






鋁合金因其質(zhì)輕,易于成型/加工,強度好,一般用于汽車、航天/航空和運動產(chǎn)業(yè)。連接鋁合金面板和薄板通常使用機械鉚接、電弧焊接、釬焊、攪拌摩擦焊、激光焊接、混合激光/電弧焊接。激光焊接速度很快,熱變形小。但是,激光焊接鋁合金通常會形成大量氣孔,因此焊點強度極低——通常是母材的50%-75%。激光焊接鋁合金產(chǎn)生氣孔的原因有很多:表面污染,包括表面氧化層的氫。氫通常困在鋁合金表面的氧化層。在激光焊接過程中,氫會被釋放出來,溶解在熔體池。氫在液態(tài)鋁中的溶解度要比在固態(tài)鋁中高得多。在液態(tài)情況下,氫的溶解度是:
S是氫在273°K和760T條件下的溶解度,T是指溫度(K),P是指氫的分壓(1T=0.133mbar)
從上可以看出,氫在液體鋁中的溶解度是在固體鋁中的20倍。因此,鋁合金在熔池中會吸收大量氫,在凝固過程中以氣孔的形式釋放出來。其它表面有機污染物如石油和油脂也會致使氫氣困在焊接區(qū)域。氫氣產(chǎn)生的氣孔通常較小(直徑小于0.5mm)。熔池中的氣孔會緩慢移動。氣孔移動速度可以通過測量得出:
R是氣孔的半徑,Δþ是其空中液體和氣體的密度區(qū)別;g是重力加速度;μ是液體的動力粘度;þ是液體的密度。對于鋁合金中直徑為50μm的氣孔來說,其移動速度是4-6mm/s,而液體凝固速度通常是20-50mm/s,因此氣孔難以排出。
激光匙孔。這通常出現(xiàn)在匙孔(深熔)焊接中,激光功率密度超過106W/cm2。對于焊接相對厚一些的鋁合金(大于3mm),匙孔焊接能夠?qū)崿F(xiàn)深熔。匙孔之所以形成,是因為激光焊接過程中產(chǎn)生高壓蒸汽/等離子,蒸汽脫離熔池時產(chǎn)生的強烈反沖壓力會生成深深的蒸汽孔。和較低功率密度傳熱激光焊接相比,這種匙孔會讓激光光束在材料的更深層面被吸收。如果鎖孔不牢固(一旦材料表面張力超過蒸汽反沖壓力,匙孔就會瓦解)或者材料凝固速度太快,蒸汽就會被困在熔化區(qū),并形成大氣孔(一般大于0.5mm)。
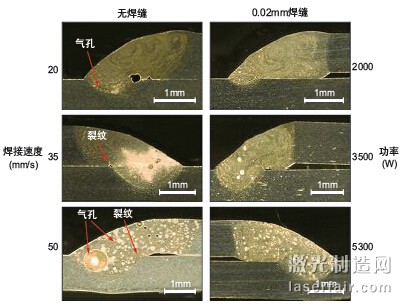
圖1:激光焊接AA6014鋁合金時激光功率、焊接速度及薄板間隙對氣孔形成的影響。
合金元素的蒸發(fā)。合金材料如鎂、錳、銅和硅等會被蒸發(fā),困在熔化區(qū),從而形成氣孔。這些合金元素還將改變材料表面的張力和粘度。
有很多方法可減少激光焊接輕合金時產(chǎn)生的氣孔。例如,控制氣體噴射法,擺動光束,雙光束焊接,以及表面清潔。使用激光功率低的傳導限制型激光焊接通常產(chǎn)生的氣孔較少,但是加工效率也要低一些。
本文對利用激光清潔技術(shù)來減少激光焊接中產(chǎn)生的氣孔進行了個案研究,對象為車身用6000系合金(AA6014)或通常所說的AC-170PX,其材料中含有0.5-0.7%的鋁,0.35%(最多)氟,0.2%的銅,和0.05-0.2%的錳。在鋁合金板成型加工過程中,鋁合金表面鍍有鈦和鋯(4mg/m2)和固體潤滑劑,在成型加工后會殘留在材料表面。焊接工作由填充焊絲和5.3kW的碟片激光器來完成。
激光功率、速度和薄板間隙對氣孔的影響
圖1顯示了使用 AA4043(5.3%的硅)焊絲進行角邊焊接時激光功率(2-5.3kW)、焊接速度和薄板間隙對焊接氣孔形成的影響。在不同的焊接條件下,線能量(單位長度的能量)相近,但激光功率越高(速度越快),氣孔越多。在薄板之間留下空隙能大大減少氣孔,但是氣孔數(shù)量仍然較多。這些氣孔的直徑通常小于200μm,如圖2所示。
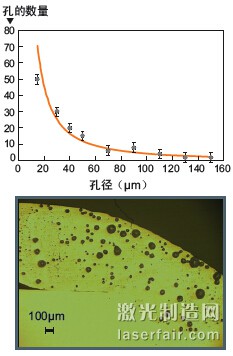
圖2:以5300W激光功率和50mm/s焊接速度對AA6014合金實施激光焊接時的氣孔大小分布。
焊絲對氣孔的影響
圖3顯示了3種不同焊絲對氣孔的影響:AA4043(5.2%的硅),AA4047(12%的硅),和 AA3004(0.3%的硅、1-1.5%的錳及0.8-1.3%的鎂)在激光焊接AA6014合金時的氣孔形成情況。硅和鎂的含量越高似乎有助于減少氣孔形成。硅增加了材料的流動性,減少了液體階段的粘性,因此能夠減少氣孔。錳/鎂盡管更容易氣化,但能夠填補鋁合金中這些元素的缺失。錳和鎂會降低材料表面的張力,從而降低鎖孔瓦解的幾率。
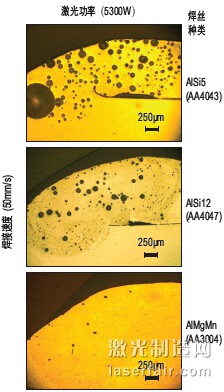
圖3:以5300W激光功率和50mm/s焊接速度進行焊接時,3種不同焊絲對氣孔形成的影響。
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關(guān)注我們
關(guān)注我們

