






國立勤益科技大學機械工程系碩士 溫紹鈞
指導教授 林主恩(國立勤益科技大學機械工程系)、丁挺洲(明道大學)、顏孟華(國立勤益科技大學機械工程系)
在傳統的微奈米加工技術以黃光微影制程為主,此技術的原理然非常的簡單,但制程卻是相當的復雜,先是將基板的表面上涂上一層感光材料,經過光源投射出的平行光打到感光材料上,感光材料層與光源之前還有一層光罩,光罩上的圖案便會決定感光材料上的圖案此步驟微曝光,感光材料分為正光阻(Positive Photoresist)與負光阻(Negative Photoresist),正光阻接收到光能后產生化學變化,經由特殊的溶劑顯影(Develop)后受到光照的正光阻將會被去除;反之,負光阻經過顯影后受到光到之負光阻則將會保留。微影制程的程序包括:表面清洗、涂底(priming)、上光阻劑(resit coating)、軟烤(soft bake)、曝光(exposure)、曝光后烘烤(post exposure bake)、顯影(development)、硬烤(hard bake)等八個細部的動作[2-3],也因為在制程上的繁雜、制程時間過長加上傳統的光學微影技術達到了光學繞射的極限。若繼續使用光學微影技術制作就必須要改良制程方法與設備。例如縮短光源的波長或讓環境折射率大于空氣等方法。就制作的成本來看,這些方法會大量增加設備投資成本與制程復雜度。因此美國普林斯頓大學科學家Stephen Y. Chou[4]教授在1995年第一篇發表利用奈米壓印制作奈米結構的技術,后續也被其他科學家改良各種不同的奈米壓印的方式。例如熱壓成型奈米壓印、紫外光硬化成型奈米壓印、滾筒式奈米壓印[5-7],種類看似多樣但都是以壓印的模具下去區分,大致上可以分類為傳統的硬模具與軟模具的軟壓印兩種。采用硬模具缺點在于,在壓印較大面積時,轉印圖案中間的部分轉印的效率較差,以至于圖案無法被轉印成功。在使用軟模具的部分需考慮轉印圖案的深寬比結構,較大的深寬比的圖案會因為軟模具材質的關系造成在壓印時結構彎曲變形,這是在使用軟模具所要考慮的因素。
本研究主要目的是在于探討奈米壓印技術在壓印過程中的參數,最后以光學顯微鏡、非球面量測系統(Aspherics Measuring System)、原子力顯微鏡(Atomic Force Micriscopy,AFM)觀察的方式,研究壓印效果找到奈米壓印時所發生的問題并加以改善。
奈米壓印原理
1. 熱壓成型奈米壓印:
熱壓成型奈米壓印(Hot Embossing Nano-Imprint Lithography)的原理,分為兩個基本的步驟1.在基板上涂布上一層被壓印成型的熱塑性高分子,例如PMMA、PS,當模具壓印在高分子層時開始加熱,加熱至玻璃轉換溫度之上,此時在玻璃轉換溫度之上的高分子材料會變成有黏滯性的液體,利用此特性填充模穴后待溫度降至室溫,在進行脫模的動作2.在脫模后,將轉印在基板上的圖案使用反應離子刻蝕(Reactive-Ion Etching,RIE),以去除壓印時所壓縮后的部分,蝕刻至基板,再將多余的高分子去除后就完成奈米壓印[8],壓印流程圖如圖1所示。
