






激光加工頭是激光焊接設備的關鍵組成部分,利用它來實現調整焦距、工作距離,從而可獲得合適的光斑尺寸在激光焊接機頭中,集成了不同功能的組成單元,它們包括激光聚焦和導入單元、保護氣導入和分配單元、冷卻系統、透鏡防護系統等,在具有反饋控制的激光焊接過程中,還具有監測和反饋控制單元。
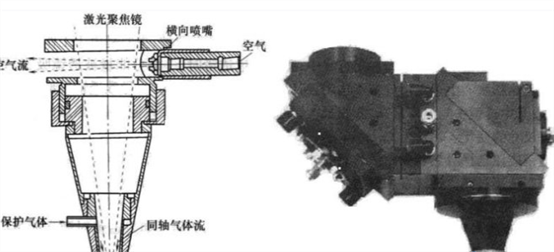
激光焊接噴嘴示意圖與實物圖
激光焊接噴嘴的結構比較復雜,對保證焊接質量有重要作用,國內外已經開發了不少各其特色的激光噴嘴。從氣體保護的角度來說,應保證氣體平穩導入和均勻分布與流動,保證均勻覆蓋激光焊接區域,形成良好的保護效果。一般來說,保護區噴嘴與激光束同軸布置的一體化設計是主流,雖然結構復雜,成本高,但是保護效果好,穩定可靠。前后側向導入保護氣的方式比較簡單,但是保護效果較差,已較少采用。通常噴嘴到工件的距離在3mm-10mm.噴嘴孔徑在4mm-8mm,氣體流速在8L/min-30L/min。
CO2激光焊接采用氧氣保護時,對噴嘴設計要求較高,以保證良好的氣流幾何形狀。設計的基本原則是保證氬氣獲得較高的流速以提高液態金屬抑制等離子體的產生。采用的激光能量密度越大,要求氬氣的流速越大。但是過大的氬氣流速會吹動熔池使焊縫發生偏離。氮氣對噴嘴結構設計和氣流幾何形狀要求不高,但是如果采用的激光功率密度較大,應適當采取措施抑制等離子體的產生。
激光焊接噴嘴示意圖與實物圖
激光焊接噴嘴的結構比較復雜,對保證焊接質量有重要作用,國內外已經開發了不少各其特色的激光噴嘴。從氣體保護的角度來說,應保證氣體平穩導入和均勻分布與流動,保證均勻覆蓋激光焊接區域,形成良好的保護效果。一般來說,保護區噴嘴與激光束同軸布置的一體化設計是主流,雖然結構復雜,成本高,但是保護效果好,穩定可靠。前后側向導入保護氣的方式比較簡單,但是保護效果較差,已較少采用。通常噴嘴到工件的距離在3mm-10mm.噴嘴孔徑在4mm-8mm,氣體流速在8L/min-30L/min。
CO2激光焊接采用氧氣保護時,對噴嘴設計要求較高,以保證良好的氣流幾何形狀。設計的基本原則是保證氬氣獲得較高的流速以提高液態金屬抑制等離子體的產生。采用的激光能量密度越大,要求氬氣的流速越大。但是過大的氬氣流速會吹動熔池使焊縫發生偏離。氮氣對噴嘴結構設計和氣流幾何形狀要求不高,但是如果采用的激光功率密度較大,應適當采取措施抑制等離子體的產生。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

