




隨著激光技術的飛速發展,激光器和激光切割設備的功率越來越高。對于用戶來說,在功率提升的基礎上,他們不僅關心鈑金切割厚度的提高,更在意鈑金切割的質量好壞。本文從氣體、工藝、調試全面分析如何切出高質量不銹鋼厚板:
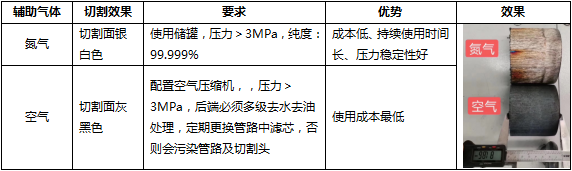
一、不同輔助氣體對不銹鋼切割的影響
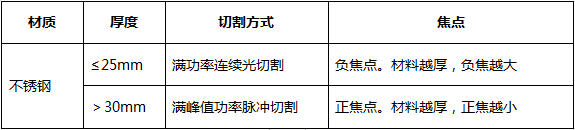
二、不銹鋼厚板切割工藝分析
萬瓦激光器切割不同厚度的不銹鋼,確保切割斷面細膩,不分層,應采用不同的切割方式:
1、頻率變化
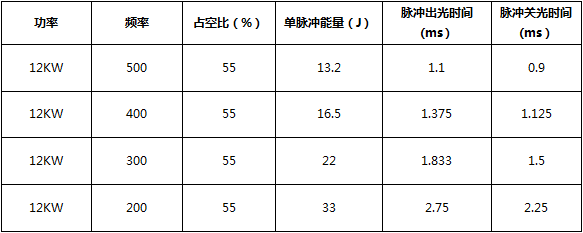
頻率變化的影響:頻率從500-200Hz范圍減小,切割斷面效果變細膩,分層慢慢改善,頻率設置到100Hz時,無法切割,反藍光。通過頻率的改變,找出最佳頻率范圍。確保最佳切割斷面,必須保證脈沖次數與單脈沖能量完美匹配。
2、焦點變化
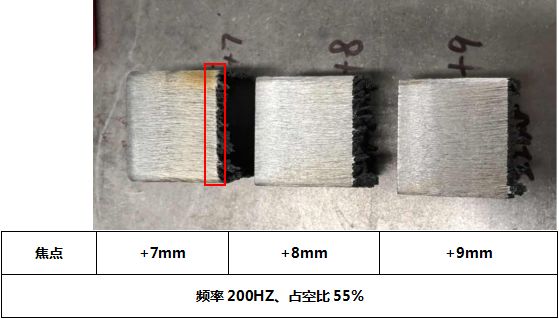
焦點變化的影響:焦點+7mm出現下斷面分層,切割面發黃,隨著焦點的上升,下表面未切透痕跡分層減輕,焦寬2mm左右,焦點上升至+10mm時,無法切割,反藍光。通過焦點的偏置,找出最佳面焦點位置。
3、占空比變化
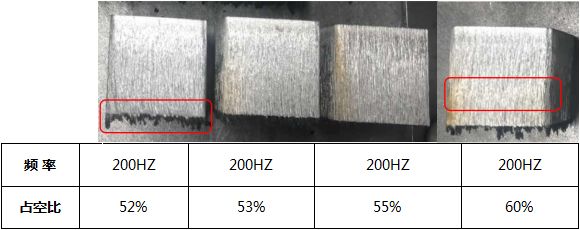
占空比的變化的影響:占空比53%是臨界值,繼續降低占空比,下表面出現未切透痕跡,占空比增大到60%,斷面變粗糙,分層明顯,切割表面發黃。
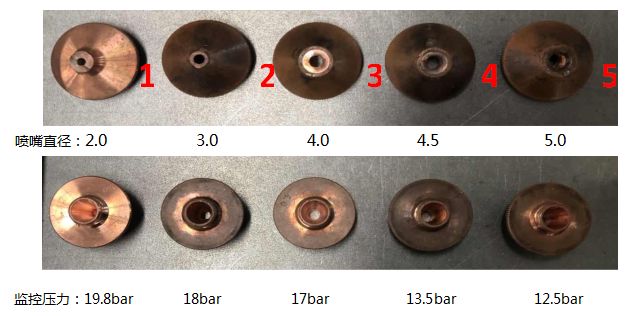
4、噴嘴氣流變化(氣壓設置21bar)
噴嘴氣流變化的影響:除直徑2.0噴嘴外,其它幾個噴嘴效果無明顯差異。直徑8.0的噴嘴,設置21bar,實際氣壓10bar,無法正常切割。不銹鋼越厚,噴嘴應使用越大,氣壓設置越高,壓力和流量應同時滿足才能切割出正常斷面效果。
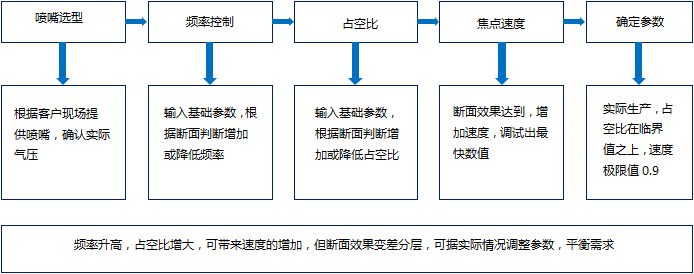
三、不銹鋼厚板切割調試方式
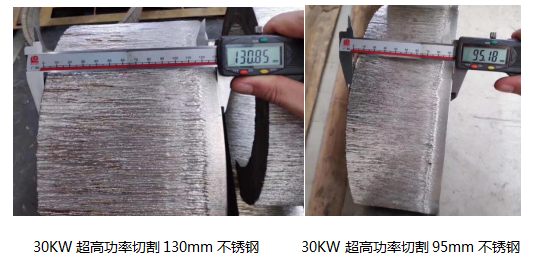
四、創鑫萬瓦激光器及切割厚不銹鋼效果
一、不同輔助氣體對不銹鋼切割的影響
二、不銹鋼厚板切割工藝分析
萬瓦激光器切割不同厚度的不銹鋼,確保切割斷面細膩,不分層,應采用不同的切割方式:
1、頻率變化
頻率變化的影響:頻率從500-200Hz范圍減小,切割斷面效果變細膩,分層慢慢改善,頻率設置到100Hz時,無法切割,反藍光。通過頻率的改變,找出最佳頻率范圍。確保最佳切割斷面,必須保證脈沖次數與單脈沖能量完美匹配。
2、焦點變化
焦點變化的影響:焦點+7mm出現下斷面分層,切割面發黃,隨著焦點的上升,下表面未切透痕跡分層減輕,焦寬2mm左右,焦點上升至+10mm時,無法切割,反藍光。通過焦點的偏置,找出最佳面焦點位置。
3、占空比變化
占空比的變化的影響:占空比53%是臨界值,繼續降低占空比,下表面出現未切透痕跡,占空比增大到60%,斷面變粗糙,分層明顯,切割表面發黃。
4、噴嘴氣流變化(氣壓設置21bar)
噴嘴氣流變化的影響:除直徑2.0噴嘴外,其它幾個噴嘴效果無明顯差異。直徑8.0的噴嘴,設置21bar,實際氣壓10bar,無法正常切割。不銹鋼越厚,噴嘴應使用越大,氣壓設置越高,壓力和流量應同時滿足才能切割出正常斷面效果。
三、不銹鋼厚板切割調試方式
四、創鑫萬瓦激光器及切割厚不銹鋼效果
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

