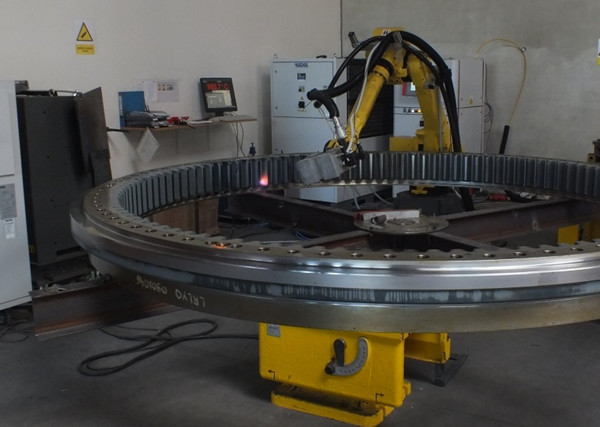
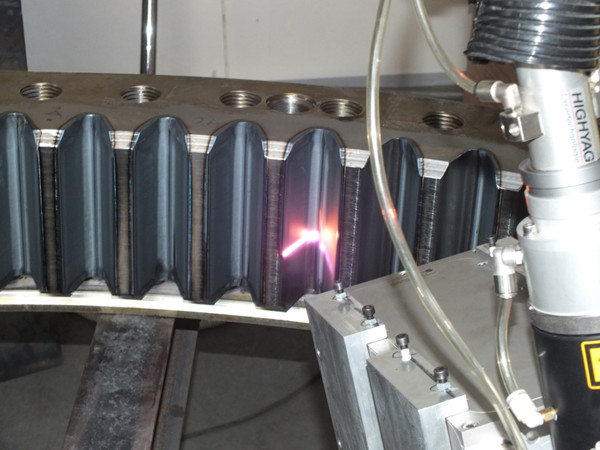
圖5展示了激光硬化加工。六個小時內,齒輪的齒被硬化到超過520HV的硬度,深度達到0.08”,表面硬度超過600 HV。圖6顯示的是齒輪橫截面的結果。基材的可見硬度僅為幾乎3毫米(0.12”)的深度。半導體激光器的光斑大小由放大均質鏡片控制的,來自Laserline另一款產品。該光學鏡片允許光斑大小從最小的8×8 mm2到最大50×50mm2 - 總是將光斑保持平頂分布以及能量的均勻分布。這使LaserTherm得以將完美的光斑大小應用到所有的幾何形狀并制造出無瑕疵的產品。
a
b

