






作者:金榮植,特邀專家
來源:《金屬加工(熱加工)》雜志,江蘇激光聯盟陳長軍轉載
目前,隨著高精密加工中心(MC)、數控機床(CNC機床)、柔性加工單元(FMC車床)等的日益應用,對機床零件的加工精度、尺寸精度保持性及使用壽命要求進一步提高,先進的激光淬火等技術的應用,可使機床零件(如導軌、齒輪、主軸等)的質量得到很大提高。
激光淬火技術
(1)激光淬火(LHT)及其特點
隨著20世紀70年代中期大功率激光器的問世并投入工業生產,激光加工技術得到迅速發展。激光淬火是其中研究最早、應用面最廣、技術最為成熟的激光表面改性技術。圖1為激光熱處理示意。
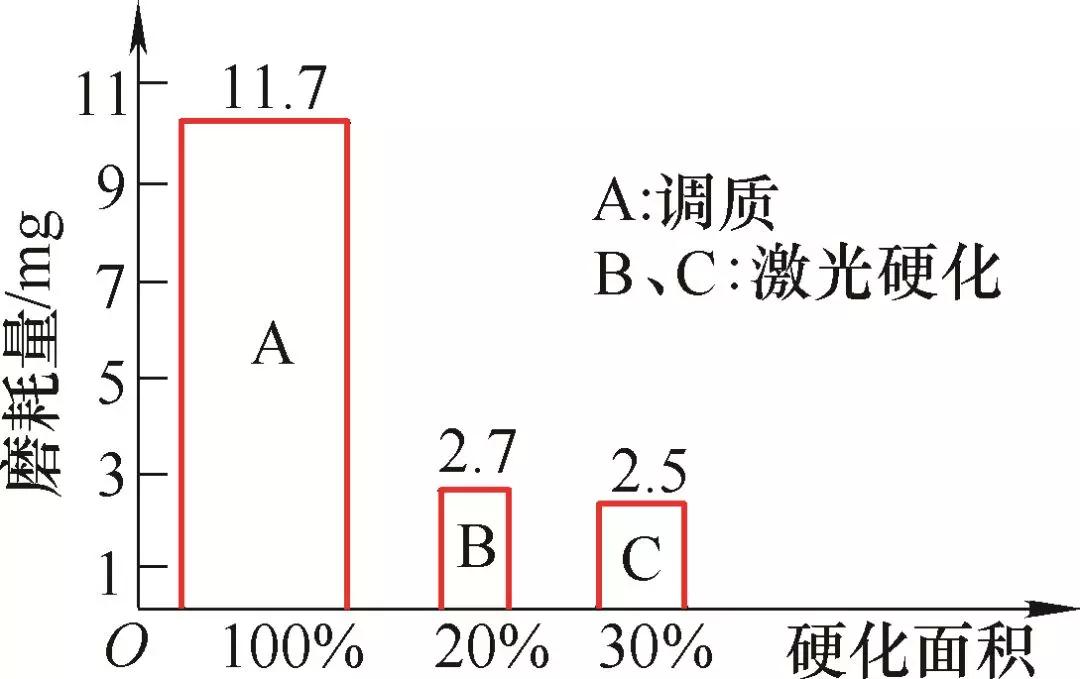
圖1 激光熱處理示意
激光淬火,又稱激光相變硬化,它是以功率密度<104W/cm2的激光束輻照經預處理的工件,從而使工件表面以105~106℃/s加熱溫度迅速上升至相變點以上,在組織奧氏體化、奧氏體晶粒未來得及長大的情況下,一旦激光停止照射,通過基體的自身熱傳導作用迅速冷卻(冷卻速度可達104~106℃/s),實現自激淬火,形成表面相變硬化層。
與普通淬火相比,激光淬火后淬硬層組織細化,硬度普遍提高15%~20%,耐磨性能提高1~10倍;淬火后表面產生約4000MPa的殘余壓應力,使表層強度及抗疲勞性能得到明顯改善;由于激光加熱、淬火速度極快,硬化層薄(0.3~0.5mm),熱影響區小,故淬火畸變微小;因自冷淬火,無淬火冷卻介質的污染。
(2)激光淬火適用范圍
激光淬火通常是對一些不要求整體淬火,尺寸精度要求較高,或采用其他方法難以處理,以及形狀復雜或需進一步提高硬度、耐磨性等性能的工件表面硬化處理。
(3)激光淬火設備
通常包括產生激光束的激光器(CO2激光器、YAG激光器),引導光束傳輸的導光聚焦系統(光閘、可見光同軸瞄準、光束傳輸及轉向、聚焦等裝置),承載工件并使其運動的激光加工機(二維、多維的自動或數控加工機床等),以及其他輔助裝置(屏蔽裝置、對準裝置等)。
(4)激光淬火材料
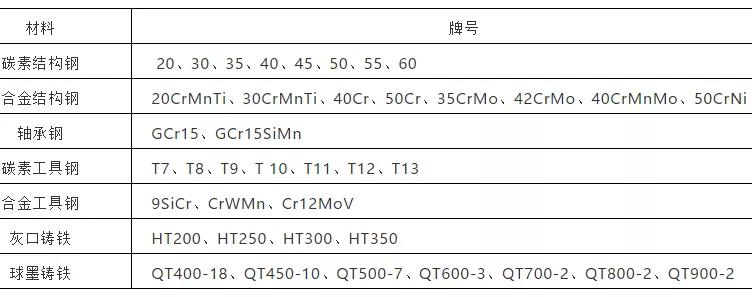
激光淬火常用材料見表1。
表1 激光淬火常用材料
(5)表面預處理
為增強工件對激光輻射能量的吸收,在激光淬火前需在其表面形成一層對激光有較高吸收能力的覆層,一般采用磷化處理或涂覆含有各種吸光物質的涂料(如粒度<1μm細石墨粉+丙烯酸樹脂+云母粉+丙酮;磷酸錳或磷酸鋅+磷酸;碳素墨水+磷酸錳)。
