






自20世紀80年代以來,處理大型膠片的工業市場出現了巨大的變化,幾乎完全被激光器和數字處理所取代。從那時起,在印刷行業中,雕刻網版常用的技術是使用RF激勵CO2激光器,功率高達1kW,可以根據雕刻的圖案來調整功率(圖1)。

圖1:激光雕刻網版,在被雕刻的地方,印刷的顏色會從網孔中通過。
網孔被薄的聚合物層所覆蓋,用調制的激光光束雕刻這一層,在被雕刻的地方將會打開網孔中的洞。這是一種非常有效的生產印刷版和滾筒的方法,特別是涉及到大批量印刷時。幾乎所有用于紡織品、地毯、壁紙和紙幣的一些功能的印刷都能使用這種技術。
對CO2激光器的直接調制受限于10kHz左右,主要是由于亞穩態氮,這是激光氣體混合物的一個主要部分。當前在管和罐的印刷中使用的技術要求有更高的脈沖頻率,大約幾百千赫。這主要是由于更高的分辨率所要求,而不是由于材料的真實3D結構所要求。雕刻網孔基本上是一個2D過程,而雕刻印刷版和聚合物或橡膠滾筒是一個具有復雜結構的3D雕刻過程。每個直接雕刻的結構都需要堅實的底座以在印刷過程中保持穩定,它們可能在頂部有著復雜的幾何形狀,例如一個輪廓清晰的圖案和用來補償網點擴大的咬邊。
未來,高防偽印刷(紙幣、安全文件、護照等,如圖2)將需要至少500kHz或更高的頻率,同時業界現在想在包裝設計中實現照相效果般的印刷,這也需要類似的性能。

圖2:用激光雕刻印刷紙幣用的滾筒
相比直接調制RF激光的放電,聲光調制器(AOMs)可以用調制頻率快得多的方法來控制激光光束。但是聲光調制器由于在鍺晶體的吸收及其損傷閾值而受到限制。為了獲得最好的輸出結果,必須精心設計聲光調制器、激光源和光束路徑。
對所有先進的激光器進行測試,特別是它們的脈沖行為、功率穩定性、指向穩定性和模式。上升和下降時間決定脈沖行為,因此也決定著雕刻速度。混合氣體中的氮會降低脈沖頻率至10kHz左右。這對于過去的很多應用已經足夠,但對于未來的需求來說是不夠的。典型的激光功率和時間關系圖顯示出±5~10%的偏差值。
這絕對不適合控制3D雕刻材料。被測試的各種激光器的激光指向穩定性出奇的好,這對于聲光調制器的使用(對入射角非常敏感)將起著直接的影響。
在接近聲光調制器的功率極限時,鍺晶體對不良的激光場模式非常敏感。熱點會導致出射光束變形并很容易破壞晶現出不良的激光模式。通常情況下,輸出耦合器和聲光調制器之間的距離應該在2m左右或更多,這樣會有更好的激光場模式(圖3)。
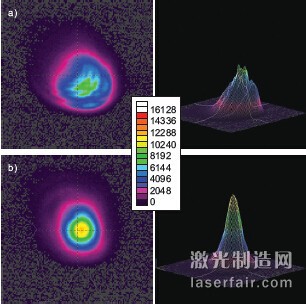
圖3:全功率的CO2 激光器分別在1m的距離(a)和6m(b)的距離,左邊是2D圖,右邊是3D圖。
有時這難以實現,尤其是在緊湊型的雕刻設備中。
新的CO2激光器項目
明智的選擇是在經典的折疊CO2激光器的諧振腔結構中使用現代的材料(像碳纖維),這樣能實現高穩定的諧振腔和接近完美的光束模式。碳纖維管的熱膨脹系數非常小(小于1μm每米和開爾文),尤其是設計得很好時,例如用加強有限元計算方法(FEM)來優化熱力學行為的設計。
光束路徑優化。定制的碳纖維光學元件用于實現激光諧振腔的高精度,以及設置聲光調制器和紅外(IR)照相機(PyroCams)的光束路徑,這樣能在線可視化光束模式。在聲光調制器的前面和后面放置的兩個PyroCams紅外照相機(圖4)能精確地測量鍺晶體的影響(特別是變形)。
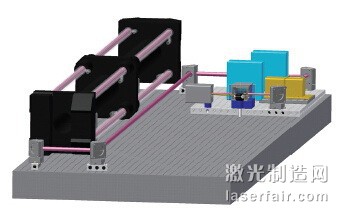
圖4:碳纖維CO2 激光器,在聲光調制器的前面(藍色)和后面(黃色)有兩個紅外照相機。
六軸。鍺晶體聲光調制器能提供較好的性能,能達到甚至超過600W CO2激光器的功率,前提是激光光束模式接近高斯形狀。如果功率太高,尤其是如果在晶體表面出現熱點,就會很容易損壞。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