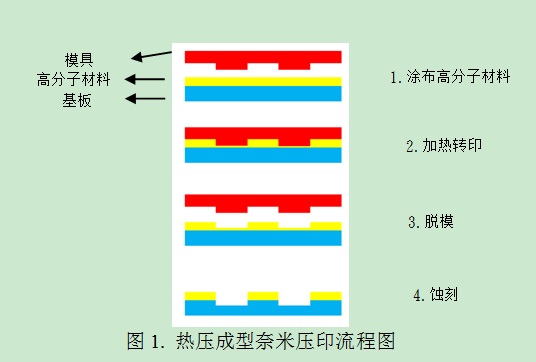
圖1. 熱壓成型奈米壓印流程圖
壓印的過程中,高分子受到高溫的加熱,加熱到玻璃轉換溫度之上,此時熱塑性高分子會變成黏稠狀可流動性的液體,利用此特性在模具與高分子層接觸時加壓,熱塑性高分子填充模具,使熱塑性高分子在冷卻時脫模能夠形成與模具相同的圖案。
2. 滾輪式奈米壓印
滾輪式奈米壓印(Roller nanoimprint lithography)[9]的原理與熱壓成型奈米壓印機相差在模具的樣式與壓印的方式不同,滾輪式奈米壓印分為兩種壓印方式如圖2所示,第一種方式是在滾筒的光滑表面上纏繞著奈米結構的金屬薄膜,滾子壓印在熱塑性高分子薄膜上轉動,形成與滾子上的金屬結構相同的圖案,第二種方法與熱壓成型奈米壓印相差給予壓力的方式,熱壓成型奈米壓印以大面積接觸的方式下壓,滾輪式奈米壓印利用滾輪的幾何形狀與模具線接觸的方式給予壓力。壓印結束后同樣以RIE的方式,去除被壓縮的部分蝕刻至基板,得到再基板所要的結構。
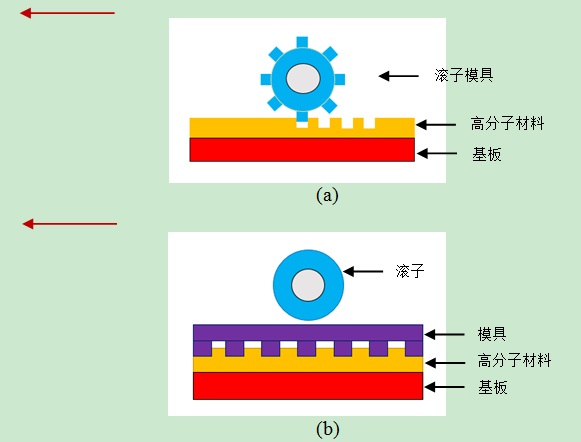
圖2. 滾輪式奈米壓印兩種方式(a)滾子上的金屬薄膜結構壓印高分子(b)模具放置高分子材料之上,以滾子加壓
3. 外光硬化成型奈米壓印
紫外光硬化成型奈米壓印(UV-CuredNanoimprint Lithography)[10]原理以圖3流程圖所示,以一個透明模具作為模仁,例如石英玻璃、PDMS,在基板上涂布光敏性高分子,例如SU-8,以此為蝕刻時的阻擋層,光阻一般為為液態所以不需加熱就可以做壓印,但加熱能夠增加光阻的流動性,使壓印效果更佳,模具壓印至光阻層后進行曝光固化,曝光約90秒后脫模,最后進進行RIE得到所要的圖案。
![]()
![]()
![]()
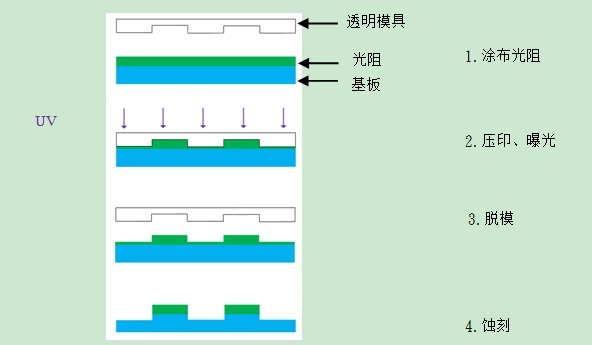
圖3. 紫外光硬化成型奈米壓印流程圖
實驗方法
本實驗以熱壓成型奈米壓印的方法壓印鋸齒狀光柵(如圖1),模具使用的是由Edmund Optics公司所購買的鋁薄膜直紋繞射光柵,以150、600line/mm的周期做壓印參數的實驗,以PDMS做為150、600line/mm的軟模,轉印后將PDMS模具于自制奈米壓印機做壓印流程,以不同壓力相同的溫度探討壓印時與壓力的關系。
