







對于普通聚合物的打標,一臺平均功率20 W的激光器就能夠達到非常高的打標速度。聚碳酸酯材料因其具有很強的硬度及優越的光學性能,被使用得越來越多,比如鏡片。人們逐漸要求對聚碳酸酯材料部件實現高質量的激光打標,目前在很多工業領域已經成為一項標準工序。
聚碳酸酯材料的激光打標
與運用激光器在其他材料上打標相比,在聚碳酸酯材料打出清晰可辨標記的方法是不相同的。在某些激光環境下,紅外激光束不能馬上被表面透明或淡顏色的聚碳酸酯及類似聚碳酸酯的材料吸收,但它們會被最上層的材料吸收了。這一被控制的吸收導致材料內部出現小球狀或泡沫狀的凸起,有時可達0.2-0.3 mm。仔細觀察這些緊緊擁在一起的泡沫,就會發現它們很多都是亞微米的大小。
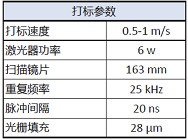
假設工件對激光的吸收是持續的,那么,輸入工件的熱量會受激光器的平均功率、工作速度、光柵填充(如果使用了光柵技術)或間隔的控制。增加功率,減少光柵填充,降低打標速度,則會增加激光對工件的熱輸入量。
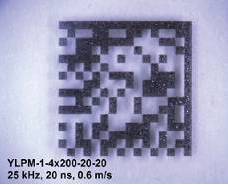
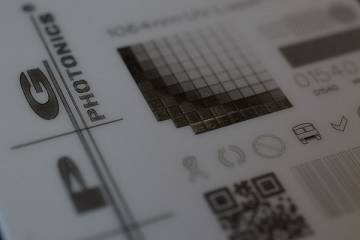
圖1 碳酸聚酯上的10 mm2標記
當在聚碳酸酯這類材料上打標時,這一效應將導致泡沫進一步膨脹大,并合成團塊狀,最終往往會導致材料表面破裂。使用紅外光纖激光器進行激光打標就是為了平衡這些輸入的參數,并得到一個模糊標記和清晰的對比,而不需要使表面大面積粗糙化。(如圖1)
YLP這一大系列產品中有多種激光器都可以打出這種類型的標記,激光器的選擇基于是否需要一個靈活可變的脈沖寬度。為了得到效果最好的標記,可以使用YLPM-1-4x200-20-20這款脈沖長度可調節激光器。
由于結晶度的差異以及聚碳酸酯對紅外輻射的吸收不均,掃描器常常被要求延遲甚至停止運作來優化某個特定部件。如圖2所示緊湊型桌面系統非常適用于這一類型的激光打標加工。
為了得到清晰可見的對比效果,聚碳酸酯類材料的激光打標依靠從其他聚合物中發現不同的方法。納秒光纖激光器的可控性使透明的聚碳酸酯材料得以在獲得高質量和高對比性標記的情況下實現高速激光打標。在聚碳酸酯材料中,那些標記大多能深入到材料內層。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

