






易集成、易維護和易操控是過去十年工業激光器技術成熟的重要標志,也是工業激光器得以廣泛應用的重要動因。在光纖激光器大規模使用之前,YAG和CO2激光器是最常使用的工業激光器類型。
YAG和CO2激光器都是由分立光學器件通過鏡片光路組合而成,早期的集成難度大,維護成本高,操控維度低。經過多年的技術和供應鏈的發展,如今此類激光器在中低功率段的產品,很多激光設備產商只需要采購核心部件和電源就可以自行集成,而且可靠性和操控性也大大提升。
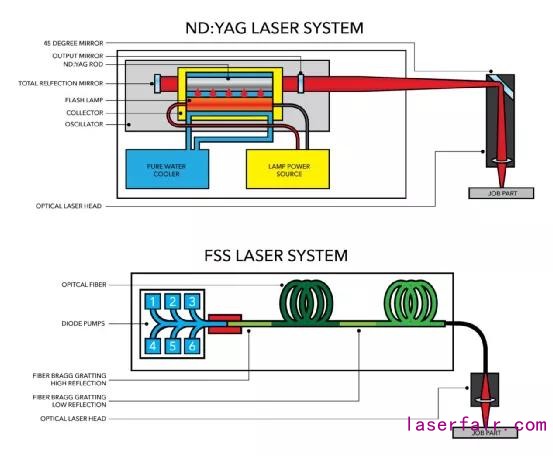
圖1 (上)Nd:YAG和(下)光纖激光器的構造對比
在主要的工業光纖激光器品類中,按照操控的復雜度而言,可調納秒脈沖激光器(俗稱MOPA激光器)最高,超快脈沖激光器次之,連續(準連續/QCW)激光器相對簡單。連續激光器一般只需要調節平均功率和使用調制功能,QCW激光器在某些精細的加工中會用到模擬量控制功率曲線。超快脈沖激光器主體部分基本是處于穩定工作狀態,出光的時序和幅值主要通過末端的聲光調幅開關來完成,有時需要脈沖串輸出,補償振鏡或者平臺在曲線軌跡的加減速問題會用到位置同步輸出(PSO)。MOPA激光器采用電直調種子源,工作過程中除了平均功率,脈寬、重頻都有很大的調節范圍,而且還需要在不同參數圖層之間完成高速切換。
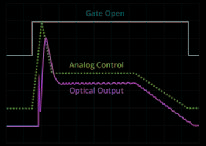
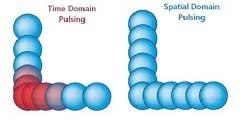
圖2 (左)準連續激光器的波形編輯和(右)超快脈沖激光器的PSO
工業激光器的控制方式大體可以分為三類:模擬量、數字量和軟件指令,同時輔之以一些開關信號。在連續激光器中,通常采用模擬量直接控制激光器功率,輔助以開關信號控制激光通斷。在MOPA激光器中,通常是采用打標卡DB25接頭的數字量來控制激光輸出參數,通過多個引腳信號的時序關系來實現高速的參數切換。超快激光器通常用軟件指令控制激光器參數,輔之以GATE和PSO信號來控制最終的輸出脈沖。
激光器一般是接收控制卡或者上位機的控制指令來工作。連續激光器配套的切割控制卡,MOPA脈沖激光器配套的打標控制卡是目前比較成熟的產品。但是,以打標控制卡為例,市面上仍然存在十幾個不同品牌的控制卡產品,或通用或專用,側重于不同的性能需求。這些打標卡大部分都是通過DB25接口控制激光器,遵循的控制標準類似,但是實踐中這些控制卡的時序信號還是存在微小的差異,不加注意,仍然可能造成激光器工作異常,需要仔細排查。
大部分激光器公司都會隨產品配置有用戶界面軟件,用于配置激光器參數和監控激光器狀態,以及在激光器出現故障的時候做遠程診斷。圖3是光至科技MOPA脈沖激光器所用的GUI軟件,方便客戶快速設置激光器工作模式,同時可以看到激光器實際工作的狀態參數,軟件下方的“提示信息”方便工程師診斷激光器的工作信息。如果您有相關問題,還可以點擊上方“聯系我們”找到聯系方式。

圖3 光至科技的MOPA激光器GUI控制軟件
武漢光至科技有限公司是一家定位于服務精密制造的先進光源供應商。公司產品包括可調納秒MOPA脈沖系列、光纖超快激光系列以及各種科研定制光源。公司激光器廣泛應用于3C/5G、動力電池、光伏等精密制造領域,歡迎廣大客戶咨詢合作。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

