





產品應用
包括尼龍、聚對苯二甲酸乙酯(PET)、聚碳酸酯、聚烯烴、聚氯乙烯(PVC)、苯乙烯、熱塑性彈性體(TPUs)和熱塑性聚氨酯(TPEs)等在內的明亮型、半透明型和不透明的有色聚合物均是使用非重金屬、以及經FDA/歐洲食品安全局(EFSA)批準的添加劑配制而成的,以實現高對比度的打標質量(圖1)。聚合物的清晰度、光譜透射和基本的物理性能不會受到影響。非接觸式的數字激光打標取代了昂貴的不干膠標簽和油墨化學印刷工藝。其結果是在實際應用中實現了成本效益、環保以及卓越的美學吸引力等目標。
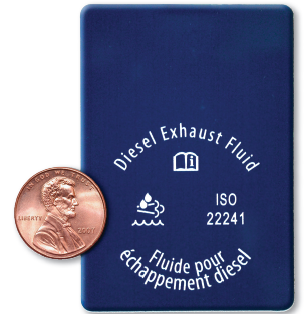
圖1:使用IPG公司的YLPN高功率脈沖光纖激光器在深藍色的汽車外部/發動機罩組件上打標后實現的白色對比度。過去,使用長脈寬激光器很難實現這種鮮明的對比效果。
聚合物激光打標的反應機理
在配制用于近紅外(NIR)激光器(波長為1060–1080nm)的激光化學添加劑的過程中所取得的進展是這些化學添加劑與摻鐿光纖激光器、釩酸鹽激光器和YAG激光器實現的兼容性。大多數聚合物在無化學添加劑的情況下不具備近紅外吸收性能,能夠使用激光器進行打標的聚合物是那些可以吸收激光并將其從光能轉移為熱能的聚合物。專家利用添加劑、填料、顏料和染料來提高激光能量的吸收,以實現局部顏色的變化。而考慮到所需的打標對比度和功能性,會使用到截然不同的化學配方和激光光學裝置/設置參數。
最常見的表面反應機理被稱為熱化學“碳化”或“炭化”,在此情況下,基材吸收的能量會將吸收部位周邊材料的局部溫度升高到足以引發聚合物產生熱降解作用的程度。打標標記的暗度或亮度取決于吸收的能量以及材料獨特的熱降解途徑。通過優化激光器的設置,能夠將表面的碳化殘余物控制在最低量。
激光添加劑
近紅外激光添加劑能夠改善對比度,這可以通過改變激光器的參數設置后得到進一步的深化。聚合物具有能夠產生“深色”或“淺色”的標記對比度的固有特性。某些含低量二氧化鈦(TiO)和炭黑的著色劑化合物也可以吸收激光,并且在特定情況下能夠改善標記的對比度。每種聚合級,即使屬于相同的聚合系列(族),均可以產生不同的結果。添加劑配方絕不能具有毒性,或對產品的外觀、物理或功能特性產生不利的影響。
與油墨印刷工藝(移印/絲網印刷和噴墨印刷)相比,激光添加劑更加節省成本;另外,與非優化型的材料相比,其打標速度要高出20%。激光添加劑以顆粒和粉末形式供應,顆粒產品可以直接與聚合物樹脂混合,而粉末形式的激光添加劑被轉換為母料。大多數的激光添加劑在聚合物中具有很好的分散性。基于添加劑和聚合物,按重量計算的加載濃度水平通常介于0.01%至4.0%的范圍內。
顆粒型和粉末型的激光添加劑都可以與預混色材料或色母料進行混合。選擇哪種添加劑進行混合取決于聚合物成分、基材顏色、所需的標記對比色以及最終的認證要求。針對擠出、注塑和熱成型操作而言,預著色的混合材料或色母料會產生更好的均勻性,應盡量避免手工攪拌(混合)。模流和澆口類型/澆口位置是重要的因素。激光添加劑在每個部分的均勻分布/分散是實現最佳打標性能的關鍵。

圖2:使用FDA批準的添加劑在醫用級管材上進行"在線飛行"激光打標后產生的烏黑標記對比度。
