






約50年來,飛機制造商一直在使用纖維增強塑料(Fiber-Reinforced Plastic, FRP)材料。隨著行業 對FRP材料優點的認識越來越深,這種材料的使用率也在逐年穩步提高。盡管在最初的時候FRP材料比傳統材料的成本要高一些,但是其在效率、保養和燃料節省收益上的優勢非常明顯,因此這些優勢才可以彌補在飛機初始投資成本較高的劣勢。


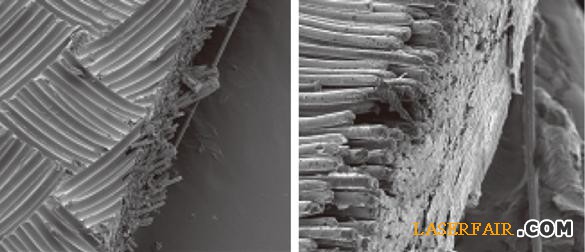
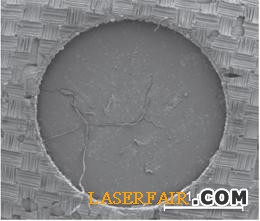
圖1、掃描式電子顯微鏡(SEM)下的光纖激光切割表面,顯示出輕微的表面熱損害。圖2、使用光纖激光器切割的纖維,可以看出沒有熱損害。
碳纖維增強塑料(CFRP)和玻璃纖維增強塑料(GFRP)由束縛在聚合樹脂里的碳纖維或玻璃纖維基底組成,從而帶來許多滿足需要的特性,最顯著的就是高強度重量比,還有高硬度、低熱膨脹系數以及優異的耐腐蝕性。使用較輕的FRP材料來制造飛機,每年能夠在飛行上節省幾百萬美元的燃料成本。舉例來說,波音787“夢想客機”在使用壽命期間節省的飛機保養費用約為3000萬至4000萬美元之間。FRP材料的優點有很多,但眾所周知的是這種材料非常難加工。傳統的加工方法,比如機械銑削和鉆孔,會引起破片、熱損害、分層、纖維拔出以及對工具的嚴重磨損。近來,人們研究使用水注切割,但還是會引起纖維分層以及其他的實用性限制。舉例來說,當加工起始的地方不是在材料的邊緣時,就需要鉆一個導向鉆孔。作為一種非接觸式的材料移除工藝,激光加工能夠提供解決上述問題的方案。然而,一直以來,在這種應用中,激光和材料之間的相互作用尚沒有得到廣泛理解。針對這個問題,JK Lasers公司聯合英國利物浦約翰摩爾大學(John Moores University)一起開展了研究。
為了讓研究人員更加了解激光和材料之間的相互作用,在研究中使用了兩種光束特性不同的激光源來加工。使用帶有鉆孔噴嘴的Nd:YAG激光器JK300D(以光纖傳輸,具有高峰值功率)來進行沖擊鉆孔試驗。使用帶有切割噴嘴的200瓦單模光纖激光器JK200FL進行切割試驗。使用配有掃描頭的JK200FL進行穿孔和銑削試驗。
圖3、機械切割(左圖,放大500倍)和光纖激光器切割(右圖,放大1200倍)的邊緣切割質量比較。
影響FRP加工的主要因素在于碳纖維或玻璃纖維與聚合物基底相比,特性差異極大。汽化纖維要求的激光功率要比汽化聚合物的高很多。
當處理CFRP時,物件的反應差異是最明顯的。汽化聚合物僅僅要求少量的熱能,而碳纖維的導熱能力非常好,這也意味著在切割纖維前,大量的能量已經被傳導走了。因此,對于高品質激光加工來說,必須特別注意管理材料的熱量輸入。在用Nd:YAG激光器進行沖擊鉆孔的過程中,使用了兩種不同的輔助氣體:氮氣和二氧化碳。結果顯示,使用的輔助氣體對孔的質量有較大的影響。當使用氮氣作為輔助氣體時,樣本表面上留下了聚合物基底熱分解后的薄層。而使用二氧化碳作為輔助氣體時,處理后FRP的表面質量要提高許多。出現這樣的結果是由于二氧化碳的冷卻質量要好一些。當使用光纖激光器對FRP材料進行切割時,帶來的熱損害很少。這是因為激光器的光斑尺寸很小。圖1和2顯示的是光纖激光器切割表面和帶來熱損害的SEM圖像。從圖像上可以清楚地看到熱損害被限制在復合材料的單獨一層上。
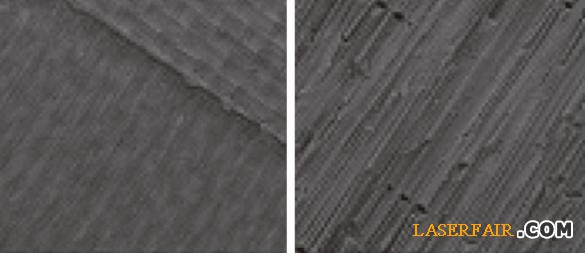

