






隨著新型材料加工技術的發展,塑料產品因其質量輕、比強度高、耐腐蝕、絕緣性好和成型加工性能優良等特性,已經大量取代金屬和陶瓷等傳統材料,廣泛應用于航空、船舶、汽車、醫療器具、食品包裝以及日用化工等領域。因此,塑料件連接工藝的好壞對塑料產品的廣泛應用有著重大的意義。現有的塑料焊接方法有熱板焊、振動焊、超聲波焊和激光焊等,而激光焊接因其加工的焊縫精密牢固,焊接過程中樹脂降解少,具有獨特的優勢。
塑料激光焊接原理
塑料按受熱后的性質可分為熱塑性塑料和熱固性塑料兩類。熱塑性塑料的分子呈線型結構,在受熱時發生軟化或熔化,可以流動成型,冷卻后變硬,這種軟化和變硬的過程可重復循環,因此熱塑性材料可以采用焊接工藝進行連接。
激光塑料焊接方法要求上下層待焊材料對一定波長的激光分別表現為較好的透過性和較好的吸收性,基于此,塑料激光焊接也稱激光透射焊接,其激光焊接原理如圖1所示。
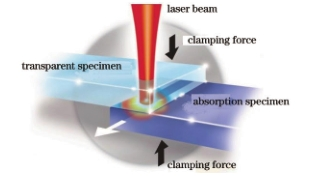
圖1 激光透射焊接原理
焊接時,激光透過上層材料并在上層材料與下層材料的結合面處被下層材料吸收并產生熱量,熱量在上下層材料之間傳遞,使結合面融化,熔融狀態下的塑料大分子在壓力和熱膨脹的作用下相互擴散和纏結,產生范德華力實現焊合。
一般說來,當上層材料激光透過率高于50%,下層材料激光透過率低于20%時,會獲得較好的效果。
國外從1972年就開始開展激光塑料焊接的研究和應用,國內起步較晚,但近二十年,該項技術也得到深入的研究和應用,表1為常用塑料材料的可焊性。
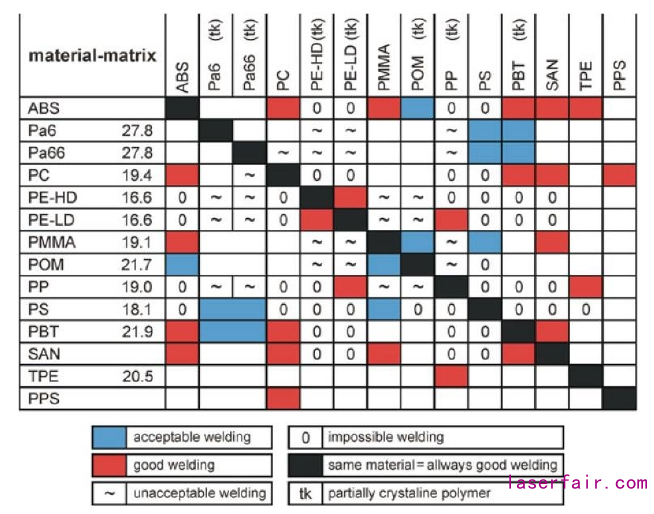
表1 常用塑料材料的可焊性
塑料激光焊接方法
激光焊接方法主要分為四類:輪廓焊接、同步焊接、準同步焊接和掩膜焊接,具體見圖2。
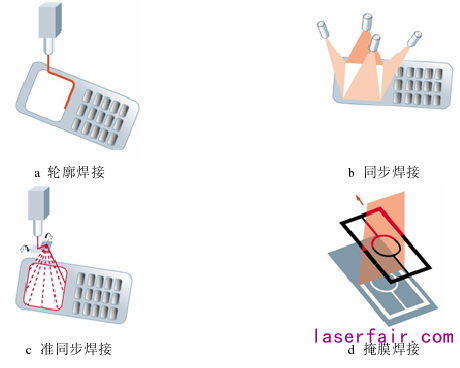
圖2 激光焊接方法分類
激光器的選擇
最早應用于塑料焊接的激光器多為波長10.6μm的CO2激光器,由于波長較長,其穿透能力較低和吸收率較高等特點,CO2激光器只適用于焊接較薄的薄膜材料。相對于CO2激光器,由于大部分塑料在808~1100nm波段的透過率極高,因此半導體激光器廣泛應用于塑料產品的焊接。
工藝參數的選擇
在激光焊接過程中,焊接件的結構形式、夾緊力、激光功率、焊接速度和光斑大小這5種因素對焊接效果影響較大。焊接使用的功率一般為10W~100W,光斑尺寸一般為0.5mm~5mm。
產品推薦
銳科激光百瓦級光纖輸出半導體激光器已廣泛應用于塑料激光透射焊接。

銳科激光百瓦級光纖輸出半導體激光器
焊接案例

PMMA(含涂層)+PP焊接

白色PP+黑色PP
焊接

PA66+GF30
焊接
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