實驗所采用的基板為一般玻璃,在玻璃上浸鍍高分子為被轉印的材料,再以自制的奈米壓印機壓印,所被轉印的材料為: 聚苯乙烯(Polystyrene, PS)材質,線膨脹系數為:7*10-5cm/cm*℃,是指固態物質當溫度改變攝氏度1度時,其長度的變化和它在0℃時的長度的比值,成形收縮率:0.1%~0.6%,是指塑料材質自模具中取出冷卻到室溫后,室溫尺寸的縮小值對其原未冷卻尺寸的百分率,玻璃轉換溫度(Glass Transition Temperature,Tg)為:105°C,是指高分子材料在常溫下為固態,則高分子材料溫度到達玻璃轉換溫度時,熱塑性高分子會變成可流動性的液體。
本實驗以浸鍍機浸鍍的方式在玻璃基板上涂布PS薄膜,將PS高分子以溶劑溶解成溶液,以載具夾持玻璃基板,浸入PS溶液燒杯中靜置5秒后,以15mm/min的速率浸鍍。
本實驗所用的輸出壓力之氣壓缸為金器工業公司所制造的MCDA-23-32-100雙軸倍力缸,壓力缸最小的輸出為0.05Mpa,所以本實驗以固定150°C的溫度,分別對于0.05~0.15Mpa每組間隔為0.01,以不同的壓力壓印150、600line/mm的周期做為壓力的討論。
在實驗量測上我們使用Taylor Hobson公司所制造的PGI 840 (Aspherics Measuring System)與Veeco公司所制造的diDimension 3100 (Scanning Probe Microscope SPM system),量測模具尺寸與壓印之后的結構狀況與尺寸,我們以儀器軟件經過分析后量測結構尺寸,每一組的實驗數據都是量測五次取平均值,最后在對這五筆的數據做誤差線,可以更清楚的知道所壓印的質量穩定性。
結果與討論
1. 壓印150line/mm結果
圖4所示為150line/mm模具使用非球面量測系統量測的輪廓圖。
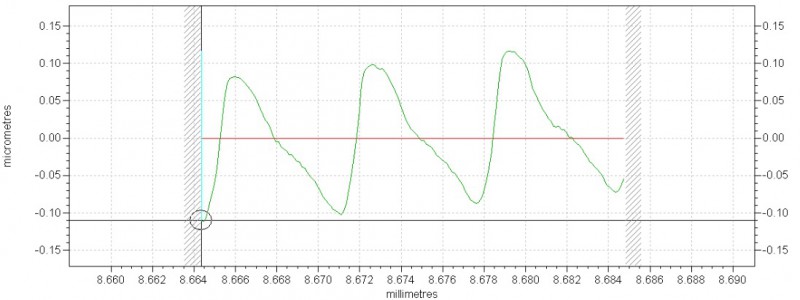
圖4. 為150 line/mm之模具輪廓,周期約為6.6um深度約為0.22um
實驗結果圖5所示。圖5(a)~(b)分別為150line/mm,以0.05~0.15Mpa的壓力所呈現周期與深度關系的趨勢圖與標準誤差,從圖5(a)壓力在0.15Mpa時結構的寬度明顯的發現寬度變寬,我們在顯微鏡底下發現結構產生了變形扭曲的狀況,如圖5(c)所示,因此判斷可能是在0.15Mpa在150line/mm的結構已達到目前結構在制程上最大壓力范圍。
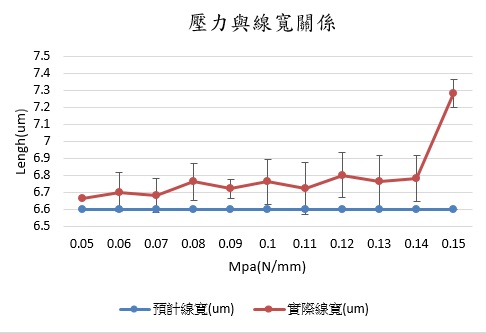
圖5(a). 為150line/mm壓力與周期的關系圖
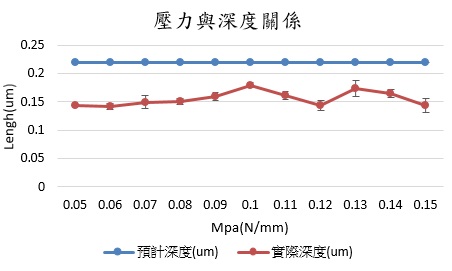
圖5(b). 為150line/mm壓力與深度的關系圖
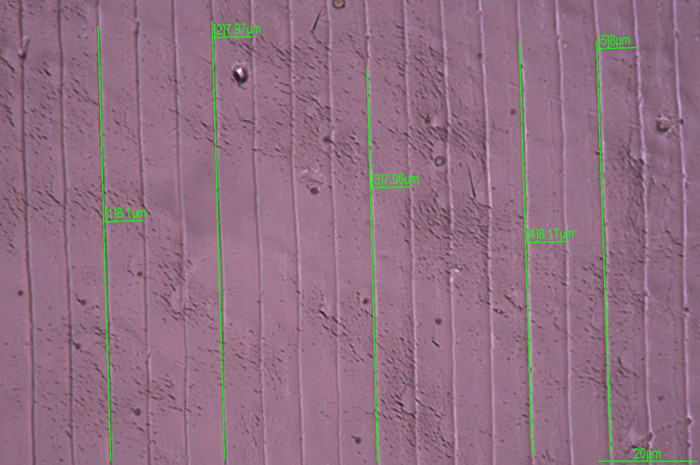