一些添加劑含有摻銻氧化錫和三氧化銻的混合物,會賦予天然(未著色的)基材(不具透明性)一種“淺灰色”的色調。其它添加劑可能含有鋁粒子、混合金屬氧化物和專有化合物。使用顏色和染料對顏色進行調整后,以實現最終的外觀配色。市售的特殊型添加劑(也可用于激光焊接)已經獲得FDA核準,可用于食品接觸或食品包裝使用(符合FDA法規21CFR178.329:用于聚合物的著色劑標準)。對于歐盟而言,也有類似的合規性聲明。聚合物類型、負載水平閾值以及直接或間接接觸等方面的認證條件具有明確性和具體性。
納秒級摻鐿光纖激光器技術
激光技術領域的進展對于推動最新一代經FDA批準的激光添加劑的快速發展是尤為重要的。納秒級摻鐿光纖激光器(ytterbium fiber laser)的出現被視為激光打標、激光焊接以及激光切割領域最顯著的進步之一。
從根本上講,光纖激光器與其他二極管泵浦固體(DPSS)激光打標機是不同的。使用光纖激光器,其產生激光束的激光介質在專用的光纖光纜內分散。相比之下,就光纖傳輸激光器而言,其光束的整個路徑是聚集在一個光纖電纜內并通向光束輸送的光學元件。這種全光纖結構在很大程度上促進了這類激光器的可靠性和耐用性,同時也解釋了產品市場份額快速增長的原因。
相比Nd:YAG激光器,光纖激光器產生的光束質量和亮度更卓越。具有優異光束質量的激光器可以聚焦小光斑尺寸,從而導致高能量密度。脈沖能量高達1mJ以及具有高功率密度的固定和可變脈沖主振蕩器功率放大器(MOPA)光纖激光器能夠對許多傳統意義上看似難以加工的聚合物進行激光打標。釩酸鹽激光器的光束品質因子也很小,并且其脈沖寬度要比固定光纖激光器和YAG激光器更短。脈沖持續時間會影響材料的熱度和碳化程度。短脈沖(通常小于40ns)在加工敏感型的聚合物材料時會產生更多的受控能量。這些脈沖仍具有能夠克服材料閾值的峰值功率,并且其較低的脈沖能量能夠降低局部的熱損傷。
作為全球高性能光纖激光器的領先開發商和制造商,IPG Photonics公司提供YLP系列固定脈沖光纖激光器(有時被稱為“調Q”激光器)以及可變短脈沖YLPN(MOPA)光纖激光器。脈沖寬度通常為100-120ns的調Q光纖激光器被用于某些打標應用,但基于調Q技術固有的約束導致其脈沖重復率被限制在80kHz左右。直接調制MOPA(DMMOPA)光纖激光器在納秒級脈寬下的脈沖重復率可高達500kHz。高重復率往往轉化為更快的打標速度(與其他激光/波導參數一起使用)。
激光應用的開發是非常具體化的,因為沒有一種通用型的激光解決方案。短脈沖式的MOPA光纖激光器能夠充分利用經FDA批準的敏感型化學添加劑的性能。對激光熱輸入以及熱輸入率進行空間和時間的局部控制能確保實現最大的性能。選擇集成哪種激光器類型是由與優化型聚合物材料進行交互的激光器的輸出特性決定的。圖3代表的是固定和可變式的(MOPA)脈沖長度的摻鐿光纖激光器。
當設置一款用于打標作業的固定脈沖長度的光纖激光器時,必須設定兩個值:
1.脈沖重復率(通常被稱為脈沖頻率);
2.以百分比計的泵浦功率—100%指的是向泵浦二級管輸入的最大電氣值。
當設置一款可變型短脈沖MOPA光纖激光器時,必須設定三個值:
1.脈沖的持續時間(通常被稱為脈沖長度);
2.脈沖重復率(脈沖頻率);
3. 以百分比計的泵浦功率。
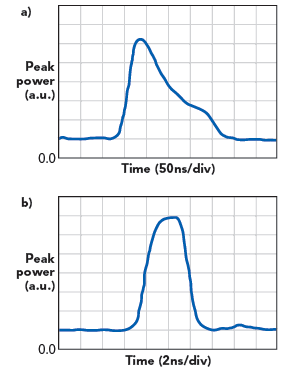
圖3:IPG推出的脈沖長度為100 ns(a)的固定脈沖光纖激光器以及另一款脈沖長度為4ns(b)的MOPA光纖激光器短暫的脈沖形狀。
