






但是多激光器在同時工作時會不會互相影響呢?激光之間的相互作用又對金屬3D打印零件的質(zhì)量產(chǎn)生什么影響呢?雷尼紹公司通過其四激光器金屬3D打印設(shè)備 RenAM 500Q 對多激光器之間的相互作用,以及如何合理規(guī)劃多激光器設(shè)備的激光策略進行了研究,從中可以得到一些啟示。
熔池分析
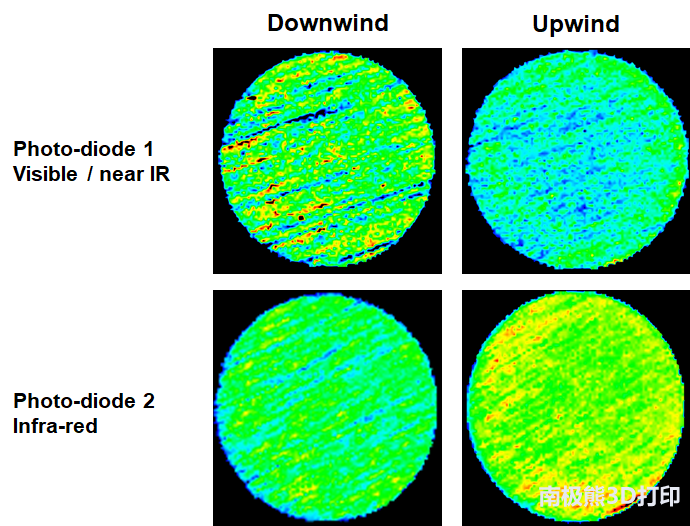
研究人員也可以觀察到不一致熔化行為的證據(jù)。 在可見和紅外波長下的實時熔池監(jiān)測表明,在處于不利的下風(fēng)向位置的激光熔融過程中,熔池活力和一致性會發(fā)生可測量的變化。 較短的可見波長表明強度的變化增加 ,而較長波長的紅外數(shù)據(jù)表明下風(fēng)向熔池發(fā)出的熱量較少。
圖片來源:Renishaw
上圖為通過Renishaw 過程中質(zhì)量控制軟件InfiniAM監(jiān)控的熔池數(shù)據(jù),顯示了在兩個不同光譜帶中的下風(fēng)向樣品和上風(fēng)向樣件的光譜熔池數(shù)據(jù)。
上風(fēng)向激光器數(shù)量的影響
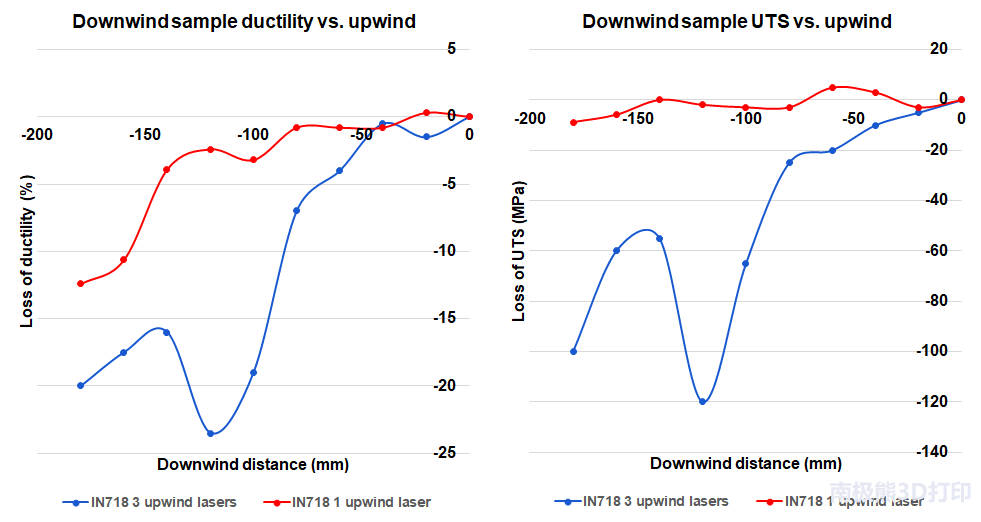
研究表明,上風(fēng)向激光器的數(shù)量是決定下風(fēng)向激光熔化質(zhì)量損失的關(guān)鍵因素。研究人員將兩個激光器的3D打印樣件拉伸試驗結(jié)果與四個激光器的結(jié)果進行了對比,發(fā)現(xiàn)上風(fēng)向單個激光器的過程排放量減少,因此預(yù)計對下風(fēng)向激光器的影響會有所減少。
圖片來源:Renishaw
該試驗中下風(fēng)向激光器打印的樣件的表面比先前測試的樣件更為光滑,并且表現(xiàn)出更接近基線條件的拉伸性質(zhì)。 處于下風(fēng)向的樣件延展性仍受影響,但這些不足以將強度顯著降低。
