






利用激光進(jìn)行板材的切割正逐漸在加工行業(yè)普及,大多數(shù)用戶對(duì)切口及斷面的四個(gè)衡量指標(biāo)(切口的寬度/切縫、切口的傾角、切口的塌角量、切割面的粗糙度)比較熟悉,但對(duì)其他質(zhì)量指標(biāo)卻很少注意或知之甚少。切割的質(zhì)量要求不僅只是切口的質(zhì)量,其他方面也有一定的要求,主要從切割斷面、切割形狀及精度、金屬組織及強(qiáng)度三個(gè)方面來衡量。筆者根據(jù)多年的經(jīng)驗(yàn)對(duì)切割質(zhì)量的評(píng)價(jià)項(xiàng)目的三個(gè)方面予以分析,希望對(duì)同仁有所幫助。
切割斷面
切割斷面作為切割質(zhì)量的評(píng)價(jià)標(biāo)準(zhǔn)之一,主要以斷面粗糙度、掛渣、下拉線、變色、缺口作為重要的參考指標(biāo)(表1)。常見的缺陷(表2)有自然/異常燃燒、低速/高速掛渣、未割透等現(xiàn)象,這些現(xiàn)象產(chǎn)生的原因主要與機(jī)床輸出功率、氣體純度、材料表面狀態(tài)等有關(guān)(表3)。本文通過舉例說明粗糙度的具體表現(xiàn)形式(表4)和對(duì)厚度為t=10mm的304不銹鋼進(jìn)行N2切割時(shí)的表面粗糙度(表5),來闡述切割過程中各種情形下的粗糙度。