




微槽道是指槽道寬度為1~1000um的流體通道。流體在微槽道內流動,可獲得與固體壁面間的很高的表面傳熱系數。用微槽道制成的換熱器結構緊湊,換熱效率高,可應用于航空航天、汽車空調、醫療器械和化學生物工程等領域。與常規尺度的管道或槽道相比,微槽道具有尺寸小的特點。目前傳統機械刀具加工方式無法或者很難實現微槽加工,而激光是加工微槽的一個有效手段,但在復雜曲面上加工微槽也面臨著一系列的工程和工藝難題。
寧波材料所所屬先進制造技術研究所激光與智能能量場制造團隊對使用激光在復雜曲面上加工微槽的工藝進行了深入的研究和大量的實驗,近期取得新進展。
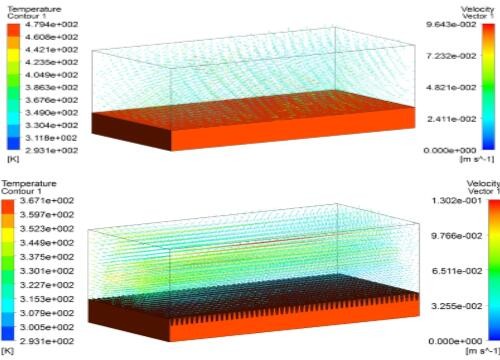
圖1、刻微槽對表面散熱能力的影響仿真局部分析
首先進行了仿真分析,微槽深度為0.3mm,上部寬度取0.14mm,下部寬度取0.06mm,槽間距為0.2mm。刻微槽后的換熱表面積約為刻微槽前的3.6倍。刻微槽后鋁板溫度從479.4K降至367.1K。不刻微槽和刻微槽情況下,鋁板與空氣之間的平均等效對流換熱系數分別為5.37W/㎡·K和3.75W/㎡·K。刻微槽后降為原來的0.7。
根據仿真要求和所設計的參數展開工藝實驗,調節激光掃描頻率、圖形填充密度、加工能量、系統移動速度等。改進加工思路,通過微槽陣列測試加工工藝,通過5組平板實驗,最終驗證矩陣陣列加工,不但將加工時間大大縮短為原來的1/10,同時解決加工不穩定現象。
通過工藝探索研究,最終解決傳統機械刀具加工方式無法實現的微槽加工,激光去除加工工藝,實現微槽寬100微米,間距200微米,深度在10-300微米范圍內。該加工工藝主要解決任意復雜曲面微槽加工,可控制微槽加工深度、寬度,精度10微米內,可加工硬脆性材料。
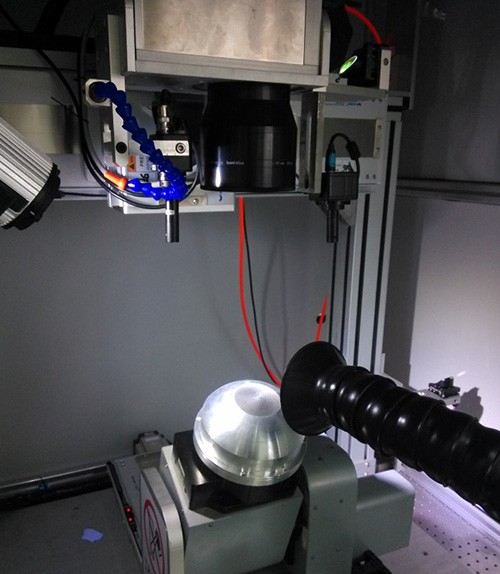
圖2、五軸聯動激光加工系統加工半球形帽蓋樣品
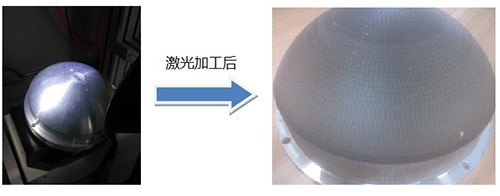
圖3、半球形帽蓋樣品經過激光加工后布滿微槽
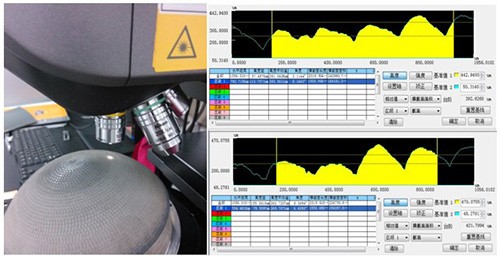
圖4、激光共聚焦顯微鏡下測量加工的微槽
帽蓋外表面加工微槽對提升帽蓋表面散熱性能有利,對降低中心平臺溫度有利。經本項目刻槽加工后,帽蓋表面散熱能力可提升為原來的2.5倍(外部自然對流條件下)。上述工作得到了中國科學院科研裝備研制項目的支持。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