c
圖5:起重機樞軸的激光硬化
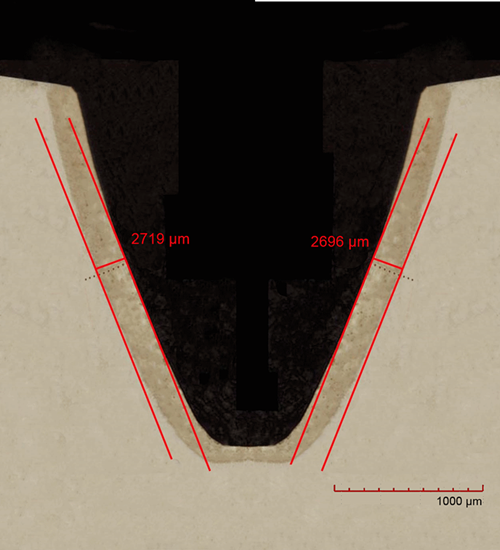

圖6:起重機樞軸硬化結果
Soukup說,“高功率半導體激光器技術可用于許多重工業領域,以使機械部件的制造更加有效,并提高其整體質量和生產效能”。
激光硬化可適用于許多幾何結構
除了LaserTherm,ALOtec也使用了來自Laserline的半導體激光器。ALOtec的公開樣件覆蓋了從齒條、蝸桿軸、蝸輪齒輪、齒輪軸、齒輪和小齒輪軸,到錐齒輪、鏈輪和離合器凹槽。為了便于討論,我們選擇了三個例子:錐齒輪(圖7),蝸桿軸(圖8)和鏈輪(圖9)。對于所有的這些部件,低失真,精準位置的硬化,深度為0.02?0.08”,并在所有樣品中實現硬度60 HRC,這是在沒有冷卻劑情況下激光硬化的結果。傳統工藝無法實施部分樣件的硬化,而且其他非激光應用的成本會更昂貴。
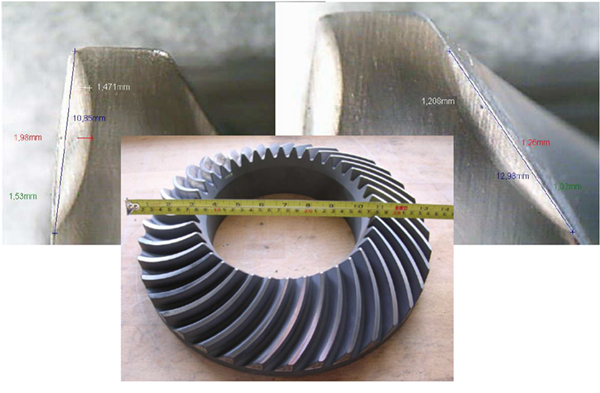
圖7:硬化后的錐齒輪
錐齒輪實現了0.075”的硬化深度,每塊葉片需要55秒,只需要2千瓦的激光功率。失真是沒法測量到的,沒有返工,齒輪在硬化前已被加工至最終測量結果。用變焦鏡組,ALOtec可以把光斑調至適應齒輪的大小。
蝸桿軸的組成是由一個自由六軸機器人和一個附加轉動軸構成。ALOtec在把激光與熱能用于材料方面擁有豐富經驗。必須考慮的是,要避免已經硬化的部分與其它熱處理區域重疊。一旦所用材料的溫度達到300°F甚至更高,馬氏體將開始分解。撞擊表面兩次將會產生軟化部分。
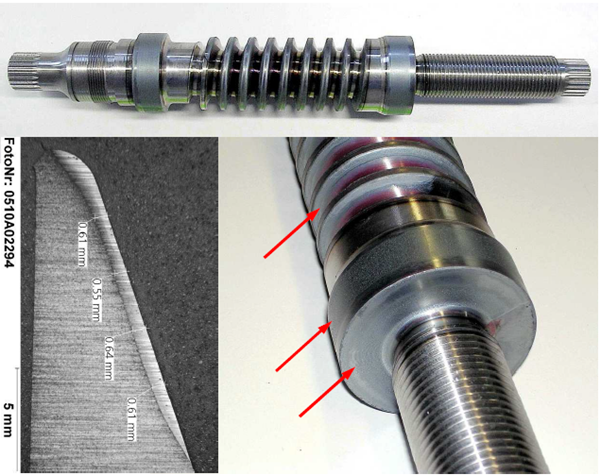
圖8:蝸桿軸,選擇性硬化
激光硬化的優點在于,激光硬化可以具有選擇性。所以機器人或系統的操作者可以確保不會發生重疊。使用變焦鏡組和并配合匹配光斑大小的功率也給我們的客戶提供了新的選擇。在過去,功率局限于4千瓦,因此光斑大小被限制在大約40×10 mm2,但Laserline現在提供的激光器高達25千瓦,并且在其實驗室能達到40千瓦甚至更高。在這樣的高功率下,光斑就可以做得較大,在過去必須是兩條路線,現在熱量只需要通過一條路徑,寬度為4英寸已成為可能。這避免了在重疊部分的軟化區。有了最高40千瓦激光器作為功率的保證,更多的應用正成為可能,而激光器也正在占據更多的市場份額。
激光硬化是一個溫度引導的過程,強烈建議采用閉環溫度來控制加工,諸如高溫計或基于攝像的系統。這種閉環溫度引導的應用允許精確硬化部件,如圖9中的鏈輪。

圖9: 激光硬化后的鏈輪
設置和編程通常是一個交鑰匙解決方案的其中為期三天試運營的一部分。
“今天的半導體激光器僅僅是硬化系統里的黑匣子,二極管的保修期長達五年,不到三個小時安裝完成,并且有一個標準化的接口,”ALOtec的創始人兼首席執行官Hensel博士說到。
結論
有了激光硬化,設計師、工程師以及管理人員、操作員在生產車間可以選擇優化他們的熱處理加工。處理后的返工可以避免或減少到一個打磨加工。激光可以選擇性硬化,避免失真和高水平的測量值。半導體激光器本身可以適應幾乎所有的幾何形狀并且具有最合適的光束和波長,并結合無可比擬的電光轉換效率,以減少生產中的碳排放。最后,這些激光器可以通過光纖引導成為多功能靈活的工具,它可以與機器人和CNC相結合,現有的硬件可以升級。
關于作者:

Markus A. Ruetering,在德國威德爾的應用科學大學學習物理工程,并有工學碩士學位。1989年,他加入了激光制造商羅芬公司。從1989年到1992年,他從事固態激光器的研發并擔任各類銷售職位。2011年,他加入總部設在德國Mülheim-Kärlich的激光源制造商Laserline并擔任銷售經理。www.laserline.de.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