(6)激光淬火工藝參數(見表2)。
表2 激光淬火工藝參數
項目
要求
激光器功率/kW
0.1~10
光斑功率密度/(W·cm-2)
1000~10000,常用1000~6000
掃描速度/(mm·min-1)
300~750
光束擺動寬度/ mm
5~20
光束射入角度(°)
<45
搭接系數
5%~20%
(7)幾種材料激光淬火工藝參數及效果(見表3)。
表3 幾種材料激光淬火工藝參數及效果
(8)幾種材料的激光淬火層組織(見表4)。
表4 幾種材料的激光淬火層組織
(9)激光淬火質量要求及檢測
按GB/T18683—2002《鋼鐵件激光表面淬火》標準執行。
激光淬火技術在機床零件上的應用
1.數控機床電主軸激光淬火技術應用
實例 數控機床電主軸(見圖2),主軸轉速8~10× 10 5r/min,材料為40Cr鋼,先進行調質處理,激光淬火后的安裝軸承處及主要表面硬度為52~56HRC。
圖2 數控機床主軸簡圖
(1)主軸及隨機附帶4個試樣,試樣直徑80mm,壁厚20mm,兩端磨平。在采用CO2激光器進行激光硬化前,分別在主軸和試樣表面上涂覆一層特別涂料,以增加對激光的吸收。
(2)用5kW的C O 2橫流式激光器對主軸及試樣進行激光淬火,其輸出功率P=1800~2000W,掃描速度v=5mm/s,機床轉速n=30r/min,掃描寬度2~3.5mm。并采用微機控制淬火機床(工作臺),配備靈活通用的工裝夾具,固定淬火工件作平行移動、轉動或合成運動。圖3為機床主軸激光淬火示意。
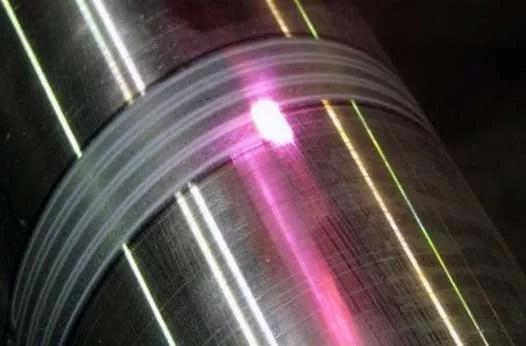
圖3 機床主軸激光淬火示意
(3)激光淬火化后的主軸及試樣檢驗 淬硬層深度0.5~1.2mm;表面淬火硬度60~66HRC;組織為最外層極細馬氏體+少量殘留奧氏體,過渡層馬氏體+鐵素體+滲碳體,內層為原始組織,即回火索氏體。
表5為40Cr鋼激光淬火與常規熱處理后相對耐磨性比較。圖4為40Cr鋼激光淬火與調質處理耐磨性比較。通過結果可知,機床主軸經激光淬火后,主軸磨損量比普通的40Cr鋼調質處理的磨量少77%~79%。
表5 40Cr鋼激光淬火與常規熱處理后相對耐磨性比較
處理方法
硬度HRC
相對耐磨性
對磨材料
調質
54~60
0.98
鑄鐵
調質 + 激光淬火
60~66