某一種斷面的粗糙度還分為上、中、下三個(gè)部分,比如:厚度為t=12mm的碳鋼板在進(jìn)行O2切割時(shí),切割斷面上部Ru達(dá)12~13μm、中部Rm達(dá)19~20μm、下部Rl達(dá)25~26μm。一般情況下使用高頻率脈沖低速切割的效果比CW(連續(xù)波)高速切割要好,較易獲得好的切割斷面粗糙度,切割尖角效果見圖1。
表1 切割斷面

表2 切割斷面的表現(xiàn)形式
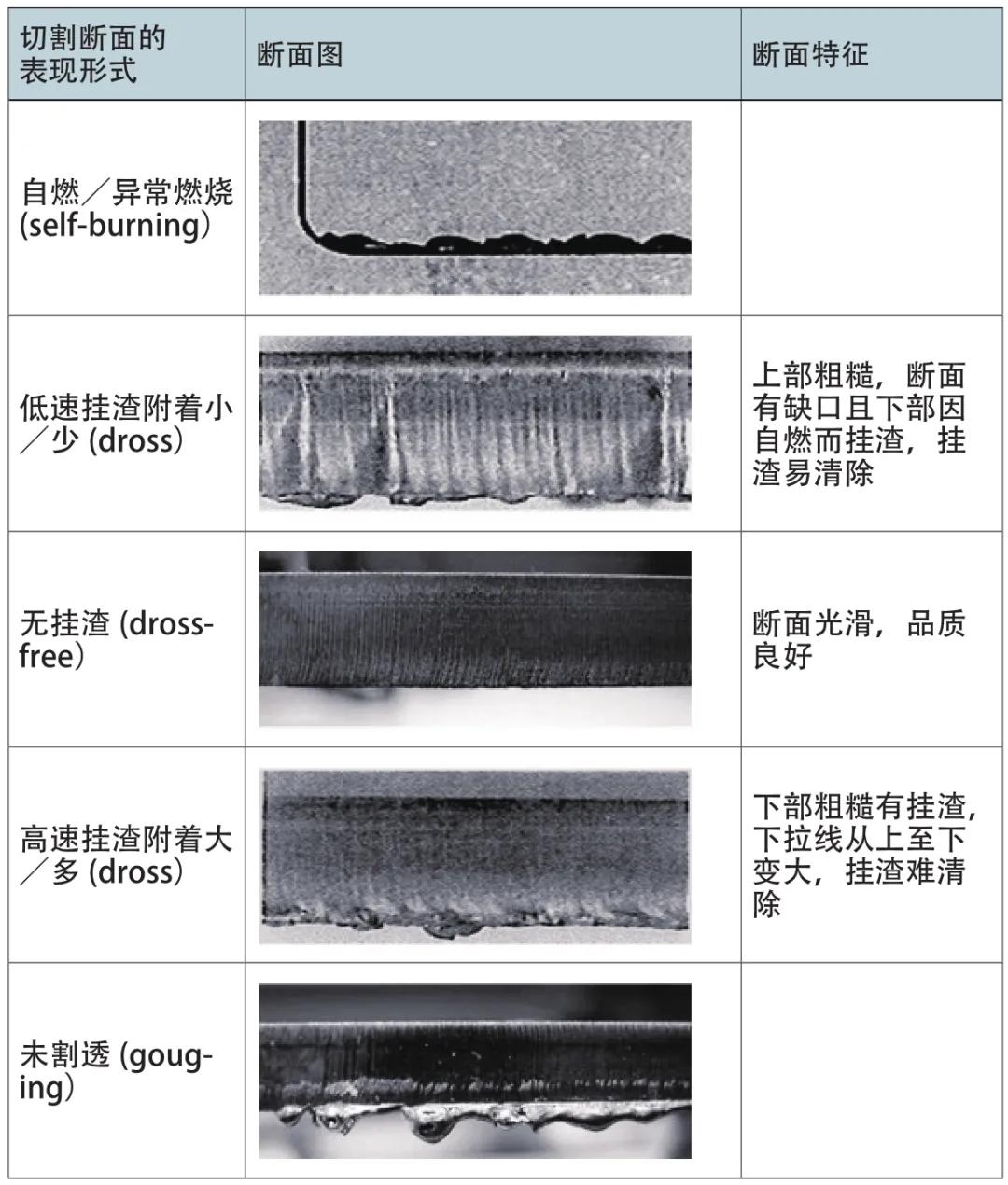
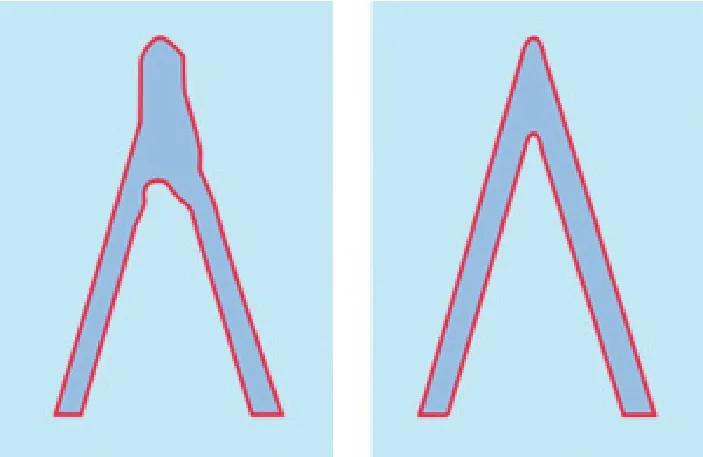
圖1 CW切割和高頻率脈沖(pulse)切割的尖角效果
表3 斷面缺口說明
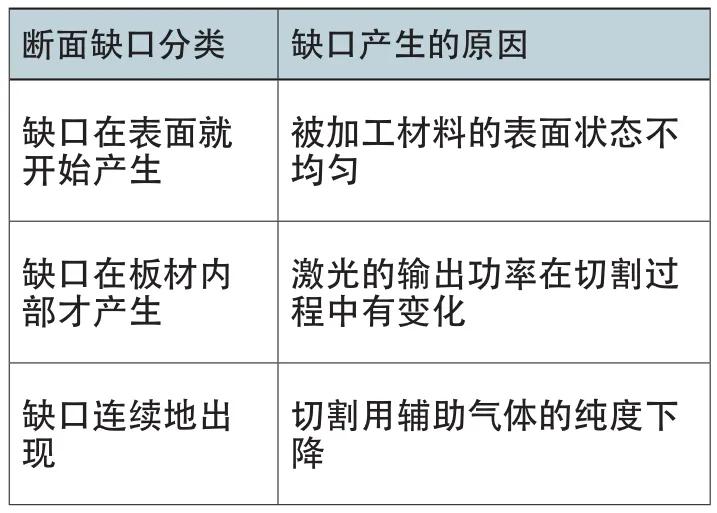
表4 表面粗糙度說明

表5 厚度為t=10mm的304不銹鋼進(jìn)行N2切割

切割形狀及精度
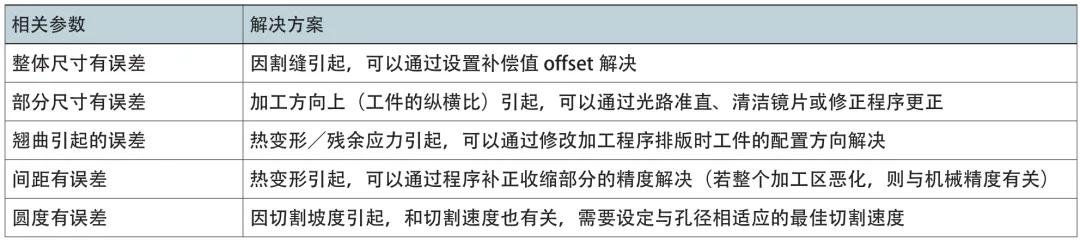
