






近年來,對于超精密加工的進一步小型化和提高質量的要求正在不斷增長。作為滿足這種需求的一種手段,利用短脈沖、短波長激光器的加工方法已經引起了關注。使用皮秒脈沖激光器,能夠實現不產生熱效應的冷燒蝕,從而獲得質量優異的高精度加工。此外,使用短波長激光器可以使激光束的光斑聚焦直徑更小,從而實現更精細的微加工。

目前,用于微加工的常見短脈沖激光器主要有綠色激光器(532nm),其次是紫外激光器(355nm)。另一方面,266nm的深紫外激光器由于其處理困難而沒有被廣泛使用。
三菱重工工作機械株式會社開發了一款采用深紫外激光器的螺旋鉆機系統。 隨后,公司進行了鉆孔試驗,在試驗中實現了直徑為10μm,縱橫比為10的鉆孔。此外,由于深紫外激光器的高光子能量使得在工件材料上可以完成高質量的鉆孔。這對基于化學作用的精密加工和制造來說是極其有難度的。這有賴于其高硬度和化學穩定性。
深紫外激光聚焦系統
在激光微細加工中,將激光束聚焦并輻照在目標工件的表面上,并且通過光子能量去除工件被輻照的部分。當聚焦激光光斑直徑較小時,通過激光輻照去除的面積也隨之變小,微細加工質量得以提高。有多種方法可以實現較小的聚焦激光光斑直徑,例如利用短波長激光器,在聚焦之前擴大光束直徑并縮短焦距。
然而,當激光的波長處于紫外波段范圍時,激光器通過玻璃材料的吸光度會增加。 因此,需要減輕諸如透鏡之類的光學元件材料的應力。在其他方法中,會聚角很大,這可能導致其入口和出口之間的孔的尺寸產生間隙并減小焦深,從而限制由鉆孔加工產生的孔的形狀。
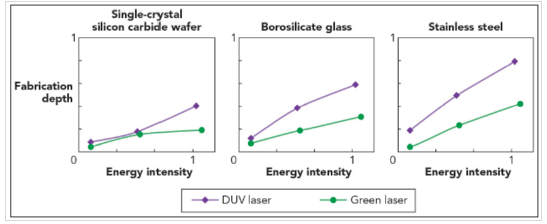
圖1. 每種材料的制造深度與深紫外和綠色激光的能量強度的關系。其中縱軸和橫軸采用歸一化值。所有圖表均采用統一比例。
深紫外激光器采用了新開發的光學激光聚焦系統。通過預先測試用于光學元件的玻璃對于深紫外激光光束的耐久性,同時選擇最佳的玻璃材料并設定適當的激光輻照強度,可以確保透鏡的耐久性。此外,通過優化焦距和透鏡形狀,使得會聚角最小化并實現長焦深,而聚焦的激光光斑直徑保持在非常小的范圍內。
實驗燒蝕率
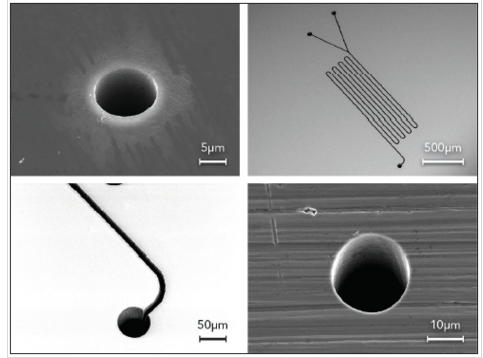
需要獲得深紫外線激光束和綠色激光束(515nm)對于不同材料的燒蝕率,以比較和評估它們的特性(圖1)。 鑒于此,制備單晶碳化硅(SiC)晶元、硼硅酸鹽玻璃和不銹鋼作為工件材料。 這些材料被聚焦的深紫外或綠色激光束僅輻照單個脈沖(圖2)。
圖2. 單一碳化硅SiC 晶元(a),硼硅酸鹽玻璃(b 和c)和不銹鋼(d)分別用聚焦的深紫外或綠色激光束輻照僅單個脈沖(圖2)。
隨后,測量由輻照產生的孔的最大深度。通過用不同程度的脈沖能量進行輻照和測量,獲得每種材料的燒蝕率。 圖1圖表中的縱軸表示加工深度,橫軸表示輻照激光束的中央位置的能量強度。
