






隨著現代激光技術的發展,激光在不同行業領域的應用也更加深入,不僅解決了傳統加工中存在的不足, 同時也在工藝上面取得了眾多的突破。
目前,激光焊接技術已經廣泛應用于 3C 領域,手機各類模組、中板蓋板等各種工業制造中。近年來新能源汽車、 3D 打印等行業的快速發展,也讓激光精密焊接成為了市場的新需求。
近期,針對精密焊接的穩定性,創鑫激光焊接工程師特做了相關實驗分析。
實驗方法

使用創鑫激光的 MFQS-150W/1500W 準連續光纖激光器對不銹鋼進行精密點焊,激光點焊實驗在掃描振鏡激光焊接平臺上進行,采用旁軸輔助氣體保護。在不同激光峰值功 率(300W、600W、900W、1200W、1500W) 情況下, 優化出光波形及工藝參數,確保焊點成型質量,分別在不銹鋼片上打出 50 個焊點,通過測量五組參數下的焊點尺寸,分析焊點均勻度及激光器出光穩定性。
實驗結果
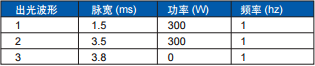
1、激光峰值功率 300W 時實驗效果
1)測試波形
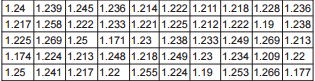
2)不銹鋼上 50 個焊點尺寸(mm)數據如下:
3)圖表分析
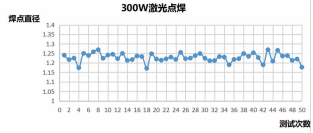
4)結論:焊點尺寸范圍為 1.1~1.3mm,平均焊點尺寸 1.22mm,焊點波動 9.8%,焊點均勻、出光穩定,能滿足精密焊接需求。
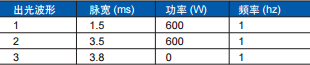
2、激光峰值功率 600W 時實驗效果
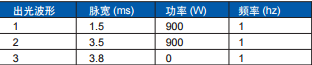
1)測試波形
2)不銹鋼上 50 個焊點尺寸(mm)數據如下:
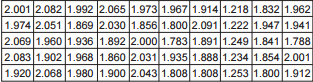
3)圖表分析
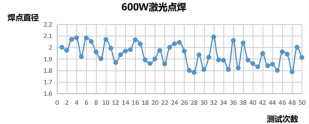
4)結論:焊點尺寸范圍為 1.79~2.1mm,平均焊點尺寸 1.94mm,焊點波動 8.2%,焊點均勻、出光穩定,能滿足精密焊接需求。
3、激光峰值功率 900W 時實驗效果
1)測試波形
2)不銹鋼上 50 個焊點尺寸(mm)數據如下:

3)圖表分析
4)結論:
焊點尺寸范圍為 2.3~2.57mm,平均焊點尺寸 2.48mm,焊點波動 7.2%,焊點均勻、出光穩定,能滿足精密焊接需求。
4、激光峰值功率 1200W 時實驗效果
1)測試波形:
2)不銹鋼上 50 個焊點尺寸(mm)數據如下:
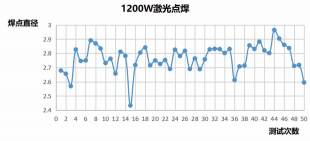
3)圖表分析
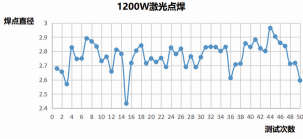
4)結論:焊點尺寸范圍為 2.43~2.97mm,平均焊點尺寸 2.76mm,焊點波動 7.6%,焊點均勻、出光穩定,能滿足精密焊接需求。
5、激光峰值功率 1500W 時實驗效果
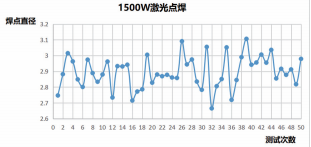
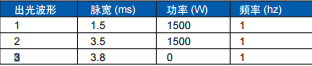
1)測試波形
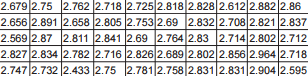
2)不銹鋼上 50 個焊點尺寸(mm)數據如下:
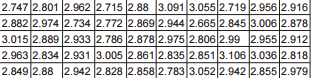
3)圖表分析
4)結論:焊點尺寸范圍為 2.67~3.12mm,平均焊點尺寸 2.89mm,焊點波動 7.6%,焊點均勻、出光穩定,能滿足精密焊接需求。
總結
通過實驗結果分析可見,在激光峰值功率分別為 300W、 600W、900W、1200W、1500W 時,焊點尺寸波動始終保持在 8% 范圍內,能量集中且穩定,焊點均勻,能夠很好的滿足消費類 電子產品精密點焊及金銀首飾的修補焊接,如電子產品的殼體、 屏蔽罩、USB 接頭、導電貼片、金銀首飾等。
準連續光纖激光器的優勢:
1:整機方式,無需客戶進行2 次整合集成;
2:風冷冷卻方式,減少水冷機;
3:自帶波形軟件編輯功能;
4:兼容模擬信號控制;
5:結構簡單,體積小,輕便;
6:光束質量好,能量穩定性高;
7:光纖結構,壽命超長。
由此可見,準連續光纖激光器擁有諸多優勢。創鑫準連續 激光器為整機,無需用戶進行 2 次整合集成,同時擁有體積小, 結構簡單、輕便的優勢。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

