






RLW-A在鋁合金中的焊接應(yīng)用
肖彬
(廣州阿比泰克焊接技術(shù)有限公司激光應(yīng)用實驗室)
1、 前言
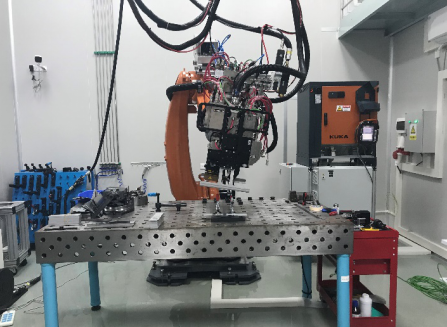
Figure 1 廣州阿比泰克激光應(yīng)用實驗室
從20世紀(jì)80年代開始,激光焊接技術(shù)開始運用于汽車車身制造領(lǐng)域,主要是應(yīng)用于激光焊接車身。激光技術(shù)采用偏光鏡反射激光產(chǎn)生的光束使其集中在聚焦裝置中產(chǎn)生巨大能量的光束,使工件在瞬間熔化,從而實現(xiàn)焊接過程。與常規(guī)的焊接方法相比, 激光焊接速度快、焊縫窄、熱應(yīng)變小, 搭接接縫減少, 可降低重量; 同時隨著大功率、高性能激光加工設(shè)備的不斷開發(fā), 使得激光焊接技術(shù)在汽車制造業(yè)得到了廣泛應(yīng)用
RLW-A是Scansonic公司針對車身搭接焊縫、角焊縫、V型焊縫所研發(fā)的一款自適應(yīng)激光熔焊頭。具有焊接效率高、飛濺少、可減少法蘭長度等優(yōu)點,可適用于車門、發(fā)動機蓋、汽車尾蓋等懸掛件,也可適用于汽車縱梁、底板、踏板等機構(gòu)件的焊接。除此之外,RLW-A搭載了SCeye模塊,可實時跟蹤焊縫,并記錄焊接數(shù)據(jù),對焊接工藝的改善有極大的參考作用。
2、焊接前的準(zhǔn)備工作
2.1 RLW-A的配置
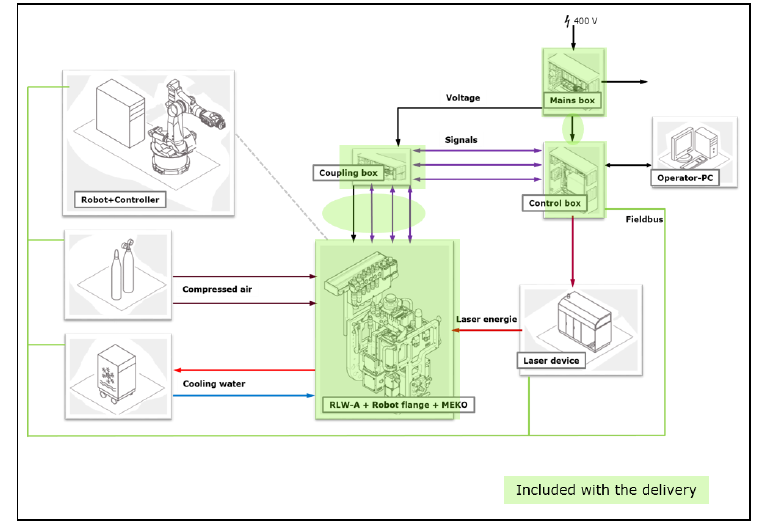
Figure 2現(xiàn)場總線概覽圖
RLW-A使用前需要與機器人進行通訊和配置。RLW-A可以支持多種通訊協(xié)議,常用的比如ProfiNet、DeviceNet,ProfiBus等,其他參數(shù)接口和電源接口均配有專門的標(biāo)識,操作簡便。
以KUKA機器人為例,基于ProfiNet通訊協(xié)議,RLW-A配備了專門的配置文件,在WorkVisual配置中可以直接導(dǎo)入使用,掃描到原始地址即可進行配置,填寫通信字節(jié),匹配信號。在激光器,PLC以及附屬設(shè)備都可正常運轉(zhuǎn)的情況下,按照時序發(fā)送信號即可啟動RLW-A進行工作。
2.2試驗材料及方案
試驗材料為Al5183。板材的尺寸為200mm×50mm,板厚為1 mm和1.2mm。激光器選用的是德國TRUMPF公司的TruDisk6001,最大功率為6KW,光纖直徑為200um。機器人選用的是KUKA機器人,型號為KR150 R2700 EXTRA。激光頭選用的是Scansonic公司的RLW-A。離焦量為0mm,光斑大小為0.5mm。由于金屬材料對激光有一定的反射,為了保護鏡片,激光頭繞X軸正向旋轉(zhuǎn)10°,繞Y軸正向旋轉(zhuǎn)10°。焊接結(jié)構(gòu)為搭接,間隙量為0mm。