當對深紫外激光束和綠色激光束之間的燒蝕率進行比較時,深紫外激光束的燒蝕率在每一種材料的使用中都比綠色激光束更高。對于大帶隙的碳化硅材料,深紫外激光束同樣也提供了更高的燒蝕率。一般情況下,當通過短脈沖激光器誘導燒蝕時,激光束的光子能量必須高于工件材料的帶隙。
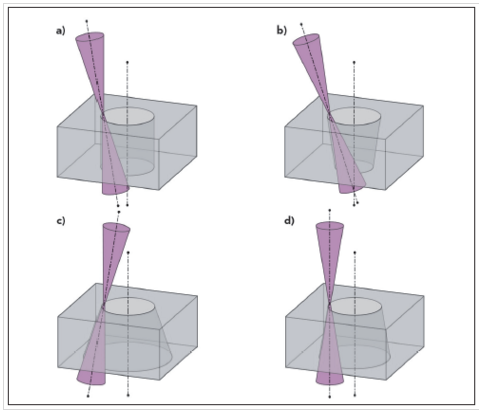
圖3. 鉆孔和微切槽的實例包括直孔(a),錐形孔(b),倒錐形孔(c)和垂直入孔(d)。
由于光子能量與激光波長成反比,深紫外激光束的光子能量約為綠色激光器的2倍,并高于碳化硅SiC材料的帶隙。 因此,碳化硅SiC材料的燒蝕現象可以完全被深紫外激光束引導。通過使用深紫外線激光器,還可以獲得硼硅酸鹽玻璃的高燒蝕率。因此,可以假定深紫外激光束的光子能量大大有助于這種高燒蝕率。
上述結果證實了深紫外激光器相對于綠色激光束的優越性,并且還可以估算最佳的脈沖數,來獲得針對每種材料所需的制造深度,從而獲得更高的鉆孔質量和優化的鉆孔速率。
螺旋鉆孔特征
廣泛用于微鉆孔的沖擊鉆孔,其方法是將脈沖激光束固定,不允許其移動或是旋轉,并通過輻照來完成鉆孔。由于激光光斑輪廓直接在工件上轉印,因此難以達到高精度的鉆孔加工效果。
作為交替方式,螺旋鉆孔法已被用于上文描述的鉆孔試驗中。在高速并且高精度地旋轉激光束路徑的同時進行螺旋鉆孔,能夠得到高圓度和高質量的鉆孔效果。 此外,公司開發的光學加工頭能夠控制激光束的入射角以及旋轉直徑,從而可以實現任何孔徑和橫截面形狀。
微加工實例
使用從上述單次脈沖輻照試驗獲得的鉆孔特性,能夠確定激光輻照條件,并且在不銹鋼(SUS304,厚度:0.2mm)和單晶碳化硅SiC晶元(厚度:0.1mm)上進行鉆孔。與此同時,在硼硅酸鹽玻璃(厚度:0.7mm)上進行微切槽。
圖3顯示的是鉆孔和微切槽的樣品。兩個孔的圓度都極為優良,表明是通過采用螺旋鉆孔方式實現了高精度的鉆孔。此外,孔和槽的內表面光滑且沒有產生重熔物質,這證明不僅在不銹鋼上而且在碳化硅SiC晶片和硼硅酸鹽玻璃上都實現了熱效應顯著降低的燒蝕。
通過使用深紫外激光束和優化的光學系統并精確控制光束軌跡,能夠實現10μm直徑的高品質鉆孔,其長寬比為10和10μm寬,并實現了深度微切槽。這用傳統的方式是很難達成的。
展望
為了滿足更精細的激光微細加工的需要,公司開發了使用短脈沖深紫外激光器的光學系統,并用它識別出各種不同材料的鉆孔特性。另外,使用深紫外激光器和螺旋鉆孔法進行了微細加工試驗,實現了直徑最小為10μm,縱橫比最大為10的超精細鉆孔。
圖4. ABLASER- 深紫外線激光微細加工系統采用短脈沖深紫外線激光器。
該激光光學系統安裝在ABLASER——深紫外激光微細加工系統中(圖4)。公司計劃繼續進行技術開發,以便提供可以滿足各種工業領域,更高質量的微細加工需求的最佳解決方案。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

