





簡述激光熔覆在熱力發動機中的應用現狀
作者:江蘇中科四象激光科技有限公司 工藝工程師 李午紅
作者:江蘇中科四象激光科技有限公司 工藝工程師 李午紅
熱力發動機作為人類不可或缺的主要動力機械,在電力、能源輸送(西氣東輸、川氣東送、陜京線等大型管道建設)、軍事、航空、航海、艦船、軌道等陸用動力方面發揮著重要作用,支撐著各個國家的支柱經濟產業。常用的熱力發動機主要包括內燃機(含汽油機、柴油機和煤氣機等),燃氣輪機和蒸汽動力裝置。
造成內燃機失效的原因可以說皆源于熱負荷,但最終引發內燃機發生故障卻是各影響因素的綜合作用,如機械負荷,腐蝕以及摩擦磨損等。其失效模式主要有內部金屬零部件的碎裂和開裂等、磨損或腐蝕嚴重至局部剝落等。文中所提到的金屬零部件主要包含氣缸套、活塞、活塞環、凸輪挺桿、曲軸等。這些零部件均不同程度地承受著燃氣高溫高壓的考驗,長期經受著腐蝕介質的作用,以及由體積負荷引起的機械應力作用,并且可以發現損傷多數發生在表面或者從表面開始,因此提高零部件表面性能對延長零部件使用壽命具有重要的作用,同時經過周期性檢修及時發現的表面受損部位,還可以通過表面再制造技術對其進行補救。對于燃氣輪機和蒸汽輪機來說,失效部位常發生在熱端部件,如轉子、葉片和噴嘴,這些部位的失效原因因不同的運行環境不同,大致可歸結為熱疲勞、外部侵蝕(氣蝕、水蝕等)等。其發生在葉片根部的斷裂是不可修復型,而發生在葉片頂端面或根部的損傷便可通過修復后實現再利用。再者,用于發電機組的葉片往往造價極高,將修復后的葉片重裝再利用,將大大地降低電廠的發電成本。
不論是零件在服役前的表面強化,還是服役后發生故障進行修復,其傳統的加工方式主要有表面淬火、表面滲碳或滲氮、熱噴涂、堆焊等,其中熱噴涂和堆焊在后期修復中的應用更加普遍一些。隨著加工技術的不斷升級和改進,一種具有劃時代意義的加工技術迅速地成為制造業各大廠商爭先引進的最新技術,即激光移動再制造技術(激光熔覆)。這種激光再制造技術不僅可以用于受損零部件的修復,還可以做激光表面淬火,與傳統的熱處理方式相比,激光淬火是一種快熱快冷的加工技術,可在表面獲得晶粒細小的淬硬層,淬硬層的深度最大可達1.5mm。并且,結合高端多軸機床或者6+2式機械手,采用激光器還可對受損的三維復雜零部件進行修復,充分體現了激光再制造技術的柔性化以及先進性。
下面就某發動機缸套的表面強化以及某汽輪機葉片的表面修復做一個簡單分析。

圖 1 發動機缸套激光淬火
經激光淬火后的發動機缸套,幾乎沒有任何變形,表層硬度得到了明顯的提升,較未處理之前提升了至少3倍。依據缸套的技術要求,獲得了理想深度的硬化層,大幅度地提高了缸套的耐磨性能和使用壽命。這是因為激光束照射到缸套表面的能量密度可達104~105w/cm2,被照射的缸套表面急驟升溫到相變溫度,激光束離開的瞬間,熱量經母體迅速散失,受熱面急速冷卻,表層獲得了超細化的馬氏體組織。

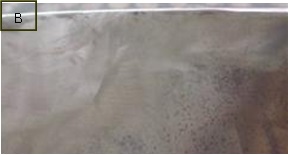
圖 2 葉片修復前及修復后對比圖:A 修復前;B 修復后
從圖2 A中看出,葉片的局部受損部位已經進行了疲勞層去除處理,處理后的表面起伏不平,不規則度很大。若使用傳統的修復技術很難獲得致密平整的填充效果,而激光熔覆技術是一種非接觸式加工,在一定的范圍內不會受制于工件形狀或尺寸的影響。圖2 A中的受損部位具有較深豁口,故需要多道多層搭接。激光熔覆技術在應用中的常見問題便是裂紋的滋生,多道多層的搭接會增發應力變化的復雜性,不利于從工藝角度控制裂紋的生成。因此在熔覆過程中,可通過調整光斑大小、掃描速度、激光功率來盡量在最少搭接道數目以及最少搭接層下完成豁口的修復,如圖2 B中便是修復后的葉片,經過性能檢測,完全滿足其服役性能要求。
激光熔覆,它是一個極其復雜的非平衡凝固動態過程,因此在工藝方面經常需要大量的試驗,才能獲得質量性能均有優異的涂層。另外,金屬粉末的選取也是至關重要的一環,要在能保證熔覆層所需服役性能的同時,還需盡量選取與基材的熱膨脹系數、熔點相近,熔體具有良好潤濕性的金屬粉末。雖然激光熔覆技術在應用中仍存在局限性,但隨著工藝逐漸規范、標準化,待這個尚在雛形中的產業形成技術標準,結合如今激光光源不斷朝著小體積大功率的發展趨勢,今后利用激光來修復一些可再生零部件將發展地更加便捷。
中科四象將秉承以市場需求為導向、成就客戶提升自我的經營理念,繼續開拓激光修復、強化以至焊接等技術的潛在市場,為更多領域中的客戶提供優質服務。歡迎訪問中科四象官方網站:www.zksxlaser.com。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