在利用激光進(jìn)行切割過程中,可能遇到各種各樣的切割形狀,切割過程中對(duì)于切割產(chǎn)生的割縫、坡度、輪廓、直角度、熔損、變形量及斷面上、下塌角都要做一系列評(píng)價(jià)標(biāo)準(zhǔn)(表6),通過這些評(píng)價(jià)標(biāo)準(zhǔn)我們可以很好的評(píng)價(jià)斷面的切割質(zhì)量。表7、表8、表9對(duì)于具體的一些精度評(píng)價(jià)進(jìn)行了說明。
表6 切割形狀及精度
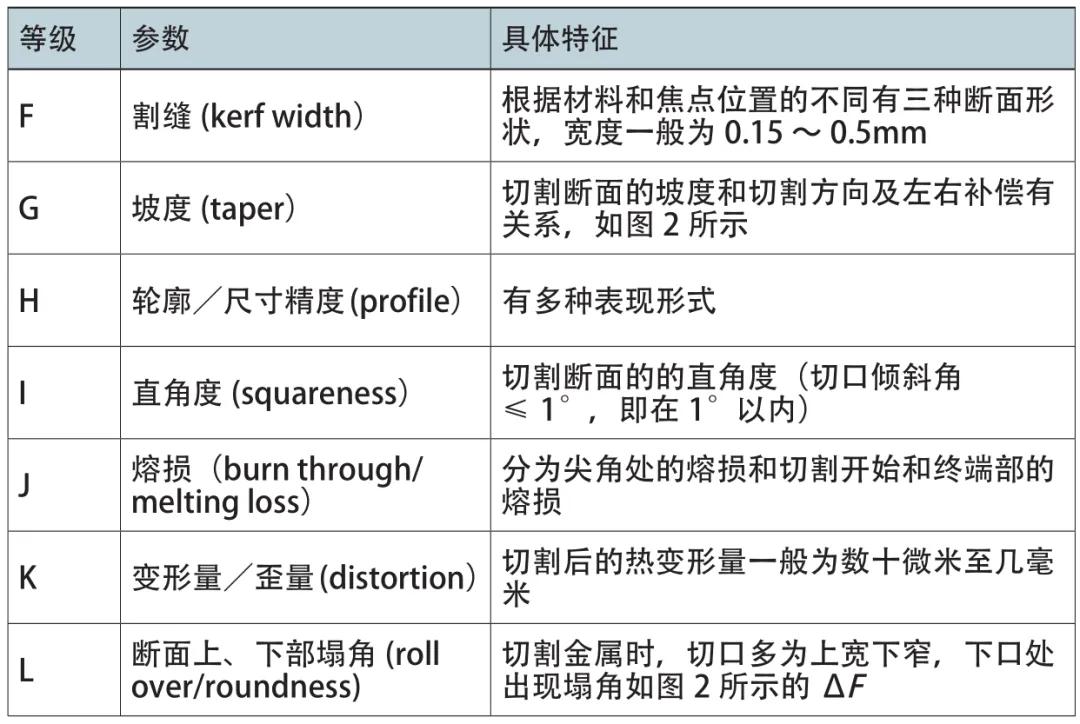
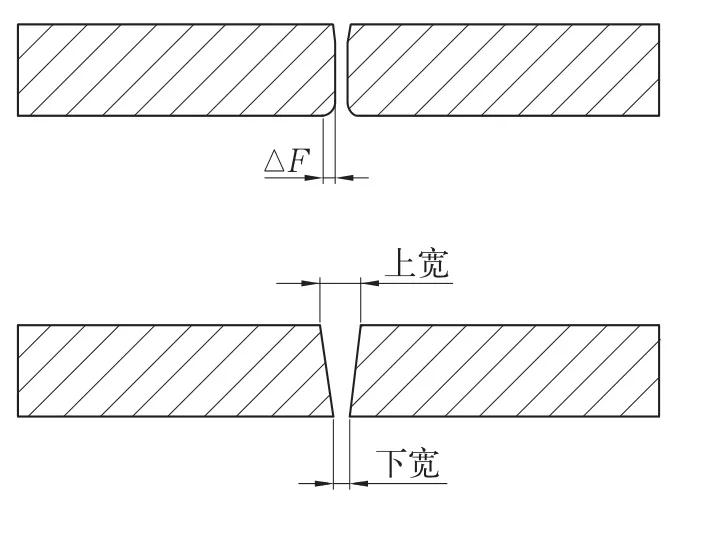
圖2 切口狀態(tài)的圖例
表7 加工精度說明

表8 尺寸精度說明
下面對(duì)一些具體的案例做一些說明,比如:切割薄板長且窄的工件及切割參數(shù)設(shè)定不當(dāng)時(shí),易發(fā)生熱變形的現(xiàn)象,即工件在某一方向發(fā)生歪量,如圖3所示。這種缺陷可通過以下幾種方式改善:⑴對(duì)于長且窄(縱橫比大)及小尺寸工件可通過添加微焊接的方式改善;⑵添加微焊接和改變穿孔(piercing)位置/類型;⑶采用低熱量加工條件及改變切割路徑。
表9 熔損說明
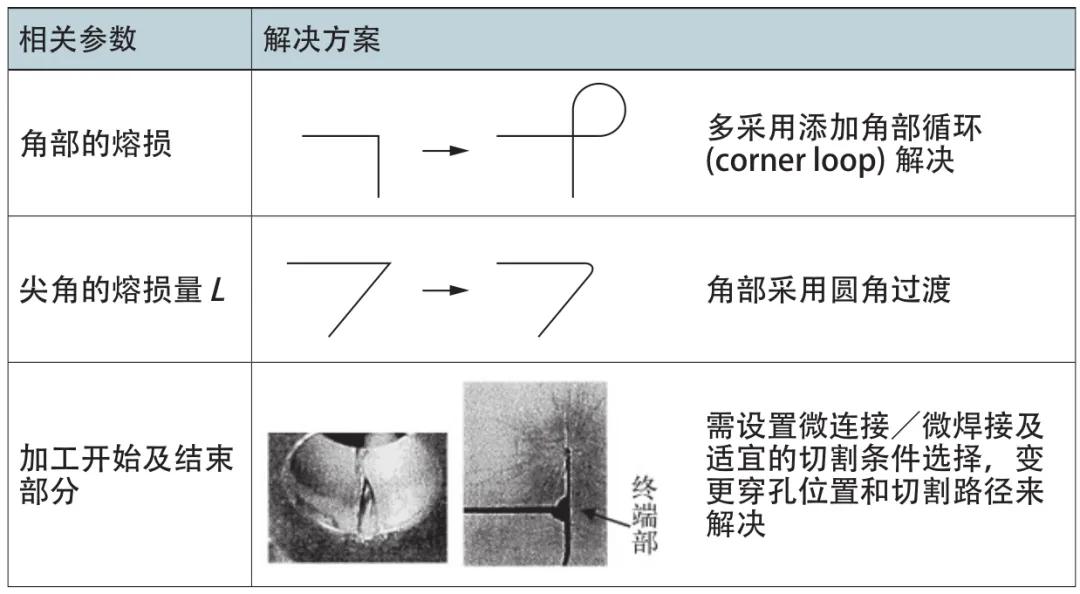
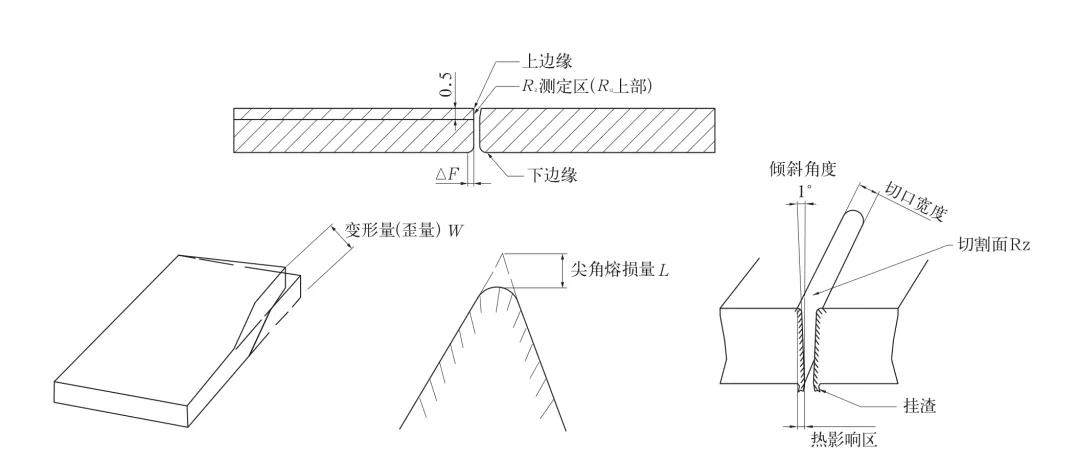
