






隨著科學技術的發展,近年來出現了激光焊接。那么什么是激光焊接呢?激光焊接的特點與優點又有哪些呢?
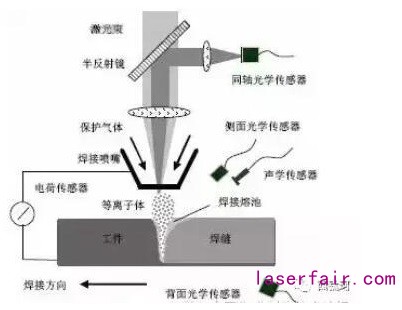
下圖是激光焊接的工作原理:
首先,什么是激光?世界上的第一個激光束于1960年利用閃光燈泡激發紅寶石晶粒所產生,因受限于晶體的熱容量,只能產生很短暫的脈沖光束且頻率很低。雖然瞬間脈沖峰值能量可高達106瓦,但仍屬于低能量輸出。
激光技術采用偏光鏡反射激光產生的光束使其集中在聚焦裝置中產生巨大能量的光束,假如焦點靠近工件,工件就會在幾毫秒內熔化和蒸發,這一效應可用于焊接工藝高功率CO2及高功率YAG激光器的出現,開辟了激光焊接的新領域。激光焊接設備的關鍵是大功率激光器,主要有兩大類,一類是固體激光器,又稱Nd:YAG激光器。Nd(釹)是一種稀土族元素,YAG代表釔鋁柘榴石,晶體結構與紅寶石相似。Nd:YAG激光器波長為1.06μm,主要優點是產生的光束可以通過光纖傳送,因此可以省往復雜的光束傳送系統,適用于柔性制造系統或遠程加工,通常用于焊接精度要求比較高的工件。汽車產業常用輸出功率為3-4千瓦的Nd:YAG激光器。另一類是氣體激光器,又稱CO2激光器,分子氣體作工作介質,產生均勻為10.6μm的紅外激光,可以連續工作并輸出很高的功率,標準激光功率在2-5千瓦之間。
與其它傳統焊接技術相比,激光焊接的主要優點是:
1、速度快、深度大、變形小。
2、能在室溫或特殊條件下進行焊接,焊接設備裝置簡單。例如,激光通過電磁場,光束不會偏移;激光在真空、空氣及某種氣體環境中均能施焊,并能通過玻璃或對光束透明的材料進行焊接。
3、可焊接難熔材料如鈦、石英等,并能對異性材料施焊,效果良好。
4、激光聚焦后,功率密度高,在高功率器件焊接時,深寬比可達5:1,最高可達10:1。
5、可進行微型焊接。激光束經聚焦后可獲得很小的光斑,且能精確定位,可應用于大批量自動化生產的微、小型工件的組焊中。
6、可焊接難以接近的部位,施行非接觸遠間隔焊接,具有很大的靈活性。尤其是近幾年來,在YAG激光加工技術中采用了光纖傳輸技術,使激光焊接技術獲得了更為廣泛的推廣和應用。
7、激光束易實現光束按時間與空間分光,能進行多光束同時加工及多工位加工,為更精密的焊接提供了條件。
但是,激光焊接也存在著一定的局限性:
1、要求焊件裝配精度高,且要求光束在工件上的位置不能有明顯偏移。這是由于激光聚焦后光斑尺雨寸小,焊縫窄,為加填充金屬材料。若工件裝配精度或光束定位精度達不到要求,很輕易造成焊接缺陷。
2、激光器及其相關系統的成本較高,一次性投資較大。
激光焊接的工藝參數
(1)功率密度
功率密度是激光加工中最關鍵的參數之一。采用較高的功率密度,在微秒時間范圍內,表層即可加熱至沸點,產生大量汽化。因此,高功率密度對于材料去除加工,如打孔、切割、雕刻有利。對于較低功率密度,表層溫度達到沸點需要經歷數毫秒,在表層汽化前,底層達到熔點,易形成良好的熔融焊接。因此,在傳導型激光焊接中,功率密度在范圍在104~106W/cm2 。
(2)激光脈沖波形
激光脈沖波形在激光焊接中是一個重要問題,尤其對于薄片焊接更為重要。當高強度激光束射至材料表面,金屬表面將會有60~98%的激光能量反射而損失掉,且反射率隨表面溫度變化。在一個激光脈沖作用期間內,金屬反射率的變化很大。
(3)激光脈沖寬度
脈寬是脈沖激光焊接的重要參數之一,它既是區別于材料去除和材料熔化的重要參數,也是決定加工設備造價及體積的關鍵參數。
(4)離焦量對焊接質量的影響
因為激光焦點處光斑中心的功率密度過高,容易蒸發成孔。離開激光焦點的各平面上,功率密度分布相對均勻。離焦方式有兩種:正離焦與負離焦。焦平面位于工件上方為正離焦,反之為負離焦。按幾何光學理論,當正負離焦平面與焊接平面距離相等時,所對應平面上功率密度近似相同,但實際上所獲得的熔池形狀不同。負離焦時,可獲得更大的熔深,這與熔池的形成過程有關。
激光焊接的應用領域
激光焊接在制造行業、粉末冶金領域、汽車工業、電子工業以及其他領域都有廣泛的應用。
尤其,小編搜羅了下激光焊接在汽車制造業的發展現狀,縮減如下:
目前,德國大眾汽車公司在AudiA6、GolfA4、Passat等品牌的車頂均采用激光焊接,寶馬、通用公司在車架頂部也采用激光焊接,德國奔馳公司則采用激光焊接傳動部件。
除了激光焊接,其他激光技術也得到了廣泛應用:大眾、通用、奔馳、日產公司應用了激光技術切割覆蓋件,菲亞特和豐田公司應用激光涂覆發動機排氣閥,大眾公司則對發動機凸輪軸進行激光表面硬化處理。
從目前國內的情況來看,國際品牌的國產化車型:帕薩特、波羅、途安、奧迪、東風標致、福克斯等都已經采用激光焊接技術,其中一汽大眾奧迪A6頂蓋和寶來后蓋采用激光焊接,速騰和途安的車身激光焊縫長度分別達到30、40m。此外,國內自主汽車品牌的華晨、奇瑞、吉利汽車也相繼在其新車型上應用激光焊接技術。
改善和發展激光焊接的新技術
隨著時代的進步,激光焊接的技術也在不斷發展中,以下幾項技術有助擴展激光焊接的應用范圍及提高激光焊接自動控制水平。
1、填充焊絲激光焊
激光焊接一般不填充焊絲,但對焊件裝配間隙要求很高,實際生產中有時很難保證,限制了其應用范圍。采用填絲激光焊,可大大降低對裝配間隙的要求。例如板厚2mm的鋁合金板,如不采用填充焊絲,板材間隙必須為零才能獲得良好的成形,如采用φ1.6mm的焊絲做為填充金屬,即使間隙增至1.0mm,也可保證焊縫良好的成形。此外,填充焊絲還可以調整化學成分或進行厚板多層焊。
2、光束旋轉激光焊
使激光束旋轉進行焊接的方法,也可大大降低焊件裝配以及光束對中的要求。例如在2mm厚高強合金鋼板對接時,允許對縫裝配間隙從0.14mm增大到0.25mm;而對4mm厚的板,則從0.23mm增大到0.30mm。光束中心與焊縫中心的對準允許誤差從0.25mm增加至0.5mm。
3.激光焊接質量在線檢測與控制
利用等離子體的光、聲、電荷信號對激光焊接過程進行檢測,近年來已成為國內外研究的熱點,少數研究成果已達到了閉環控制的程度。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

