






鋁合金廣泛地應用在汽車、航空航天、軌道交通等行業用,傳統連接方式主要通過機械連接、電弧焊等實現。常規激光焊接鋁合金由于鋁合金表面氧化膜的存在以及液態鋁合金低表面張力等特性易導致匙孔坍塌、形成氣孔。氣孔大量存在焊縫處,降低了搭接工件之間的有效接合面積,使接頭力學性能弱,限制了激光焊技術在鋁合金上的應用。與傳統焊接方式相比,激光焊能提供更高的生產效率、更好的焊縫質量,實現復雜結構的高精度焊接以及自動化等。

鋁合金門窗

汽車白車身
激光焊接是將高強度激光輻射至金屬表面,通過激光與金屬間熱力耦合作用使金屬熔化再冷卻結晶形成焊縫的技術。根據激光焊接的熱作用機制可分為熱導焊和深熔焊兩種,熱導焊主要應用于精密零件的封裝焊接或微納焊接;激光深熔焊主要用在需要完全熔透的材料焊接中,其焊接過程會使材料汽化,熔池中出現匙孔現象,是目前使用最廣泛的激光焊接方式,也是鋁合金焊接的首選方式。
創鑫激光激光熔焊優勢是激光焊接鋁合金采用擺動激光焊接,不添加輔助材料,焊接設備簡單,無需耗材,便于自動化。劣勢是對焊接間隙的要求高,否則焊縫容易塌陷;焊接起點與終點易產生重點;焊接過程穩定性一般,易產生焊接缺陷。
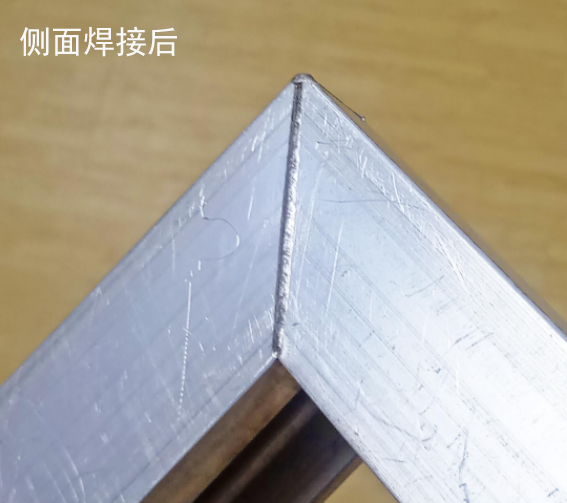
參考案例:建筑裝修行業—5系鋁合金門框焊接


由于鋁合金固有的物理性質,比如對激光低的吸收率、合金元素的低沸點、高的熱導率、高的熱膨脹系數、相對較寬的凝固溫度區間、高的凝固收縮率、低粘度以及液態下高的吸氫性等,因此在激光焊接過程中容易產生氣孔、熱裂紋等缺陷。
其中,氣孔是鋁合金激光焊接過程中最容易產生的缺陷形式,它會破壞焊縫金屬的致密性,削弱焊縫的有效截面積,降低焊縫的力學性能和耐腐蝕性,因此必須采取有效措施防止氣孔產生,提升焊縫內部質量。
該如何有效抑制激光焊接氣孔?創鑫激光推出了三種新工藝,分別是通過焊前表面處理方式抑制焊接氣孔、通過焊接工藝參數抑制焊接氣孔、通過正確選擇保護氣體及流量抑制焊接氣孔等。這三種新工藝,已經被實踐證明,是可靠有效的。
激光焊接鋁合金抑制氣孔缺陷一直是行業難題,受鋁合金材料本身性能影響,在焊接過程中不能完全避免焊接無氣孔現象,只能降低氣孔率。創鑫激光通過焊接前后的工藝優化,實驗總結提出3種抑制氣孔的方式,供行業同仁參考。創鑫激光不僅專注激光器產品技術的研究和創新,同時也在開發探索各種激光加工工藝,并期待與更多行業專家探討,推動我國激光加工技術的提升。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