為了試驗RLW在鋁合金焊接中的可行性,先用酒精擦拭板材,確保沒有雜質(zhì)的干擾。在同種搭接結(jié)構(gòu)下進行焊接。焊接后,觀察焊縫形狀,腐蝕斷面,研究金相,另外通過Sceye觀察成型情況。
3、RLW-A的焊接設(shè)置
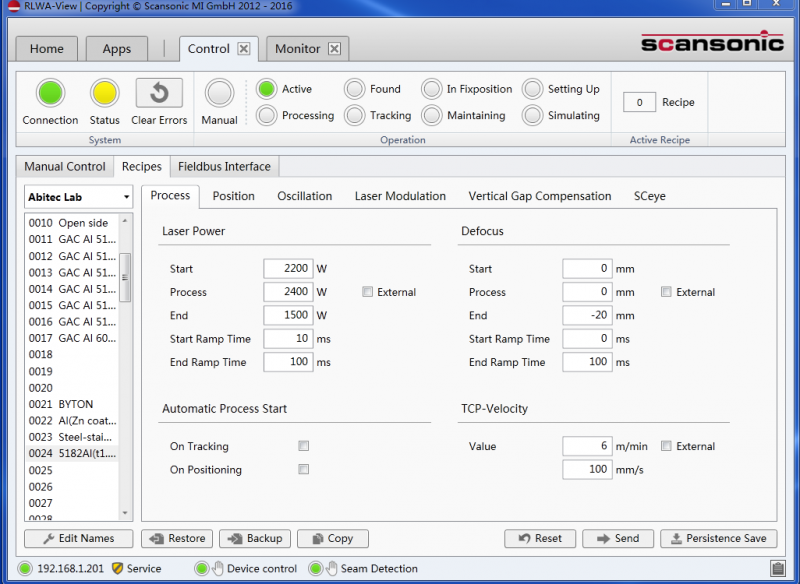
Figure 3 process 設(shè)置界面
進入RLW HMI軟件,需要設(shè)置一些基礎(chǔ)參數(shù),比如填入機器人的速度,激光運行功率等.,一些具體參數(shù)如表1所示。
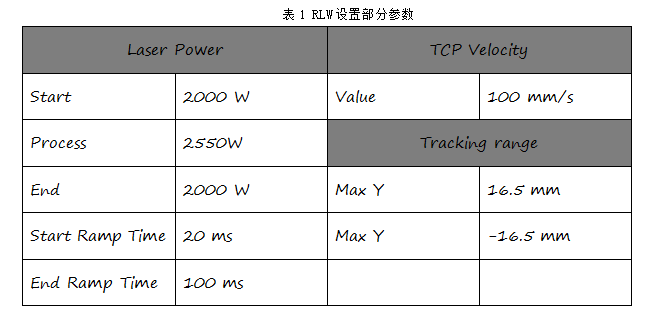
表1 RLW設(shè)置部分參數(shù)
|
Laser Power
|
TCP Velocity
|
||
|
Start
|
2000 W
|
Value
|
100 mm/s
|
|
Process
|
2550W
|
Tracking range
|
|
|
End
|
2000 W
|
Max Y
|
16.5 mm
|
|
Start Ramp Time
|
20 ms
|
Max Y
|
-16.5 mm
|
|
End Ramp Time
|
100 ms
|
||
針對間隙為0mm的搭接焊縫來說,需要設(shè)置的參數(shù)并不多,不需要開啟Gap Compensation(針對有間隙的結(jié)構(gòu)有焊接補償功能),在保證Sceye能夠搜索到焊縫的情況下,都能夠順利焊接。
4、結(jié)果及分析
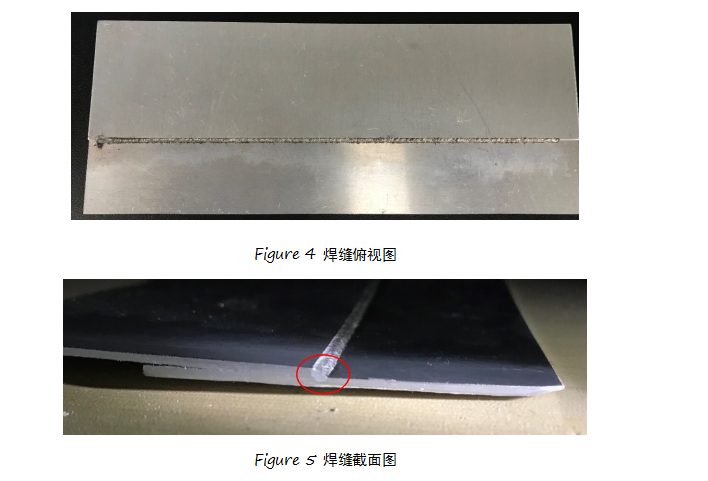
如圖4所示,可以看到焊縫的形狀比較均勻,,焊接起弧和收弧能量都比較穩(wěn)定,整個焊接過程飛濺較小對鈑金表面沒有損傷。在圖5中,熔池深度最深約為0.5mm,達(dá)到了下層板厚41.7%,符合熔焊的焊接要求,上層板已經(jīng)基本熔化和下層板緊密結(jié)合,無氣孔,整個組織均勻一致。
Figure 6 焊接錄像
Sceye錄像記錄了焊縫成型情況,通過觀察,焊接過程中并無雜質(zhì)或者其他焊縫缺陷,焊縫都是均勻成型,整個焊接質(zhì)量良好,另外通過信號記錄,可以看到焊接時序正常,按照規(guī)定啟動了RLW。
5、結(jié)論
RLW-A運用在鋁合金焊接中,具有很大的適用性。首先,和機器人及附屬設(shè)備能夠良好匹配,和市面上常用的機器人均能通信匹配。其次,在鋁合金焊接中,具有良好的表現(xiàn),并能對焊接過程進行監(jiān)控,對工藝改善提供極大的參考價值。最后,RLW-A具有豐富的功能,不僅僅在零間隙的搭接中可以使用,還適用于深熔焊,有間隙的搭接等結(jié)構(gòu)。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀

























 關(guān)注我們
關(guān)注我們

