






Optimizing Infinite Field of View Laser Processing
作者: 葉惟仁 / 美商艾羅德克有限公司臺灣分公司 (Aerotech Taiwan)
于目前電子產業的雷射應用中,大范圍加工已經是許多設備商均投資研究的重要議題,以往在雷射加工時,在雷射產業中掃描振鏡是高速加工的主要設備,但掃描振鏡在大范圍加工最大的限制,在于接圖誤差與如何維持加工精度等議題;Aerotech 于2011年推出無限式也范圍功能 (IFOV) 概念,整合了第三方雷射掃描頭后,來年推出之全閉回路雷射掃描系統NmarkCLS,將無限視野范圍概念進行了軟硬件的整合,在業界造成了巨大的回響,隨后的數年,每一年中IFOV功能皆有不同程度的強化,直到2016年,將硬件性能提升至NmarkGCL的192KHz軌跡產生,再次對雷射掃描系統業界投入巨大震撼彈。過去幾年,使用雷射掃描系統搭配IFOV功能,雖然在制程上有很大的突破,解決接圖誤差問題,但使用上的困難度仍是對于許多設備業者一大挑戰,本文將IFOV參數優化的流程進行深入說明,期可讓用戶可以更系統性的完成參數優化。
Aerotech 無限視野范圍功能使用一組Aerotech雙軸掃描系統驅動器,與Aerotech雙軸伺服驅動器。IFOV支持的硬件架構繁多,常見架構如下面二種架構:
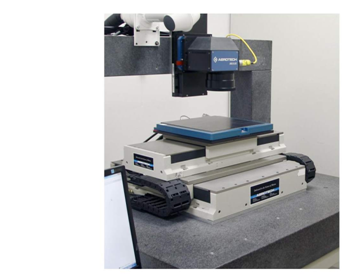
圖一. 固定掃描頭,移動工件方式,掃描頭安裝于花崗巖梁柱,工件安裝于XY平臺上,XY平臺安裝于花崗巖底座
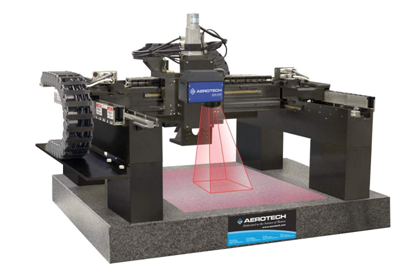
圖二. 移動掃描頭,固定工件方式,掃描頭安裝于龍門系統上,工件安裝于固定的花崗巖底座
IFOV提供無接縫的大范圍加工,加工有效范圍為掃描頭視野范圍與位移平臺有效行程的整合。由于A3200運動控制器結合掃描軸移動與伺服移動平臺的移動來達到無限視野范圍,傳統"步進"的動作就使用持續移動的伺服運動所取代。因此,加工圖形將永遠會在視野范圍內。使用IFOV功能時,系統的掃描范圍將會超過視野范圍,但仍會小于伺服平臺的移動范圍,請見下圖。當A3200運動控制器設定正確時,其將會同時送出伺服平臺動作指令與掃描頭移動指令,確保掃描頭的移動在極限以內,因此,伺服平臺不需要設定任何步進掃描動作,ㄧ切軌跡產生使用共同控制器A3200進行軌跡產生。
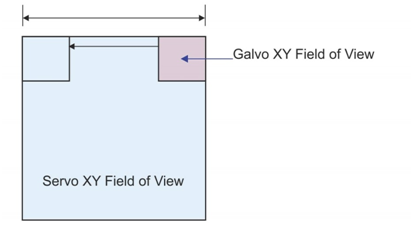
圖三. 合并掃描頭與伺服運動平臺的視野范圍
設定IFOV加工的流程與優化流程為下面五大步驟:包含;系統架構的確認,移動方向的確認,設定重要運動參數,測試與驗證IFOV程序與參數調整,制作第一套IFOV程序。
1. 系統架構的確認
首先,若需要正確設定IFOV系統架構,需確定設備的正確性:包含機構系統,驅動器,線材,工業計算機,以及使用軟件版本。機構系統而言,使用一組具備高精度的XY軸位移平臺,以及雙軸雷射掃描系統,驅動器規格與需要支持的伺服軸數有關,并需要使用正確的線材將編碼器訊號回傳至掃描頭驅動器。
2. 移動方向的確認
在設定與IFOV相關運動參數前,每一個伺服軸與掃描軸必需要正確的設定與調整,確保移動方向正向相同方向;若將XY移動平臺移動正向,與使用掃描頭移動方向相同。另外,移動掃描頭的距離將會需要與移動XY軸相同。