圖3 各種切割現(xiàn)象的圖例
金屬組織及強(qiáng)度
金屬的組織及強(qiáng)度,作為一種內(nèi)在的現(xiàn)象,對(duì)于切割成良好的零部件具有重要的意義,常見的參考的參數(shù)有氧化度、熱影響區(qū)、內(nèi)部龜裂度、再凝固程度等,見表10。合肥二宮機(jī)械有限公司通過長年總結(jié),整理出了常見的金屬連續(xù)切割過程中的不良現(xiàn)象及解決方案,見表11。
為了更好地說明金屬切割過程中,發(fā)生切割不良現(xiàn)象時(shí)的解決辦法。以t=12mm的Q235號(hào)鋼(SS400)的O2切割為例說明各種切割斷面及其解決方案:如圖4所示為良好的切割斷面圖,只有合適的焦點(diǎn)位置、適當(dāng)?shù)那懈钏俣取⒄_的功率和頻率、適當(dāng)?shù)呢?fù)荷、正確的噴嘴間隙、合適的氣體壓力才能切割出如此完美的切割斷面;如圖5所示為過燒且切縫寬的切割斷面,這種斷面需要采取降低焦點(diǎn)、降低輔助氣體壓力、提高切割速度或降低負(fù)荷(duty)、給拐角一個(gè)大些的R半徑、調(diào)整適當(dāng)?shù)倪吔菙?shù)據(jù)(edge-data)、使材料冷卻等措施來獲得