






portant; word-wrap: break-word !important;"> 由于熱影響區小以及光點尺寸小,基于激光的連接工藝已經成為起搏器等醫療設備中金屬部件的主要連接機制。與傳統熱源相比,由于元件的熱靈敏度及其繼續微型化的原因,激光在連接工藝中的優勢(例如熱影響區域最小和受控提供能量)對于醫療設備制造工藝十分重要。但是,特種金屬接頭通常被形成的新相復雜化,比如接頭內導致強度低提前失效的金屬間脆性等。
portant; word-wrap: break-word !important;">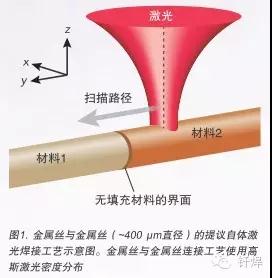
portant; word-wrap: break-word !important;">自體激光釬焊
portant; word-wrap: break-word !important;"> 雖然大多數基于激光的連接工藝使用激光輸入直接熔化接頭的基材或填充材料,但是,由于利用接頭界面處的熱聚積優勢,自體激光連接工藝的設計形成的接頭大幅低于激光光束的光點尺寸。面向特殊金屬界面進行掃描的這種連接工藝是采用激光照射其中一種基材。
portant; word-wrap: break-word !important;">選擇功率和速率等激光參數,使受到照射的部件的平衡溫度不超過其熔化溫度。由于界面耐熱產生的熱聚積導致溫度上升高于一種基材的熔化溫度,因而在激光光束接近時形成熔化層。在到達界面時,激光光束被關閉,在接觸相鄰冷卻件時,熔化層被淬火,形成自體銅焊類接頭。這種連接工藝的示意圖參見圖1。
portant; word-wrap: break-word !important;">自體激光釬焊工藝旨在最大程度降低兩種材料的混合,因為熔化體積小、淬火速率高以及局部熔化焊接接頭的一端以降低金屬間脆性。局部熱量的另一個優勢在于能夠在混合最小的情況下以相似熔化溫度連接兩種材料。圖2顯示了面向金屬絲與金屬絲界面的激光光束掃描熱模型的溫度曲線。由于熱量聚積,在激光光束到達界面時,觀察到溫度增加。
portant; word-wrap: break-word !important;">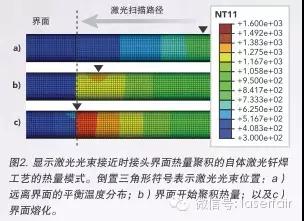
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">實驗設置
portant; word-wrap: break-word !important;"> 選擇直徑分別約為380 µm和368 µm的NiTi和316L不銹鋼金屬絲進行焊接實驗。NiTi和SS這兩種材料用于醫療設備中受到大家特別的關注:不銹鋼成本低且已經過生物相容性評估測試,NiTi具有超強彈性和形狀記憶特性。連接之前,將每根金屬絲的一端沿著垂直金屬絲的軸磨平并裝配到焊接夾具上。在以1064 nm波長的連續波Nd:YAG激光照射期間,使用軸向力將樣品的打磨表面固定在一起。將高斯激光光點控制到與金屬絲直徑相同的尺寸。將激光功率調整到最高4.75 瓦,同時將掃描速率和掃描距離分別調整在0.2–1毫米/秒和1–2.5毫米之間。在流入焊接夾具的超高純度氬氣惰性環境中進行激光連接。
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">焊縫幾何形狀
portant; word-wrap: break-word !important;"> 圖3展示了使用自體激光焊接工藝形成的典型接頭。整體上講,接頭表面很干凈,沒有出現孔隙或裂紋的明顯跡象。沒有發現金屬絲大規模變形,表明加工期間基材沒有出現大幅熔化。圖4是沿著Y-Z平面橫截之后相同樣品的光學顯微圖。觀察到清潔界面孔隙極少或沒有孔隙,沒有裂紋,沒有界面連接不完整的跡象。接頭本身面向金屬絲中心最窄,沿著頂部和底部表面更寬。
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">成分分析
