






這讓美國NASA深感意外,因為NASA去年8月才剛剛成功實踐這一技術,并自詡其是該技術在航天領域應用的領導者。以至直接發文要求中國不要過早公開項目文件!美國人為什么會如此緊張?這個技術到底是干什么用的?




據悉,激光選區熔化成形技術是3D打印技術的一種,它打破傳統的刀具、夾具和機床加工模式,根據零件或物體的三維模型數據,通過成型設備以材料累加的方式制成實物零件。“基于激光選區熔化成形技術的多墾合金結構件的設計與制造”技術,利用鉑力特公司自主研制的激光選區熔化成形技術及裝備,針對多墾合金鏤空結構/結構件設計、成形、精度控制等技術問題重點研究,提出了功能優先的多墾合金結構/結構件減重設計理念,解決了傳統制造技術難以解決的多孔、鏤空、點陣等輕量化復雜結構零件的加工制造問題,該技術是“基于功能優先結構設計理念”的一次革新,為解決我國航空、航天、船舶、汽車、能源、化工、醫療等廣大制造業領域的復雜結構件減重設計及制造問題提供了一種新的解決途徑。
讓我們更詳細的剖析一下“激光選區熔化成形技術”:
1 技術原理
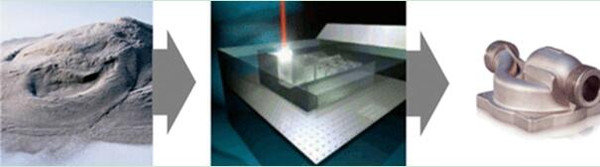
激光選區熔化成形技術是以原型制造技術為基本原理發展起來的一種先進的激光增材制造技術。通過專用軟件對零件三維數模進行切片分層,獲得各截面的輪廓數據后,利用高能量激光束根據輪廓數據逐層選擇性地熔化金屬粉末,通過逐層鋪粉,逐層熔化凝固堆積的方式,制造三維實體零件。
圖1和圖2分別是激光選區熔化成形零件示意圖和原理示意圖。如圖2所示,零件的三維數模完成切片分層處理并導入成形設備后,水平刮板首先把薄薄的一層金屬粉末均勻地鋪在基板上,高能量激光束按照三維數模當前層的數據信息選擇性地熔化基板上的粉末,成形出零件當前層的形狀,然后水平刮板在已加工好的層面上再鋪一層金屬粉末,高能束激光按照數模的下一層數據信息進行選擇熔化,如此往復循環直至整個零件完成制造。
圖1 激光選區熔化成形零件示意圖
圖2 激光選區熔化成形基本原理示意圖
2 技術特點
圖3為激光選區熔化成形技術制造的零件。激光選區熔化成形技術突破了傳統制造工藝的變形成形和去除成形的常規思路,可根據零件三維數模,利用金屬粉末無需任何工裝夾具和模具,直接獲得任意復雜形狀的實體零件,實現“凈成形”的材料加工新理念,特別適用于制造具有復雜內腔結構的難加工鈦合金、高溫合金等零件。
(a)激光選區熔化成形金屬樣件
(b)激光選區熔化成形高溫合金零件
圖3 激光選區熔化成形技術制造的零件
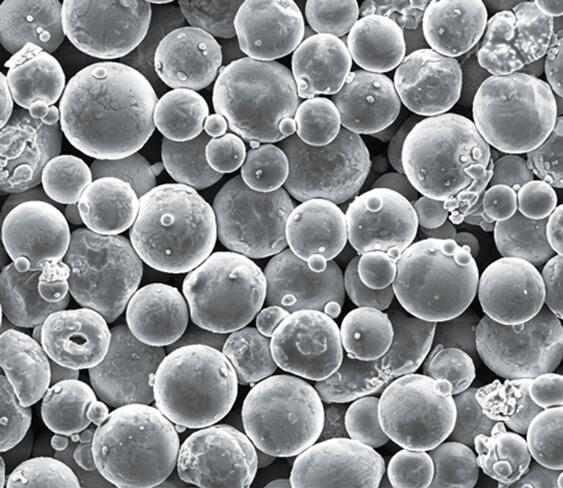
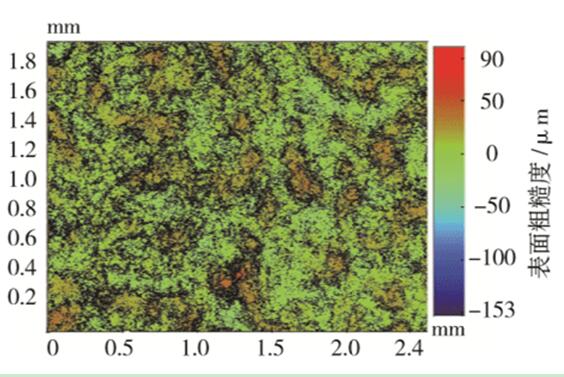
激光選區熔化成形技術通常采用粒徑30μm左右的超細粉末為原材料,圖4為激光選區熔化成形技術制造鈦合金零件所使用的TC4超細球形粉,通常鋪粉厚度<100μm(最薄鋪粉厚度可達20μm),每個加工層控制的很薄,可達到30μm。另外該技術還使用了光斑很小的激光束,可使成形的零件具有很高的尺寸精度(可達0.1mm)以及優異的表面質量(粗糙度Ra可達30~50μm)[7-8],圖5為選區激光熔化成形TC4鈦合金表面形貌。因此該技術具有精度高、表面質量優異等特點,制造的零件只需進行簡單的噴砂或拋光即可直接使用。由于材料及切削加工的節省,其制造成本可降低20%~40%,生產周期也將縮短80%[5]。
圖4 激光精密成形用TC4超細粉
圖5 選區激光熔化成形TC4鈦合金表面形貌
從材料性能角度看,該技術制造的結構件具有微細、均勻的快速凝固組織,各項同性,且綜合性能優異。表1為激光選區熔化成形、激光直接沉積成形、鍛造、鑄造TC4鈦合金的力學性能比較[7]。
表1 激光增材制造鈦合金與鍛造、鑄造鈦合金的力學性能比較
綜上所述,激光選取熔化工藝突破了傳統的去除加工思路,有效解決了傳統加工工藝不可達部位的加工問題,尤其適合傳統工藝如鍛造、鑄造、焊接等工藝無法制造的內部有異形復雜結構的零件制造。同時,由于該技術成形精度較高,在普通零件應用中可保留更多的非加工面,因此可更好地解決難切削材料的加工問題。
激光選區熔化成形技術在鈦合金、鋁合金、高溫合金、結構鋼、不銹鋼等材料上的成功應用,已對航空航天工業產生了非常重要的影響。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

