





長久以來,Begneaud Manufacturing公司在面對行業內技術問題的挑戰時都力圖尋找獨特的解決方案。當這家公司發現其激光焊接設備在聚焦特性方面的限制時,他們一如既往地并未輕易接受現實,而是以其作為出發點來進行新的嘗試和研究。這種心態正是這家公司文化傳承中很重要的一部分,是將他們帶向成功彼岸的關鍵之處。通過努力來實現各種可能性,而不是以“無計可施”作為借口來坦然接受失敗,Begneaud得以將其業務拓展到各種領域。

在這個案例中,一開始還只是在公司內部討論不同的可能性,但隨后便迅速擴大到其他人。與整個行業的不同專家和機構建立的良好關系為他們展開真正的合作打下了基礎。
借助這種外部合作,該公司現在已經成功獲得了新的解決方案——調整工件上聚焦的激光光斑,這種方法是不可能在其激光器的標準設備上實現的。此舉旨在獲得更干凈的焊縫,提高其5軸3D焊接過程的定位公差,并降低焊縫缺陷報廢率,所有這些都是以不犧牲焊接速度為前提的。該公司使用了自行定制的保護氣體混合物和光學元件,這使其可以在全功率的全速加工中延長焦深,并最終降低廢品率,減少焊接缺陷和焊接時間。這一創新的探索使得Begneaud公司得以實踐和激光焊接相關的新的可能性,并獲得隨之而來的效益。
背景
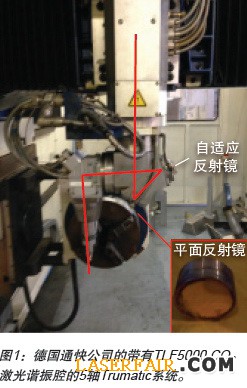
激光聚焦頭(圖1)來自德國通快公司的帶有TLF5000 CO2激光諧振腔的5軸Trumatic系統。該系統可以用于切割和焊接。在焊接應用中,傳統上使用焦距為200mm的標準拋物面聚焦反射鏡,它能獲得良好的熔深,即使對象是直徑6.5mm的不銹鋼。標準的反射鏡能實現聚焦光束焦散,基本上繞Z軸形成軸線對稱,束腰截面為直徑0.16mm的圓形,產生的平均功率密度約為6.3MW/cm2(在5kW的全功率情況下)。
然而,在這種高功率密度下,氣體等離子體的形成具有更大的波動性,焊接過程變得非常不穩定,因而會導致焊接缺陷(氣孔、針孔、咬邊和高水平的焊渣飛濺痕跡)的產生以及隨之而來的高廢品率。因此,在生產過程中不得不將所需功率降低到2.5kW,功率密度也降低一半。這會帶來更好的焊接質量,并降低焊接缺陷廢品率;但不幸的是,這也會導致焊接速度的降低(低于公司5kW激光器所能實現的加工速度)。Begneaud公司正是以此不足之處為起點來展開他們的創新之旅。
新設置
Begneaud公司提出的解決方案改變了用于等離子體控制和屏蔽的氣體混合物,用一種自定義的氦氣、氬氣和氫氣的混合物;也改變了聚焦性能,工件上的小的圓形聚焦光斑變成了橢圓形的、縱向維度與焊接方向平行的聚焦光斑。這是通過將公司的標準FL 200mm拋物面聚焦反射鏡替換為新的高速大功率(HSHP)聚焦反射鏡。當標準的拋物面聚焦反射鏡被高速大功率聚焦反射鏡取而代之時,z-x和z-y垂直平面上將會獲得不同的聚焦性能。
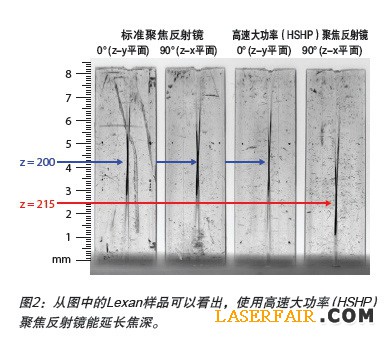
新的高速大功率(HSHP)聚焦反射鏡和標準FL 200mm拋物面聚焦反射鏡只有一個不同之處,即反射面的設置有微小的變化,從而使得聚焦光斑變為橢圓形。整個過程不需要改造機器。隨著功率的增加,小的圓形聚焦光斑會使得焊縫缺陷報廢率升高,反之,隨著功率的增加而相應對稱性地拉長光斑,卻能保持低的廢品率(圖2)。
實驗
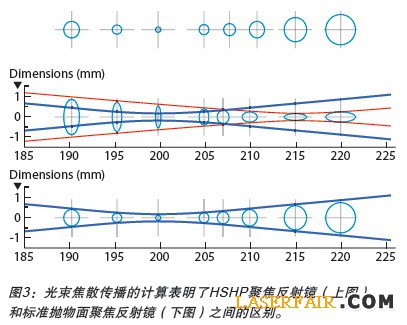
該實驗對象是傾斜的有機玻璃,目的是來看看在成90度的焊接(功率為5kW,速度為20m/min)中的光束特性的差異。光束焦散是沿著垂直的Z軸傳播(圖3):若是標準拋物面聚焦反射鏡,光束截面基本保持圓形;若是高速大功率(HSHP)聚焦反射鏡,z-x和z-y平面的光束截面是不同的。
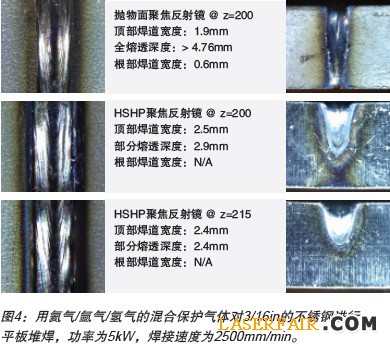
用氦氣/氬氣/氫氣的混合保護氣體對3/16in的不銹鋼進行平板堆焊,功率為5kW,焊接速度為2500mm/min,標準拋物面聚焦反射鏡具有高的功率密度,帶來的是更高的熔深,而代價是高的焊縫缺陷幾率(圖4上)。用HSHP聚焦反射鏡會帶來更寬的頂部焊道和更大的FUZ,從而提高熔融效率。若是熔深的要求低于2.9mm,HSHP聚焦反射鏡在相同的FUZ寬度下將帶來更高的速度(圖4中)。在2.4mm熔深要求下做實驗,HSHP聚焦反射鏡可以實現全功率的全速焊接(圖4下)。
應用
開發出來的這項技術使得公司可以與客戶合作,通過有效的解決方案來滿足后者的生產需求。通過巧妙地設置該公司機器上的光學元件,可以成功實現各種切割和TIG或MIG焊接應用,這些應用在以前通常是通過手動完成的。這種極大的靈活性使得該公司生產的產品能夠滿足客戶的各種特定需求,包括匹配度和功能、價格、交貨期等。這能幫助他們完成高質量的項目(圖5、圖6),并大大縮短生產時間,不管是短期還是長期的項目生命周期,從而幫助客戶實現真正的節約。
作者:Don Begneaud, Rene De Moura
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