圖5(c). 使用光學顯微鏡在1000倍下量測,發現使用0.15Mpa壓印結構有扭曲變形的現象
2. 壓印600line/mm結果
圖6所示為600line/mm模具使用原子力顯微鏡量測實際尺寸。圖7(a)~(b)分別為600line/mm,以0.05~0.15Mpa的壓力所呈現周期與深度關系的趨勢圖與標準誤差,圖7(a)~6(b)所示在0.07與0.09Mpa在寬度的部分比其他的參數寬約100nm與0.09與0.15Mpa的深度明顯的比其他壓力來的淺,這是目前使用模具本身的誤差或是在制程上所會造成的誤差范圍。
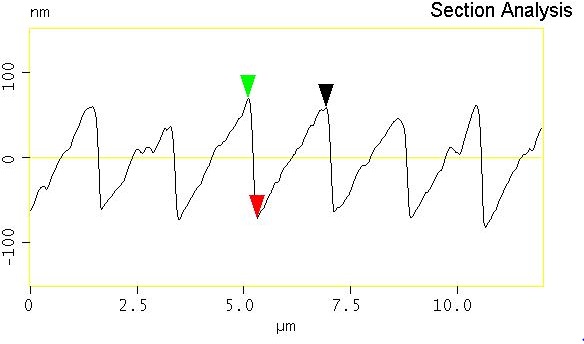
圖6. 為600 line/mm之模具輪廓,周期約為1.8um深度約為131.47nm
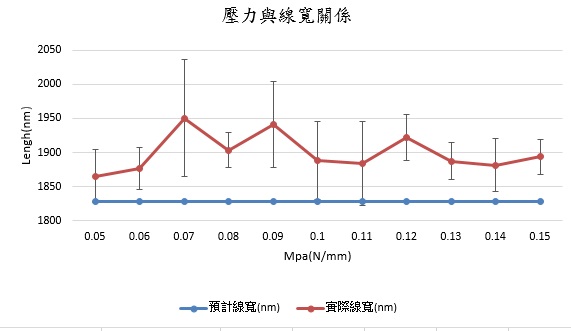
圖7(a). 為600line/mm壓力與周期的關系圖
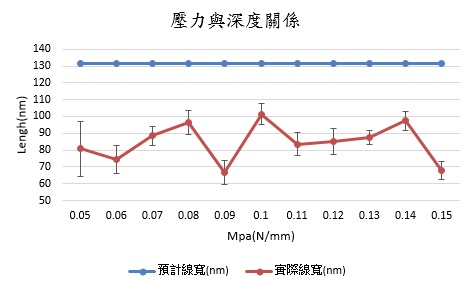
圖7(b). 為600line/mm壓力與深度的關系圖
結論
就目前壓印150line/mm的實驗結果來看,不同的壓力對于周期與深度并沒有很敏顯的落差,但在0.15Mpa時周期突然擴大,深度卻沒有發生太大的變化,對于這部分我們做了三次同樣的實驗的壓印都是得到相同的結果,因此我們認為在這部分可能是到達150line/mm的最大壓印力的范圍。
以600line/mm的實驗結果來看,以0.05~0.15Mpa的壓力都是在壓印的容許范圍,同樣在0.15Mpa的壓力下壓印600line/mm,600line/mm的壓印結構并沒有產生扭曲變形的問題,如圖8所示。
未來若要往奈米結構下壓印和溫度的探討或是要更進一步優化奈米壓印機,應已實驗數據搭配田口法的方式做優化的分析。
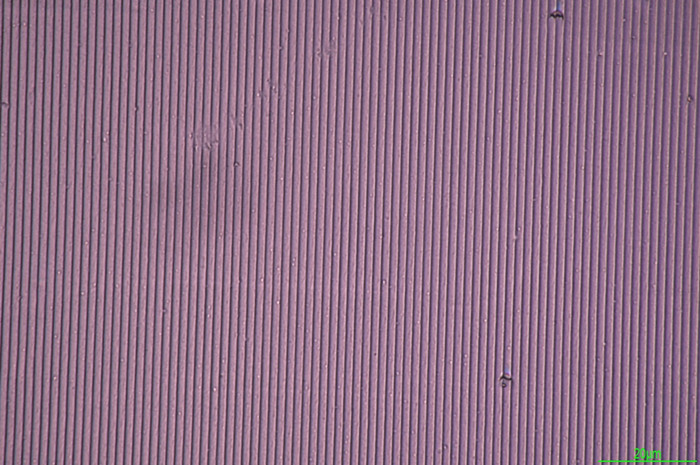
圖8. 600line/mm在0.15Mpa的壓力下與圖3(c) 在1000倍下量測相比,600line/mm并沒有出現結構扭曲過變形的狀況
參考文獻
1.G. E. Moore, “Cramming more components onto integrated circuits”, Proceedings of the IEEE Vol. 86, pp. 82-85, 1998.
2.吳昌侖、張景學,半導體制造技術(第二版),新北市:新文京開發出版,2006。
3.莊達人,VLSI制造技術,新北市:高立圖書有限公司,2007。
4.S. Y. Chou,P. R. Krauss, P. J. Renstrom, “Imprint of sub‐25 nm vias and trenches in polymers”, Appl. Phys. Lett.vol. 67,pp. 3114-3116,1995.