portant; word-wrap: break-word !important;"> 在照射表面以不同深度在NiTi-SS界面執行的量化能量彌散X射線譜(EDS)曲線參見圖5a–5c。兩種基材金屬成分之間的連接區域顯示了Fe、Cr、Ni和Ti之間的混合物。該混合區域的范圍表明了接頭的寬度。這種特定樣品顯示接頭寬度范圍大約在5–25 µm之間。不同的成分曲線形狀表明不同的焊接機制沿著接頭的不同區域占據主導。面向激光照射表面的熔化層厚度更大,表明熔化持續時間更長,能夠將更多不銹鋼稀釋入熔化NiTi。觀察到面向金屬絲中心的兩種材料的熔合最小,熔化層厚度可以大幅降低。該區域的成分曲線類似于擴散控制工藝,但是上層類似于基于熔化的連接機制。圖5還顯示接頭寬度大幅低于400µm的光束聚焦尺寸,因此確認接頭形成的機制不是激光光束直接熔化,而是需要的熱量聚積。
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">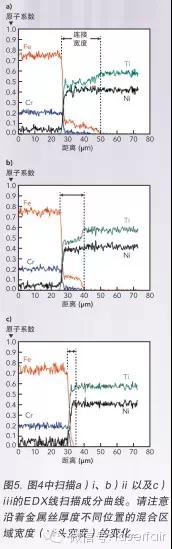
portant; word-wrap: break-word !important;">圖6a和6b顯示了使用自體激光釬焊工藝形成的接頭斷裂表面的成分圖,其中紅色、綠色和藍色分別代表Fe、Ni和Ti。兩個斷裂表面主要是綠色和藍色,表明接頭內富含Ni和Ti的區域出現斷裂。成分的定量測量將斷裂表面確定在接頭之內而不是某一種材料中。主要呈紅色的區域表示SS金屬絲連接不完整或斷裂。觀察到界面的不完整連接以恒定功率掃描速率為函數。當激光掃描速率增加時,進入金屬絲的整體能量降低,因此具有降低熔化層厚度或消除熔化層的效應,造成覆蓋整個接觸面的熔化不充分。
portant; word-wrap: break-word !important;">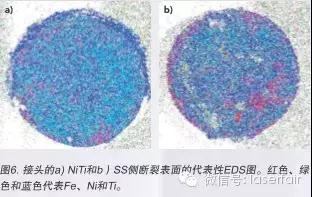
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">接頭強度
portant; word-wrap: break-word !important;"> 異種材料之間的理想接頭強度是超過較低的基材強度。發生重大塑性變形之后,不銹鋼金屬絲產生大約280 Mpa的施加負載,在負載接近560 Mpa時斷裂。NiTi超級彈性樣品最初出現彈性變形,直至應力水平達到470 Mpa時金屬相從奧氏體轉換到馬氏體。負載穩定之后,觀察到出現另一線性彈性區域,施加應力接近1.5 Gpa時觀察到斷裂。
portant; word-wrap: break-word !important;">圖7顯示使用自體激光連接工藝連接樣品時通過電子顯微鏡觀察到的典型斷裂表面。表面形態表示準分裂斷裂,如上所述,相信斷裂出現在接頭之內而不是基材之內。對于低掃描速率(最高1 毫米/秒)實驗,最高接頭強度達到大約275 MPa。雖然該強度大約等于不銹鋼的屈服應力,但是,未觀察到斷裂之前不銹鋼金屬絲之內的可感知塑性變形。最近開展的更高速率和功率(8瓦時高達2毫米/秒)實驗已經顯示斷裂應力超過470 MPa。人們相信提高掃描速率能夠使熱量更加局部化和聚積,以在較短持續時間形成較小的熔化池,因此導致基材之間的混合降低以及金屬間形成和演化過程減少。
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">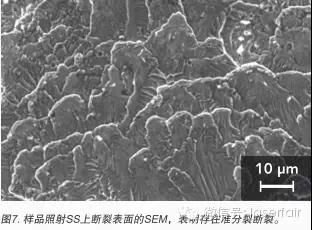
portant; word-wrap: break-word !important;">
portant; word-wrap: break-word !important;">結論
portant; word-wrap: break-word !important;"> 本文調查了新連接工藝激光自體釬焊在用于醫療設備應用的兩種生物相容材料NiTi和不銹鋼316L之間形成無縫接頭。接頭顯示拉伸試驗期間不銹鋼基材的強度接近屈服應力,斷裂表面存在準分裂斷裂。
portant; word-wrap: break-word !important;"> 最近實驗結果顯示斷裂強度進一步增加到高于不銹鋼的屈服應力的程度。橫截面的EDS圖顯示接頭寬度大幅低于入射激光光束直徑,表明由于熱量聚積而形成熔化池。達到的接頭強度表明,激光自體釬焊是形成NiTi和不銹鋼這兩種生物相容異種材料之間牢固接頭的一種可行和前景光明的方法,無需使用填充材料,很快能夠廣泛適用于其它成對異種金屬材料中.。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

