






在許多行業,包括電子產品、汽車、建筑、光伏、技術光學和醫療設備等多個領域,有一個共同的需求就是實現玻璃、藍寶石等透明和半透明材料的產業化粘接。
超短脈沖激光技術是目前將玻璃與玻璃粘接的主要方法,該方法雖已應用于生產好幾年,并能夠交付高質量的成品,但它迄今僅局限于小批量的生產,盡管如此,它仍有潛力變得高效且大規模生產。
許多工業制造目前依賴于膠水粘接,這種粘接工藝非常適合于傳統的大規模生產。隨著時間的推移,制造商逐漸地優化了他們的涂膠技術,但他們仍然遇到與涂膠過程本身直接相關的缺點和質量問題。
粘合的一個基本問題就是它需要膠水! 這就增加了另一種必須集成到制造過程中的材料。機器或工人涂上膠水,把要連接的部件壓在一起,但效果不是立即就能看到的,因為在接頭變得足夠牢固到可以使用之前膠水必須先變硬。激光焊接不需要任何額外材料,并能夠立即產生全強度焊縫。膠粘劑也有其他缺點,例如,它們的化學和機械性能不同于那些被連接的部件。這可能會產生嚴重的后果。膠水可能會釋放會污染組件的氣體。它還會老化、變脆,可能會降低產品的使用壽命。更重要的是,粘接接頭只能在有限的范圍內有效阻隔氣體和液體,而且只能在相對較短的時間內有效。相比之下,超短激光脈沖可以在要連接的部件之間建立持久的粘結而不存在上述任何問題。此外,激光焊接可以使組件更緊湊: 由于其更高的接縫強度,它不需要像膠水那樣大的粘接表面。當涉及到連接表面的幾何形狀時,激光焊接也更加靈活,給零件設計師更多的空間來尋找創造性的解決方案。
然而,盡管激光玻璃焊接具有這些強大的優勢,但由于兩個關鍵缺點,即需要高質量的連接表面和缺乏自動化焊接質量控制系統,激光玻璃焊接一直難以在生產中應用。幸運的是,我們現在對這兩個問題都有了解決方案。
如何實現?
在介紹我們的解決方案之前,讓我簡要描述一下該方法的基本工作原理。關鍵要求是紅外激光脈沖具有高重復頻率和脈沖寬度在皮秒范圍內或更短。我們開始先把一個玻璃組件放在另一個上面。然后我們透過上面的組件發射激光束,這樣它的焦點就在下面的組件里面。激光脈沖熔化了焦點處的材料,熔化材料的液滴向上擴散到上面的組件中。熔化的材料凝固后形成連鎖連接。我們對每個焊接路徑重復這個過程幾千次。在幾秒鐘內,這樣數千個焊點的結合就能產出一個持久的連結。

更大容差
先前,最佳的玻璃與玻璃之間激光焊接需要保持待粘接的零件之間的間隙需要在 1 到 4 微米的區域,但不能更高。超過這個間隙的大小,熔化的物質就會從間隙的側面溢出,粘接就會失敗。但是很多人都會問如何在量產上保持在這些限制之內,所以我們開始尋找增加容差的方法。
我們的第一步是切換到 TOP Weld 光學元件,這種焊接頭使得脈沖具有拉長的光束輪廓。這么做的好處是使焊縫整體上變得更大,這使得粘接的間隙容差立即加倍。但下一步才是真正標志著在兩方面的一個重大突破。它的關鍵是對每個焊接點的激光能量進行調制。換句話說,我們首先允許每個焊接點的激光脈沖的能量進行波動,然后立即讓它再次下降。這將使間隙橋接容差再次提高了 30%,并將最大可橋接間隙大小提高 50%。這些改進提供了一種能夠在量產上被真正滿足的容差。