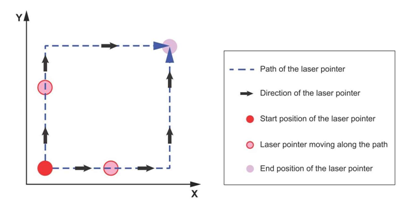
圖四. 若將XY移動平臺移動正向,與使用掃描頭移動方向相同
3. 設定重要運動參數
在將XY編碼器訊號輸入至掃描頭驅動器之前,相關參數將需要完整設定確保IFOV的正確性,包含:伺服驅動器編碼器輸出腳位與格式,掃描頭驅動器編碼器輸入腳位與格式,伺服與掃描頭編碼器的頻率均低于這兩個硬件的規格極限。
如下面范例:
· 移動平臺移動速度:3 m/s
· 編碼器分辨率(分割前): 20 μm
· 編碼器四倍頻:有頻率:(3 m/s x 1,000,000 μm/m) x (1 count/20 μm) x 4 (quad) = 0.60 MHz
因此若上述硬件規格均高于0.6 MHz,本架構則沒有頻率問題。
4. 測試與驗證IFOV程序
當編碼器訊號正確,硬件架構正確,配線方向正確,掃描頭安裝與加工平面呈垂直,最后,掃描頭的加工平面與XY軸加工平面需要正交,最后一個步驟的確認方式為:

圖五. 量測加工平面正交性誤差
常見量測加工平面正交性誤差的方法有幾個步驟:使用掃描頭加工ㄧ直線,使用伺服平臺相同軸系,加工相反方向直線,量測第一線與第二線的起始與結束點距離使用此距離計算加工平面旋轉角度,求得此旋轉角度后,將其帶入控制器將二模塊加工平面整為正交性。
5. 制作第一套IFOV程序與參數調整
IFOV 算法設定方式,主要在加工程序前會有相關參數的設定,重要參數如下:
· AXIS PAIR– 設定掃描頭與XY平臺的軸系關聯性
· IFOV SIZE – 設定掃描頭視野范圍
· IFOV TIME – 設定預讀路徑時間
· TRACKING SPEED – 設定XY平臺最高速度
· TRACKING ACCEL – 設定XY平臺最高加速度
由于掃描頭的加速度參數建議設到最高(RAMP RATE 0),因此依照不同的XY機構平臺,可搭配出不同的IFOV參數設定,一般建議在XY平臺速度與加速度參數設定,在制程可接受情況,設定越低越好,原因在于可以避免XY平臺額外導入的位置誤差,然而,若是設定過低,則掃描頭將馬上移動到視野范圍邊界,運動控制器則將會自動降低掃描頭速度,因此可能降低產能。此調整流程為ㄧ迭代流程,決定雷射加工速度參數后,制程工程師可以調整XY軸速度與加速度,并且記錄位置誤差與周期時間,以取得在制程良率與產能最高的制程參數。
總結
IFOV算法推出至今已經有數年的時間,雖然算法的進化讓整體制程調整流程相對單純,但尚未有完整系統架構性的文章討論本流程,本文從機構/電控/軟件三大層面簡介了IFOV算法的運動參數優化流程,讓未來使用IFOV的制程工程師與系統工程師們,能夠以本文作為了解整個流程的入門,進而可以參照使用手冊與系統架構進行更深入了解,而設備商若可以將IFOV算法在短時間內順利設定完成,則可以對于設備的上市(Time to Market)有所幫助,提高設備競爭力掌握商機,并且可專注于雷射制程的開發,將大范圍無接縫的加工模式,應用于更多先進制程上,提升臺灣產業競爭力與技術。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

