




對于金屬加工的波長多為紅外波段,以期望高功率高熱量來作用加工金屬,但其紅外或可見光通常靠產生高亮度的局部加熱使材料氣化、熔化的方式來進行加工。但這種熱量會導致激光作用區域的周邊材料受到影響甚至被破壞,因而限制了加工邊緣質量和工業應用范圍。而紫外激光是短波長高能量光子激光,其作用到物質上是直接破壞材料原子組分的化學鍵,而不產生熱量,所以一般都把紫外激光加工稱作“冷”加工。
紫外激光在市場上主要有兩種:氣體紫外激光器、固體紫外激光器。固體紫外激光器由于其效率高及體積小等優點在市場上占有較大份額。固體紫外激光器還有著半導體泵浦激光器的優點:熱損耗低,晶體吸收效率高,易維護,峰值功率高。
固體紫外激光器一般選用基頻1064nm紅外光進行3倍頻輸出266nm,抑或先倍頻成532nm,再由532nm倍頻光與未轉換的基頻光和頻成355nm進行輸出。倍頻一般采用高透非線性晶體,形式一般有角度匹配及溫度匹配,而結構又可以分為腔內倍頻及腔外倍頻兩種。實現相位匹配條件的方法:由于一般介質存在正常色散效果,即高頻光的折射率大于低頻光的折射率,如n2ω―nω大約為10-2數量級。?k≠0。但對于各向同性晶體,由于存在雙折射,我們則可利用不同偏振光間的折射率關系,尋找到相位匹配條件,實現?k=0。此方法常用于負單軸晶體,下面以負單軸晶體為例說明。圖2中畫出了晶體中基頻光和倍頻光的兩種不同偏振態折射率面間的關系。圖中實線球面為基頻光折射率面,虛線球面為倍頻光折射率面,球面為o光折射率面,橢球面為e光折射率面,z軸為光軸。
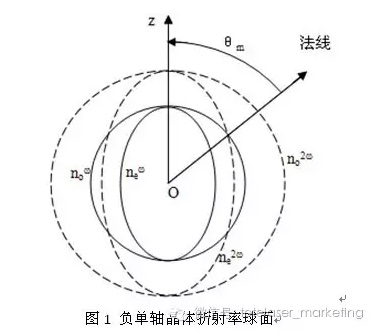
折射率面的定義:從球心引出的每一條矢徑到達面上某點的長度,表示晶體以此矢徑為波法線方向的光波的折射率大小。實現相位匹配條件的方法之一是尋找實面和虛面交點位置,從而得到通過此交點的矢徑與光軸的夾角。圖中看到,基頻光中o光的折射率可以和倍頻光中e光的折射率相等,所以當光波沿著與光軸成θm角方向傳播時,即可實現相位匹配,θm叫做相位匹配角。
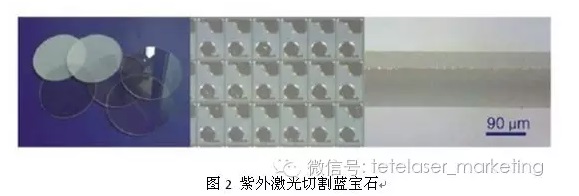
紫外激光加工在高端應用市場主要有下列用途:晶圓基片切割,太陽能電池板切割,玻璃材料切割,有機材料標刻,微電路生產,微納米加工生產等等。一般晶圓材料堅硬,體積小加工精度要求高,采用物理劃片機進行加工,震裂方式分離,會造成崩邊,切口不良,刀口鈍化等現象,限制產品良率的提高,而采用紫外激光器進行藍寶石基底,半導體晶圓基底的切割可以得到更小的切口,和高速切割而無熱區影響,大大提高良率。

紫外激光的應用在智能型手機崛起的帶動下,也逐漸有了發展的空間。過去因為手機的功能不多,而且激光加工的成本高昂,激光加工在手機的市場中占有的地位并 不多,但是現在智能型手機的功能多,整合性高,在有限的空間內要整合數十種的傳感器及上百個功能器件,且組件成本高,因此對于精度、良率及加工要求均大大 增加,紫外激光在手機產業發展出多種應用。
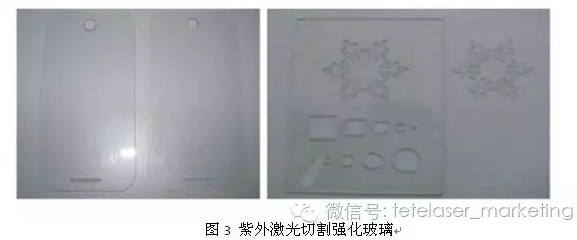
智能型手機的最大特色就是觸屏的功能,電容式觸摸屏可以做到多點觸控,對應電阻式觸摸屏,其壽命更長、反應更快,因此電容式觸摸屏已成為智能型手機選擇的主流。
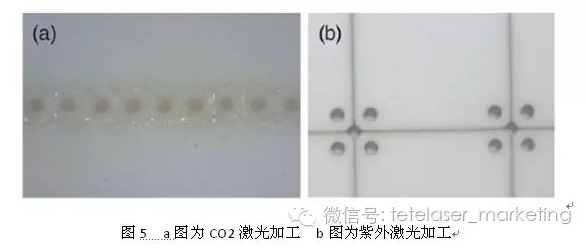
陶瓷在人類歷史中一直占據重要的角色,從日用品、裝飾用品到工業應用,都可看到它的足跡。上個世紀電子陶瓷應用逐漸成熟,應用范圍更廣,例如散熱基板、壓 電材料、電阻、半導體應用、生物應用等,除了傳統的陶瓷加工工藝外,陶瓷加工也因應用種類的增加,進而進入了激光加工領域。按照陶瓷的材料種類可分為功能 陶瓷、結構陶瓷及生物陶瓷。可用于加工陶瓷的激光有CO2激光、YAG激光、綠光激光等,但是隨著元器件逐漸小型化,以及YAG激光或光纖激光加工已經無法滿足其要求,因此紫外激光加工成為必要的加工方式,他可對多類陶瓷進行加工。CO2激光加工與紫外激光 加工的陶瓷切割效果對比圖如下:
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