Top Weld
自動監測
能量調制的另一個好處是它最終打開了自動化質量控制的大門。以前,不管是使用光學方法,還是在顯微鏡下檢驗隨機的橫截面樣品,我們只能在加工完成后對焊縫進行檢查。這是一種昂貴且無法令人滿意的方法。但是能量調制的引入突然給了我們一個新的,在這個過程中已知的值。我們現在需要的是第二個在加工過程中可測量的信號,但它必須是與加工過程直接相關變化的。我們的想法是可以將這些測量值與能量調制數據進行比較,以確定接縫上的每個單獨點是否已經成功焊接。我們發現了我們需要的信號,即熔料在每個焊點發出的過程輻射。我們使用光電二極管測量了過程輻射,并通過各種計算建立了兩個信號曲線之間的相關性,即我們已經得到的調制能量圖和測量的過程輻射強度之間的相關性。這個結果給我們提供了一個可靠的關于在每個焊縫的結合強度的指標。我們實際上可以預測每個單獨焊縫的質量并且準確率高達 98.6% !
一個焊縫通常由數千個焊縫點組成。通過計算所有成功焊接點的總和并分析其沿整個焊縫的分布情況,可以自動計算出整個焊接過程的成功程度。自動化質量控制是向工業生產邁進的一大步。它甚至開辟了搶救那些原本可能報廢的部件的可能性,因為有缺陷的焊縫可以被糾正。具有自動監控的激光焊接是一種成熟、多產和可靠的方法,它為工業提供了一種可行的替代方法來連接玻璃和其他透明材料。智能手機的攝像頭和顯示器需要一種快速可靠的方法將玻璃連接到玻璃上。這只是玻璃激光焊接在量產上許多可能的應用之一。
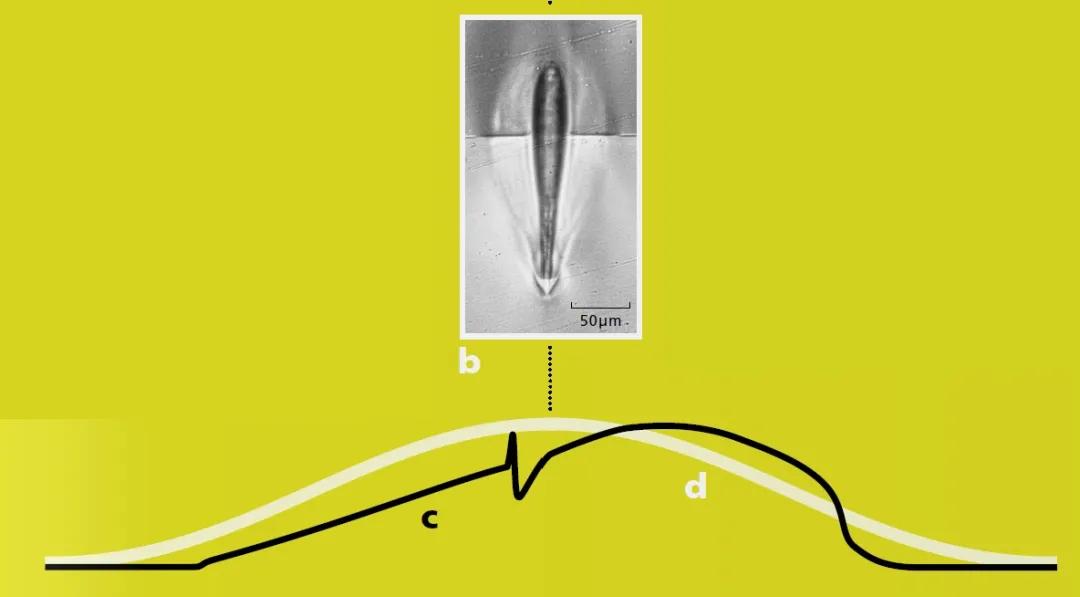
焊接過程中的自動化質量控制如何工作 (a):對于焊縫中的每個焊點(b),系統會測量和評估工藝輻射(c)。該輻射曲線越接近焊接過程(d)的歸一化激光能量曲線,則連結連接越好。焊縫的整體質量取決于評級為“好”(黑色)焊縫點的數量和分布情況。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

