






01為什么需要保護(hù)氣?
連續(xù)光激光焊接是利用高能激光束作為熱源照射到工件表面,從而使工件熔化并連接,實(shí)現(xiàn)優(yōu)良的焊接接頭。在高功率激光焊接過(guò)程中,激光照射到材料表面使工件熔化,但高溫同時(shí)伴隨著金屬的氣化,形成金屬蒸汽等離子體。形成的金屬蒸汽等會(huì)對(duì)激光有吸收、折射和反射的作用,使實(shí)際到達(dá)工件表面的能量減弱,影響熔池的穩(wěn)定。
所以焊接過(guò)程中需要吹電離能較大的保護(hù)氣體抑制等離子體的產(chǎn)生,同時(shí),保護(hù)氣在焊接過(guò)程中還具有隔絕空氣的作用,使熔池不被氧化;也可以減小焊接飛濺,使焊縫表面均勻光滑。
02保護(hù)氣對(duì)焊縫形貌的影響
除了根據(jù)焊接材料選擇合適的保護(hù)氣外,研究保護(hù)氣的吹氣角度、方向、流量等參數(shù)對(duì)焊縫形貌的影響十分必要。下面我們基于相同的焊接條件下,研究保護(hù)氣不同吹氣角度對(duì)焊縫的影響。
通過(guò)實(shí)驗(yàn)測(cè)試,控制吹氣其他變量相同的情況下,在不同流量大小時(shí)對(duì)焊縫形貌的影響趨勢(shì)相同,只是流量越大,對(duì)焊縫熔深影響越明顯,對(duì)焊縫表面及下部熔寬影響不大,因此,在保護(hù)氣流量為5L/min的情況下且控制其他變量的條件下,僅變更吹氣角度,進(jìn)行吹氣角度的研究,測(cè)試結(jié)果如圖1,焊縫形貌橫截面金相圖如圖2。
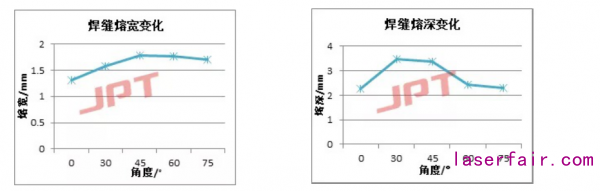
圖1 不同吹氣方式對(duì)焊縫熔深、熔寬的影響
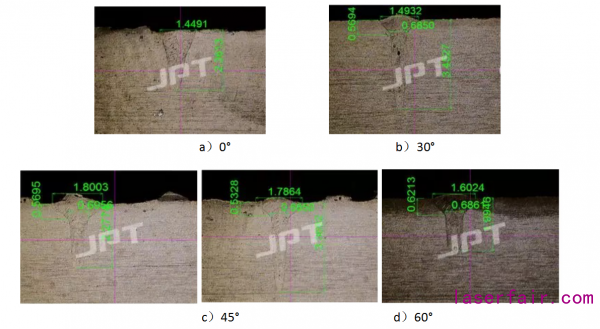
圖2 不同吹氣角度時(shí)的焊縫形貌
通過(guò)實(shí)驗(yàn)數(shù)據(jù)看出,焊縫熔深隨著吹氣角度的增大先增大,后減小,在0°或大于45°時(shí),熔深都快速減小,當(dāng)吹氣角度為30°時(shí),焊縫熔深達(dá)到最大。
焊縫熔寬由等離子體對(duì)激光的衰減和氣流對(duì)熔池的作用共同決定,在吹氣角度為0°時(shí),熔寬最小;隨吹氣角度增大,熔寬增大,當(dāng)角度大于45°時(shí),熔寬變化不大。
03結(jié)果分析
保護(hù)氣對(duì)焊縫形貌的影響主要是通過(guò)控制等離子體的大小來(lái)決定激光到達(dá)工件表面的功率密度,觀察焊縫橫截面金相圖,可以看出在0°或75°時(shí),焊縫形貌傾向于熱導(dǎo)焊模式,在30°和45°時(shí),呈現(xiàn)明顯的深熔焊形貌。
綜上所述,在相同焊接工藝參數(shù)條件下,若要較大熔深,建議保護(hù)氣吹氣角度為30°,若要表面熔寬較大,建議采用45°吹氣角度,若要下部熔寬較大,建議采用0°或75°吹氣角度。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀

























 關(guān)注我們
關(guān)注我們