5.S. Y. Chou,P. R. Krauss, P. J. Renstrom, “Nanoimprint lithography”, Journal of Vacuum Science & Technology B: Microelectronics and Nanometer Structures Processing, Measurement, and Phenomena.Vol. 14,pp. 4129-4133,1996.
6.Bender, M. Otto, B. Hadam, B. Vratzov, B. Spangenberg, and H. Kurz, “Fabrication of nanostructures using a UV-based imprint technique” Microelectron. Eng.Vol. 53, pp. 233-236,2000.
7.Tan, Hua, Andrew Gilbertson, and S. Y. Chou. "Roller nanoimprint lithography." Journal of Vacuum Science & Technology B: Microelectronics and Nanometer Structures Processing, Measurement, and Phenomena Vol. 16, pp. 3926-3928,1998.
8.Chou, S. Y., Krauss, P. R. and Renstrom, P. J., “ Nanoimprint lithography ,” J. Vac. Sci. Technol. B, Vol. 14, No. 6, pp. 4129-4133, 1996
9.Hua Tan, Andrew Gilbertson, Stephen Y. Chou, Roller nanoimprint lithography, Journal of Vacuum Science & Technology B, 16(6), pp.3926-3928, 1998.
10. Bender, M. Otto, B. Hadam, B. Vratzov, B. Spangenberg, and H. Kurz, “Fabrication of nanostructures using a UV-based imprint technique” Microelectron. Eng.Vol. 53, pp. 233-236,2000.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