1.78
鑄鐵
圖4 40Cr鋼激光淬火與調質處理耐磨性比較
2.數控機床鑲鋼導軌的激光淬火技術應用
實例 數控機床鑲鋼導軌,材料為45鋼,要求激光淬火。
(1)預備熱處理
導軌經鍛造后,進行常規的正火及調質處理,以細化晶粒,改善組織結構,降低內應力,并為后續激光淬火做好組織準備。
(2)激光淬火設備及工藝參數
采用國產31.5kW二氧化碳激光器及激光加工機床,激光輸出功率P=900W,光斑直徑為4mm,離焦量d=240mm,掃描速度v=10m/s。
經上述工藝處理后的導軌,淬火區淬硬層深度為0.58mm,硬化帶寬為4.47mm,硬化層組織為細針狀馬氏體+部分殘留奧氏體,表面硬度為724~797HV0.1,相當于61~64HRC。
(3)磨損試驗
磨損試驗結果表明,當激光掃描淬火花紋為45°斜線(與導軌棱邊成45°斜線,見圖5),(棱形)硬化面積為40%時,導軌耐磨性高。
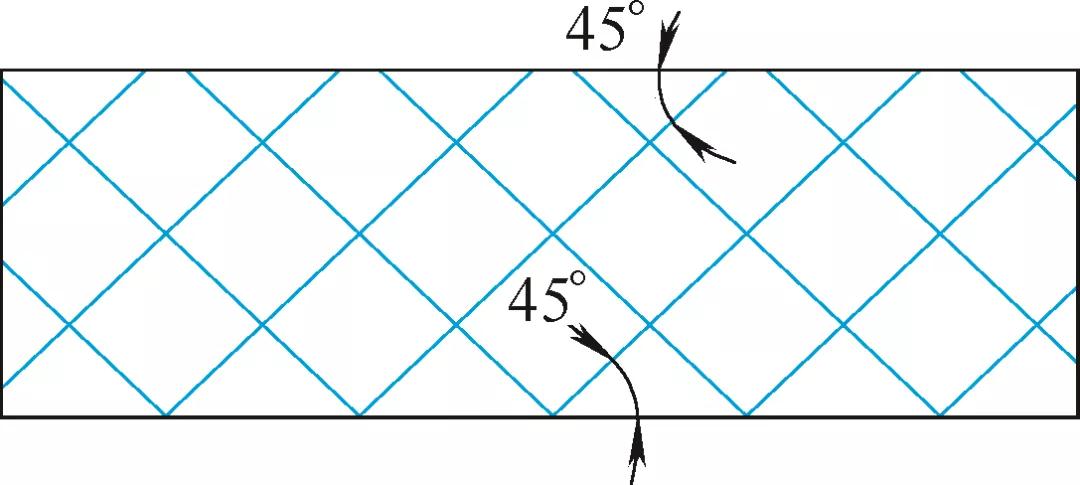
圖5 激光掃描淬火花紋示意
(4)導軌畸變
導軌采用上述激光淬火花紋、硬化面積及激光淬火工藝參數,在如圖6所示的機床導軌的四個面均進行相同條件的激光淬火處理。激光淬火最大畸變(中間位置)-0.11mm(經低溫時效),而整體淬火最大畸變(中間位置)0.20mm。結果表明,導軌經激光淬火后的畸變遠小于整體淬火或感應淬火。
圖6 數控機床導軌示意
3.機床離合器聯結、花鍵套、磁軛和齒環的激光淬火技術應用
機床離合器聯結、花鍵套、磁軛和齒環等經激光淬火后,其質量明顯優于普通鹽浴或感應淬火,解決了聯結爪部工作面硬度低、卡爪內側畸變大,花鍵套鍵側面硬度低、內孔畸變超差、小孔處開裂,磁軛和齒環滲碳淬火畸變大、發生斷齒、兩者嚙合不良、傳遞力矩不足及發生打滑等缺陷。
實例1 電磁離合器聯結(見圖7),材料為45鋼,技術要求:硬度≥55HRC,淬硬層深度≥0.3mm,爪部直徑畸變≤0.1mm,硬化面積≥80%。
圖7 電磁離合器聯結
(1)工藝流程
全部機械加工后,在數控激光熱處理機上自動進行六個爪的12個側面激光掃描淬火。
(2)激光淬火工藝
激光輸出功率P=1000W,透鏡焦距f=350mm,離焦量d=59mm,掃描速度v=1000mm/min,生產節拍t=45s/件。
(3)檢驗結果
硬度為57~60HRC,淬硬層深度0.3~0.6mm,直徑畸變≤±0.03mm,爪側面100%淬硬。