對于以上兩項來說,參數輸入的特定組合控制激光束的輸出特性,即脈沖能量、峰值功率(脈沖能量的最高瞬時峰值,焦耳/脈沖持續時間)和平均功率[平均功率(W)=脈沖能量(J)x 脈沖重復率(Hz)]
“在線飛行”激光打標
“在線飛行”激光打標是最為專業化的一種激光應用技術,主要被用于電線/電纜、管狀物和管道等模制和擠壓產品。聚烯烴合成酒瓶塞子以及無底紙的飲料瓶蓋上的蓋帽促銷的字母數字文本和圖形(圖4)的打標速度能達到2000件/分鐘。文本和機器視覺編碼的線性打標速度能達到152.4米/分鐘甚至更快,如今,無墨激光打標正在取代傳統的旋轉凹印和移印工藝。

圖4:用于聚烯烴合成酒瓶塞子以及無底紙的飲料瓶蓋上的蓋帽促銷的“在線飛行”激光打標速度高達2000件/分鐘。
打標速度是函數中諸多變量因素中的一個,這些變量包括聚合物類型、基材顏色、激光添加劑類型和負載水平、電纜尺寸(重量)、激光器類型和功率、軟件、文字數字式字符的數量、文字高度、文本字符串的長度,字符間的間隔、條碼/數據矩陣、標識/圖形、single-stroke或true-type填充字體、填充方向、連續或重復的文字。使用調配合適的添加劑著色劑將確保標記表面的“功率密度”不會成為限制因素。相反,光束引導的電流計將在最大速度下運行。
基于影響“在線飛行”打標生產能力的成因非常復雜,必須對每種應用進行精確的檢查。可以推斷的規則,即便存在也是鮮有的。然而,對于一般用途,可以考慮以下的尼龍聚合物的示例:其涉及到一款50W功率的光纖激光器、254毫米的平場透鏡、100個字母數字字符、2毫米的高度、重復文本字符串的長度為14.68英寸,以及0.232秒的打標時間。計算出的速度大約為315線英尺/分鐘。
激光裝備系統
激光器制造商在其激光系統中所融入的硬件和軟件構件會使激光打標的對比度、質量和速度呈現出顯著差異。一個主要屬性是標記表面(這不同于激光器的原始輸出功率)的功率密度(W/cm2)。激光束的輸出模式對于打標性能而言尤為重要。這些輸出模式涉及的因素包括穿過激光束直徑范圍的光束的發散度與功率分布。
功率密度是表示激光聚焦光斑大小的一個函數。用于任何給定的焦距透鏡和激光波長的激光聚焦光斑大小是激光光束發散度的一個函數,它是由激光器的設置、所選擇的孔徑尺寸以及光束擴展器的放大率等參數控制的。脈沖重復率和峰值功率密度是形成標記以及實現最佳標記對比度和打標速度的關鍵參數。功率對脈沖重復率的算術曲線成反比。低頻率下的高峰值功率會迅速提升表面溫度,蒸發材料,同時將最小的熱能引入基材中。隨著脈沖重復率的增加,較低的峰值功率產生最小的蒸發率,但會傳導更多的熱量。此外,其它影響激光打標的對比度和質量的因素當然還包括光束速度和矢量線間隔距離。
結語
將經由FDA批準的突破型添加劑與聚合物進行混合后能夠實現卓越的激光打標對比度、打標速度以及突顯邊緣線條的細節感。摻入激光添加劑的產品能夠提升20%的打標速度。這些優勢迅速抵消了增量材料的附加成本。經濟適用型的摻鐿光纖激光器技術領域的進展在這方面起發揮重要作用。嵌入式的在線飛行激光打標技術如今正取代了傳統的輪轉凹印和移印工藝。優化塑料激光打標在材料科學方面的化學機理要求掌握聚合物、著色劑、顏料、染料溶解度、顆粒大小、閾值濃度極限、色彩搭配以及監管認證等領域的專業知識和技能。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