完美斷面;當(dāng)切割斷面有缺口時(shí),這種斷面需要采取降低焦點(diǎn)、降低輔助氣體壓力、提高切割速度或降低負(fù)荷、降低頻率(Hz)、使用質(zhì)量更好的材料等措施來獲取良好的斷面;當(dāng)切割斷面上部很粗糙時(shí),這種斷面需采取稍微降低焦點(diǎn)、降低輔助氣體壓力、提高切割速度或降低負(fù)荷等措施來獲取良好的斷面;當(dāng)切斷面良好,但有點(diǎn)滴狀掛渣(易去除時(shí),這種斷面需采取稍微降低焦點(diǎn)、提高輔助氣體壓力、降低切割速度或提高負(fù)荷等措施來獲取良好的斷面;當(dāng)切斷面下部粗糙,且有尖銳狀掛渣(不易去除)時(shí),這種斷面需采取稍微降低焦點(diǎn)、提高輔助氣體壓力、降低切割速度或提高負(fù)荷、使用更純的輔助氣體等措施來獲取良好的斷面;當(dāng)整個(gè)切斷面都粗糙,但沒有掛渣時(shí),這種斷面需采取稍微提高焦點(diǎn)、降低輔助氣體壓力、降低切割速度或提高負(fù)荷、降低頻率、使用合適的噴嘴、使用表面平滑均勻的材料等措施來獲取良好的斷面;當(dāng)整個(gè)部件切斷面只在一邊上有掛渣,且遠(yuǎn)點(diǎn)和近點(diǎn)不同時(shí),這種切割斷面需采取使用合適的噴嘴、檢查噴嘴的中心、檢查Z軸的光束垂直度、檢查焦點(diǎn)的位置、進(jìn)行外光路的準(zhǔn)直和調(diào)整、檢查加工透鏡和輸出功率等措施來獲取良好的斷面。