圖片來源:Renishaw
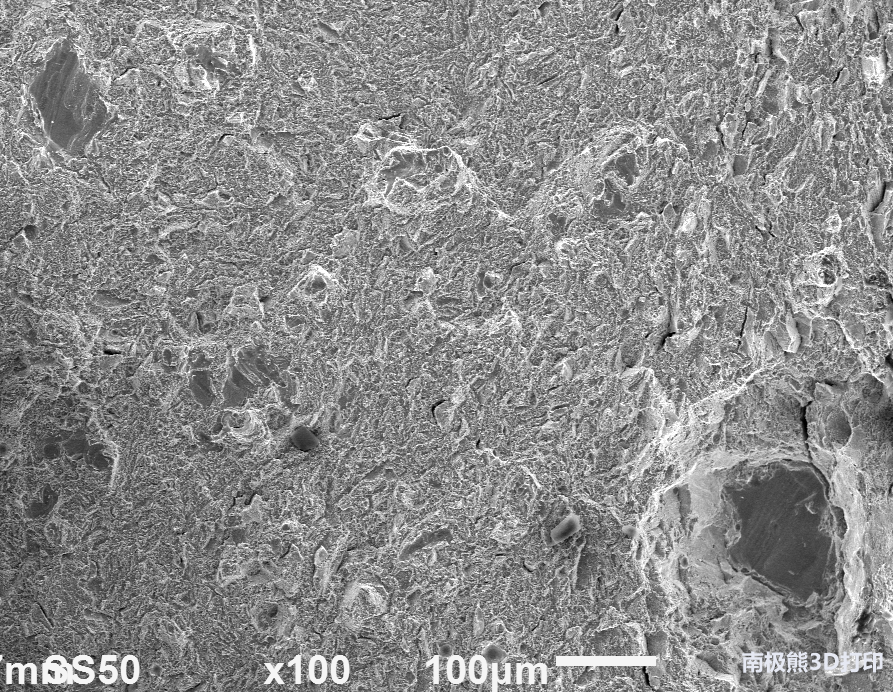
在兩個激光器的3D打印試驗中,研究人員仍然觀察到下風(fēng)向樣件斷裂表面存在一些缺陷,但是相比四個激光器試驗中的下風(fēng)向樣件,其缺陷數(shù)量要少得多,在同樣的直徑范圍內(nèi),該試驗結(jié)果是10個缺陷,而之前的試驗中觀察到的缺陷數(shù)量為100個。與四激光器試驗樣件相比,缺陷的尺寸也小得多,在本試驗中缺陷尺寸小于等于150微米,之前試驗中尺寸近500微米。
圖片來源:Renishaw
由于兩個激光器的3D打印的試驗中,下風(fēng)向激光器仍會受到影響,因此仍應(yīng)避免兩個熔池之間距離過大,但是在兩個激光器的情況下,熔池距離增加到100毫米。
打印層厚的影響
通常如果每個打印層的厚度較大,就需要使用較高功率的激光,進行更高的能量輸入,這將導(dǎo)致較大的熔池,也可能產(chǎn)生更多的飛濺。此外,較高的激光功率會產(chǎn)生更強烈的激光光斑,從而產(chǎn)生更強烈的蒸汽羽流和更多的冷凝物。如果從這一點上來推測,層厚較大時下風(fēng)向打印樣件將受到更嚴(yán)重的影響。
然而,研究人員通過測試發(fā)現(xiàn),厚度差別所產(chǎn)生的影響很小。在測試時,研究人員分別采用了30微米和60微米兩種層厚來打印 Inconel-718 樣件,但是兩種不同層后的經(jīng)過熱處理的Inconel-718樣件得到的測試結(jié)果非常相似(如下圖所示)。
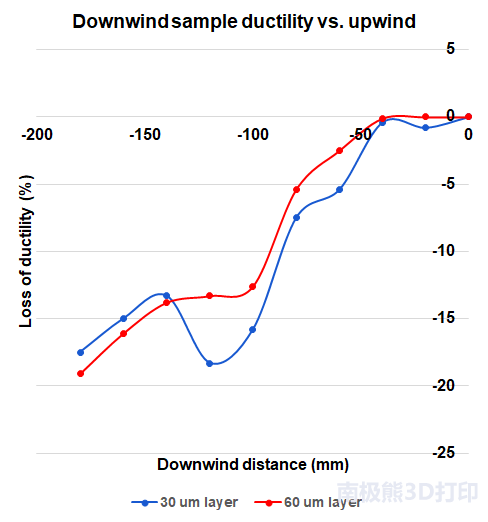
圖片來源:Renishaw
可以看出,兩種不同層厚樣件的機械性能退化與熔池距離之間的關(guān)系非常接近。雖然其中每個數(shù)據(jù)點存在一些細節(jié)差異,一旦考慮了交互過程的隨機性質(zhì),這些結(jié)果基本相同。
哪種因素影響最大?
