






動力電池
所謂動力電池是指應用于電動車輛的電池,具有較大的存儲容量和輸出功率,可用作電動車輛的驅動電源。
目前市面上常用的動力電池是鋰電池(電池組),其制作工序非常多,其中需要用到激光焊接的有:防爆閥密封焊接、極耳焊接、軟連接焊接、安全帽焊接、殼體封口密封焊接、模組焊接、PACK包焊接、電極極柱焊接、匯流排焊接等等,其材質主要是純銅、鋁及鋁合金、不銹鋼等。
1000W-2000W焊接方案
防爆閥、極耳、安全帽、殼體封口、電極極柱等部件的材料厚度一般較小,通常是0.2~2mm之間,這類部件主要是要求密封性或者對焊縫強度要求不高,焊接這類部件的激光器功率一般都相對較小,采用1000W、1500W、2000W這三種激光器基本都能夠滿足要求。

RFL-C2000S光纖激光器外觀圖
4000W-6000W焊接方案
模組側板和匯流排的焊縫深度一般在2~4mm之間,對焊縫強度要求較高,若采用相對較低功率的激光器進行焊接則會導致焊接速度過慢,甚至焊縫熔深和強度均達不到要求,此時我們需要選擇功率較大的激光器,諸如4000W、6000W這類的激光器:
| 1 |
可以保證焊縫熔深; |
|
2 |
可以保證相對較快的焊接速度,提高生產效率; |
|
3 |
配合適當的焊接頭可以有效提升焊縫橋接能力,即能夠對接頭的裝配間隙容許值增大; |
|
4 |
有較大的焊接工藝參數窗口,可以更穩定的保證產品質量。 |
實際案例
動力電池模組側板焊接
在模組側板焊接方面,動力電池組常用鋁合金型材、板材作為模組外框結構件,焊接質量好壞,決定了模組整體結構的剛性。
焊接要求
焊縫均勻,熔深2mm以上,焊縫強度較高,強度試驗時不能斷裂在正縫區。
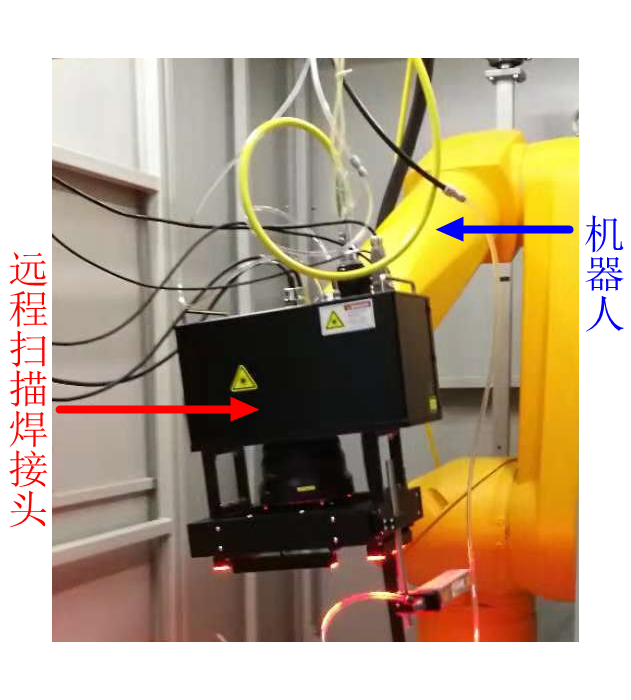
基本設備
4000W光纖激光器
遠程掃描焊接頭
焊接平臺
機器人
焊接要求
焊接功率(W)
3600
焊接速度(m/min)
3.6
焊接效果
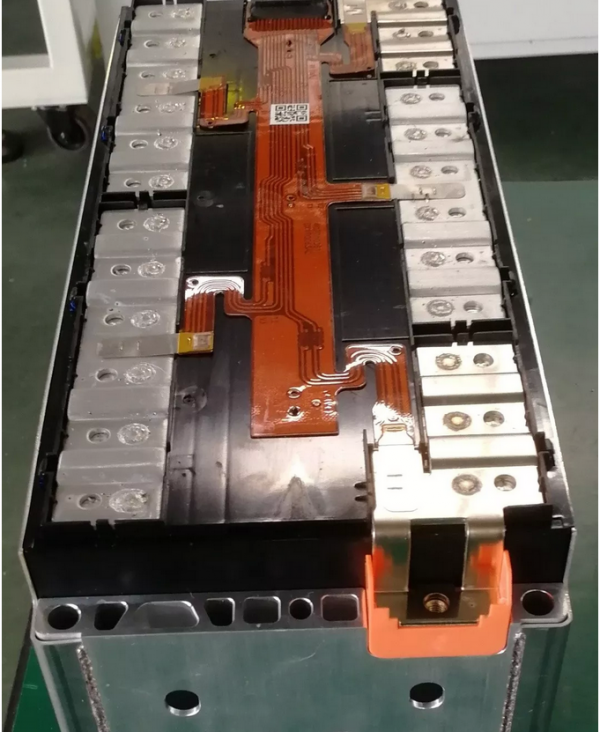
局部放大
焊縫外觀

焊縫解刨
進行焊縫橫截面金相檢測

從上圖中可以看出,焊縫寬度是2.93mm,熔深是2.38mm,焊縫內部基本無氣孔、無裂紋,焊縫成型滿足要求。
拉力測試
對長度為70mm的焊縫進行拉力測試,焊縫最大承受拉力是17.8KN,接頭斷裂在母材側熱影響區,焊接效果良好。
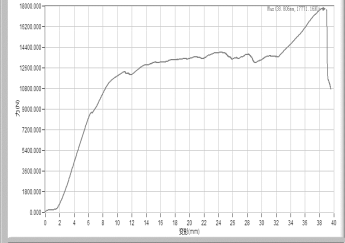
拉力測試曲線
4000W產品焊接優勢
RFL-C4000是完全由銳科激光自主研發和生產的4000W多模組連續光纖激光器。
| 1 |
輸出光學系統采用了加固鎧裝的輸出光纖,輸出接頭為QBH,光束質量好,可配置國內外主流廠家的焊接頭; |
|
2 |
具備多種控制模式,而且具有良好的抗高反性能; |
|
3 |
對于動力電池行業的鋁銅等材料的焊接具有很強的優勢,已經在動力電池行業廣泛的應用。 |

RFL-C4000光纖激光器外觀圖
隨著激光焊接工藝不斷發展成熟,能夠適用于新能源汽車動力電池領域的應用也在不斷開拓。
國產光纖激光器快速崛起,進口替代是大勢所趨,未來,銳科激光將致力于降低用戶成本,提高加工效率,為動力電池智能制造領域的激光應用,研發和制定適合不同需求的光纖激光器產品和解決方案,持續推動光纖激光器在動力電池行業的應用和發展。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