這些結果對于航空和航天工業來說是非常有利的。因為材料的大部分并沒有受激光加工影響,因此復合材料依然非常牢固和穩定。圖3顯示的是機械切斷產生的邊緣質量同光纖激光切割相比較的情況。在機械切斷的樣本上,可以看到復合材料大部分突出纖維,而在激光切割的樣本上可以看到光滑的邊緣。圖4、激光微加工復合材料表面,速度為200毫米/秒,輔助氣體為空氣(左圖為放大80倍,右圖為放大500倍)。圖5、激光微加工復合材料表面,速度為250毫米/秒,輔助氣體為二氧化碳(左圖為放大50倍,右圖為放大500倍)。
與在切割試驗中取得的結果類似,激光銑削試驗結果顯示,光纖激光器的小光斑尺寸對銑削應用非常有利。激光處理后的纖維并沒有熱損害的痕跡,SEM高倍放大后可看到基底材料只有輕微的熔化痕跡(圖4和圖5)。試驗結果證實了使用光纖激光器對航空和航天復合材料進行銑削的可能性。
同樣還是使用光纖激光器JK200FL在FRP復合材料上環鉆2毫米直徑的孔。切割試驗表明,對于厚度超過1毫米的復合材料來說,試圖像處理金屬一樣來處理復合材料,其切割結果并不讓人滿意。因此需要稍大的切口使得材料能夠脫離,不讓基底粘附在新的切割面上。這種設計的策略稱為激光螺旋狀鉆孔。圖6、使用光纖激光器加工的激光螺旋狀鉆孔與使用Nd:YAG激光器鉆出的孔相比,激光螺旋狀鉆孔的熱損害要少一些,表面的邊緣質量看上去好一些。頂部表面的回燒量只有幾十微米。光纖激光器鉆孔試驗的結果顯示,配有掃描頭的激光加工中,其加工速度與孔的開放式幾何結構相配合,能夠減少FRP復合材料表面基底材料的損害。圖6顯示的是經過激光螺旋狀鉆孔后的GFRP復合材料的圖像。
使用光纖傳輸的高峰值功率的Nd:YAG激光器和200瓦單模光纖激光器的試驗結果表明,激光器能夠提供傳統技術手段無法提供的加工質量。熱管理是加工FRP復合材料的關鍵。通過使用如二氧化碳這樣的輔助氣體,能夠極大減少激光光束引起的損害。使用光纖激光器的試驗表明,小光斑尺寸以及隨之帶來的精細定向熱輸入對于加工FRP復合材料非常有利。擁有高光束質量、小光斑尺寸以及可選掃描系統的光纖激光器被證明非常適用于加工這些材料。試驗結果還表明,激光螺旋狀鉆孔在今后的航空航天及汽車領域激光加工應用中將扮演重要的角色。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