在上述研究中,研究人員探討了影響下風(fēng)向熔化質(zhì)量的三個因素,即:去聚焦、遮蔽和飛濺摻入。 前兩個因素通過空氣傳播的顆粒干擾下風(fēng)向激光束,而第三個因素發(fā)生在粉末床表面。 那么,在這三個因素中,哪一個對下風(fēng)向熔化質(zhì)量的影響最大呢?
為此,研究人員使用新的激光掃描策略進行了測試。在新測試中,激光器進行列陣列掃描,首先熔化最上風(fēng)向的樣件,然后熔化處于下風(fēng)向的樣件。這意味著下風(fēng)向樣件不再受到前兩個因素的影響,但是仍然會受到第三個因素的影響。
圖片來源:Renishaw
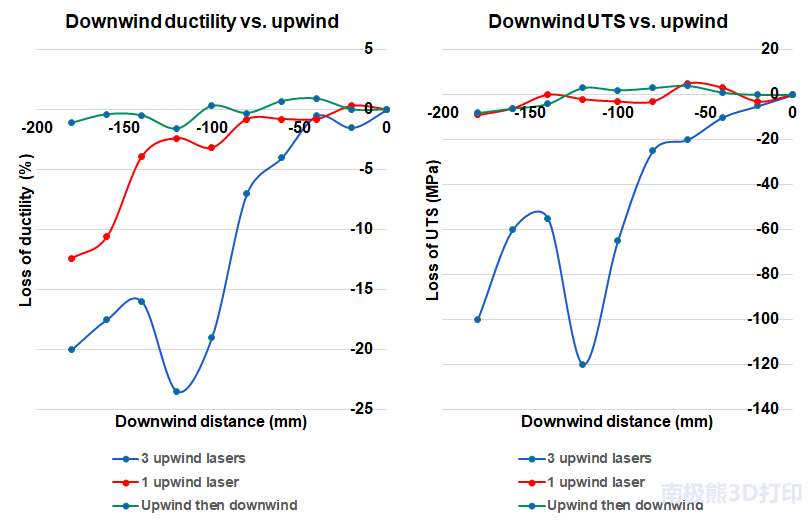
在上圖中,最上方兩條曲線下風(fēng)向打印樣件分別在3個上風(fēng)向激光器和1個上風(fēng)向激光器空氣傳播因素影響下的測試結(jié)果,最下方曲線為下風(fēng)向打印樣件僅在表面飛濺因素(upwind then dowwind)影響下的測試結(jié)果。
在該試驗中,下風(fēng)向樣件顯示出拉伸性能的降低非常小,并且它們的表面粗糙度也幾乎不受影響。上風(fēng)向產(chǎn)生的碎片對熔化性能的影響很小。研究人員認(rèn)為,這些結(jié)果也表明多激光之間相互發(fā)生作用的主要因素是去聚焦、遮蔽這樣的空氣傳播因素。
研究人員提示,該試驗是基于雷尼紹的多激光器3D打印設(shè)備RenAM 500Q 中進行的,不同的多激光器3D打印設(shè)備所發(fā)生的激光相互作用結(jié)果也將有所差異。
多激光器3D打印策略
通過上述研究,研究人員已經(jīng)找到了多激光器3D打印設(shè)備中影響打印樣件質(zhì)量的因素,那么,應(yīng)該如何將這些知識應(yīng)用于多激光器設(shè)備的3D打印中呢?
-用多激光器設(shè)備批量生產(chǎn)多個零件
當(dāng)零件陣列尺寸等于或大于激光器數(shù)量時,可以選擇為每個零件分配一個激光,并以“列”的方式進行打印,激光器向上風(fēng)向移動。
-用多激光器設(shè)備生產(chǎn)單個大型零件
可以嘗試為每個激光器分配部件的水平區(qū)域來完全避免下風(fēng)向處理,但這種方式的不足之處是,將在零件表面上有見證標(biāo)記,并在區(qū)域邊界處零件經(jīng)過重新熔化。此外,采用這種激光策略時不太可能平等地使用所有的激光器,除非打印部件具有非常規(guī)則的形狀。
更好的策略是使用符合熔池距離規(guī)則的策略,在整個部件中使用所有四個激光器。這種方法確保所有四個激光器保持工作的時間大約相同,從而最小化每個層的加工時間。使用單個激光來處理每個邊界掃描是有意義的,這樣將避免表面不連續(xù)。激光器保持彼此靠近,與下風(fēng)向熔池之間的距離保持最小。
總結(jié)
多激光器3D打印技術(shù)具有更高的生產(chǎn)效率,然而多個激光器之間會產(chǎn)生相互作用,這種相互作用與它們之間的距離相關(guān),并且在某些情況下,這種相互作用會對3D打印的部件質(zhì)量產(chǎn)生不利影響。了解發(fā)生相互作用的機制則有助于合理規(guī)劃多激光器3D打印設(shè)備的激光策略,以高效靈活的方式構(gòu)建3D打印零件。
轉(zhuǎn)載請注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀

























 關(guān)注我們
關(guān)注我們

