






政府出臺的二氧化碳限制排放政策以及全球石油資源短缺與燃料成本增加等一系列問題推動了替代型移動能源的全球需求水平。這些替代型能源的發展是在當前流行的電動出行方式(E-Mobility)的大趨勢下應運而生的。這一趨勢所關注的核心主題包括替代型驅動器、能量存儲系統,輕量化設計概念以及電動出行方式的基礎設施。
由于電動汽車制造成本的40%以上來自電池制造流程,因而需要大幅降低這一關鍵組件的生產成本,以幫助提升銷售額。鑒于此,在過去幾年中已經取得了許多技術進展,并搭建了一些政治框架。在政治層面,全球各地的政府都積極支持電動出行方式的發展,例如,德國為購買電動汽車(BEV)或插電式混合動力汽車(PHEV)的消費者提供4,300美元的補助。中國政府則是投資數十幾億美元支持建造充電站,以及鼓勵購買PHEV和BEV。盡管目前電動汽車的實際數量與內燃機車相比還是相對較小的,但其每年的增長速度卻非常快。
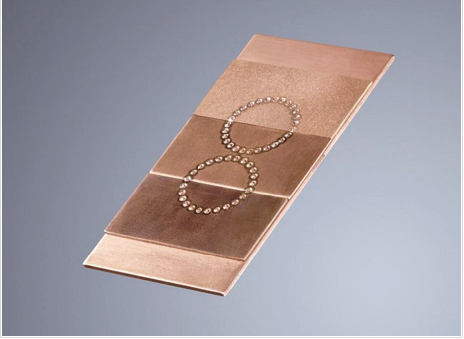
綠光波長焊接銅的優點 -能夠在各種表面上實現相同的焊接質量
在技術層面,電池的性能和生產技術等領域也取得了很大進展。特別是在改善生產技術方面的巨大努力使得電池和電池組的價格下降速度比幾年前預期得更快。當前,電池組的實際價格低于215美元 / 千瓦時,預計在2030年將低于108美元/千瓦時。
在這些核心主題的發展背景下,存在一些新的技術挑戰,例如電極箔的切割;不同材料(例如鋁和銅、鋁和鋼)之間的焊接;以及對包含熱敏元件的電池盒進行氣密焊接等等。鑒于此,激光器所具備的高靈活性、高工藝速度以及將能量有選擇地引入材料等優勢和特點使其非常適合于加工要求高生產率和最高質量的部件。
工藝鏈概述
在生產鏈的開始階段,首先對鋁或銅箔進行涂覆和壓縮處理,以制作電極箔所用。陽極需要使用銅,而陰極則將鋁作為載體材料。該箔片通過線圈制作出來,并且需要通過一道剖切或裁切的工藝環節被切割成片狀。當前被用于該生產流程的先進技術是機械切割。然而,機械切割箔的主要缺點是切割工具會產生非常高的機械磨損。因此,必須頻繁更換工具,這將導致額外的刀具成本以及造成切割質量的波動。
在下一個步驟中,電極箔的抽頭需要被焊接在一起。如今,用于該道工序最先進的技術是激光焊接或超聲波焊接。此生產步驟中面臨的技術挑戰是將薄箔與銅 - 銅,鋁 - 鋁或鋁 - 銅等材料組合的接點進行焊接。此外,對于高質量的電池單元而言,要求熔融區域的電阻值非常低。
接下去的生產步驟是將電極箔封裝在殼體內。殼體可能是硬的,也可能是軟的(或可被稱為軟包電池)。封裝后,殼體被關上并保持密封狀態。焊縫必須為氣密性。因此,這對焊接工藝要求較高。由于電氣部件已經在殼體內,熱能和功率密度受到限制。所以,只有很少的焊接技術可以滿足這些要求——其中一項技術便是激光焊接。
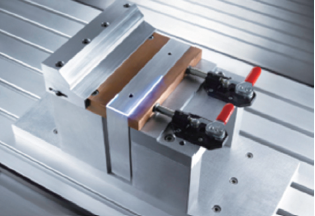
棱柱形電池單元的電池外殼的密封
在電池生產的最后一道工序中,電池盒被電解液充溢。填充后,電池入口必須關閉,并且需要采用與上一步要求幾乎相同的焊接工藝。
在最后的生產步驟中,電池被組合成電池模塊和電池組。同樣在這一步驟中,需要使用連接技術通過電氣和機械方式連接幾個電池和模塊。由于電池模塊所提供的電流與單電池相比要高得多,因此橫截面必須更大,但對焊縫的要求與點焊工藝相同。
無飛濺的銅焊接
最具挑戰性的工藝步驟之一是實現無飛濺的銅焊接。尤其是焊接銅絲錐或焊接電子部件內的電接點。為了在幾乎不產生飛濺的情況下焊接這類材料,基于具體的應用,通常有兩種方法。一種可能性是使用具有紅外波長、高光束質量和小光斑直徑的激光器。另一個解決方案是使用綠激光波長的激光器。
紅外激光器的優點在于它是當前的常見技術。但是,為了實現更大的焊縫寬度,需要為工件上的激光光斑設置一個振蕩(擺動)點。這意味著你必須處理一個額外的過程參數——這通常也意味著一個更復雜的工藝過程。相較之下,通過使用綠光波長,可以避免額外的擺動,因為不需要由綠光波長對銅的更高的吸收而導致的小焦斑直徑。因此,與使用紅外波長相比,該方法的復雜性顯著降低,但穩健性卻更高,特別是在電池和電子零件生產領域,其高產量優勢以及加工復雜零件的能力對于生產來說具有很大的益處。
結語
例如,通快公司的TruDisk系列碟片激光器非常適合電池生產領域的焊接應用,因為它們具有加工鋁或銅等高反材料的能力。通過使用附加的掃描聚焦光學元件進行遠程激光焊接,可使生產率進一步提高。基于其較低的總體擁有成本(TCO),采用(TruDisk)激光器的遠程激光焊接是鋰離子電池焊接的理想解決方案。
總體來看,無瑕疵、密封、無孔、無裂紋的焊縫,以及低熱輸入等優點使激光焊接對于電池外殼的制造而言至關重要。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