表10 金屬組織及強(qiáng)度
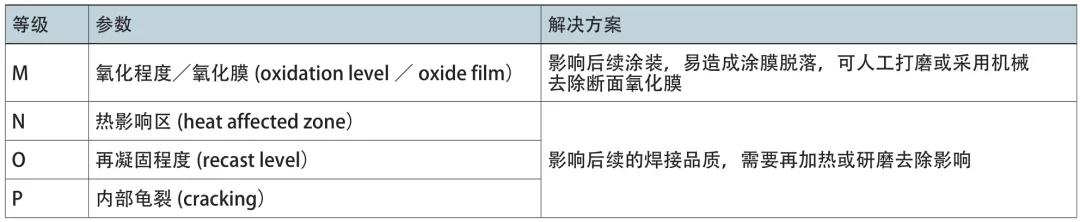
表11 在進(jìn)行連續(xù)切割加工時(shí)的注意事項(xiàng)
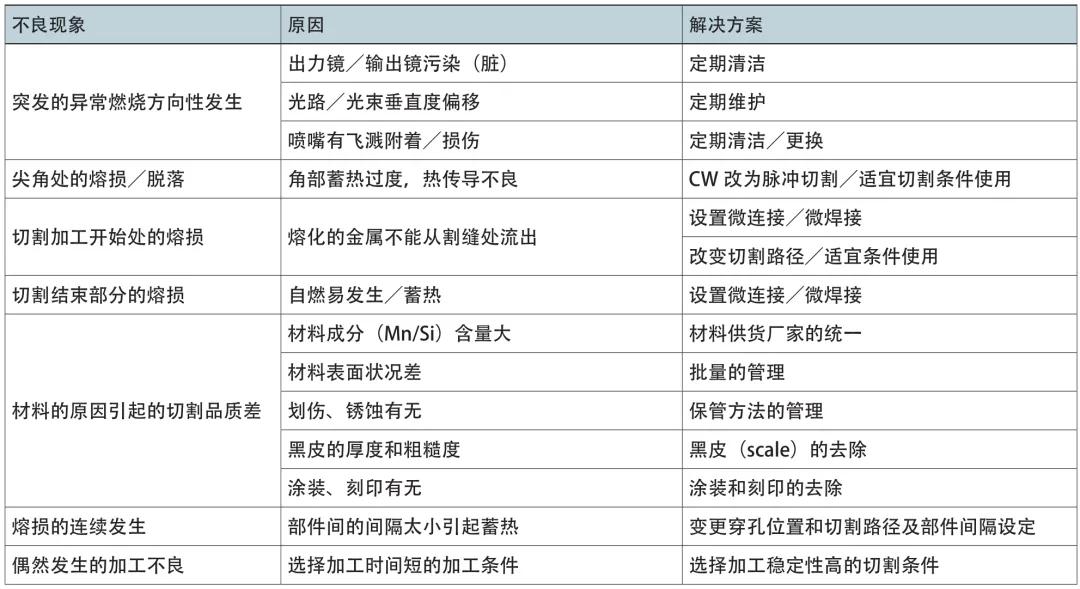

圖4 良好的切割斷面

圖5 過燒且切縫寬的斷面
結(jié)束語
目前,鈑金加工行業(yè)雖然處于疲軟狀態(tài),但此形勢(shì)會(huì)篩選出優(yōu)質(zhì)企業(yè)。企業(yè)要想在激烈的競(jìng)爭(zhēng)中取勝,如何更好地降低成本,充分利用設(shè)備,是當(dāng)前應(yīng)該研究的話題。只有不斷地進(jìn)行精益生產(chǎn)和持續(xù)改進(jìn),才能在激烈的市場(chǎng)競(jìng)爭(zhēng)中取勝。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀
























 關(guān)注我們
關(guān)注我們