實例2 花鍵套(見圖8),材料為45鋼,技術要求:硬度≥55HRC,個別點允許≥50HRC,淬硬層深度≥0.3mm,內徑畸變≤0.05mm,硬化面積≥80%。

圖8 花鍵套
(1)工藝流程
全部機械加工后,在數控激光熱處理機上自動進行六個花鍵的12個側面激光掃描淬火。
(2)激光淬火工藝
激光輸出功率P=1000W,透鏡焦距f=350mm,離焦量d=59mm,掃描速度v=1200mm/min。
(3)檢驗結果
硬度為55~63HRC,淬硬層深度0.3~0.5mm,直徑畸變為0~0.03mm。
實例3 機床牙嵌電磁離合器上磁軛及齒環(見圖9),材料為20、45、20CrMnTi、42CrMo鋼,要求激光淬火。

圖9 牙嵌式電磁離合器的磁軛和齒環
(1)設備
使用激光淬火設備是由數控激光熱處理機和C O 2激光器組成。數控激光熱處理機使用日本數控系統,淬火全過程均由微機控制完成。淬火機床最高運動速度為100m/min。
激光器采用橫流連續C O 2激光器。輸出模式為高階模,輸出額定功率1500W,最大輸出功率2000W,輸出光斑直徑為25mm。
(2)工裝夾具
設計牙嵌電磁離合器上磁軛和齒環工裝夾具。
1)數控分度轉臺。由定位控制板、速度控制單元、直流伺服電機與立臥式回轉工作臺組成。整個加工過程實現了程序化、自動化。
2)永磁式卡盤及胎具的設計。為了便于磁軛及齒環的裝卡,設計并制造永磁式卡盤。
(3)齒環的激光淬火
齒環齒高0.6mm,齒頂寬0.8mm,齒底寬0.4mm。為保證齒頂與齒底吸收激光光束效率保持一致性,采用加熱噴涂工藝,使齒部激光淬火專用涂料的涂層厚度保持一致。
采用激光圓環形光束技術,圓環形光斑額定直徑為8mm,環帶額定寬度為2mm,以獲得均勻的圓環層深度。
針對齒部設計一套環形光斑淬火通道,避免工件表面熔化,縮小齒部兩側加熱的不均勻性,保證齒間齒根部淬硬帶的連貫性。
表6為幾種材料的激光淬火工藝參數與結果。
表6 幾種材料的激光淬火工藝參數與結果
注:掃描速度是指激光淬火時工件旋轉時齒中心的線速度。
(4)典型應用
牙嵌的磁離合器,基體厚度7mm,外徑116mm,齒高0.45mm,整個齒寬為8mm,在齒部中間有銅材。原采用高頻淬火方法,因工件較薄(厚度7mm),工件畸變較大,最大畸變量達0.5mm,齒部嚙合面積僅達到30%,且齒部脆性高、打滑等現象嚴重,扭矩達不到技術要求。
改用激光淬火,排除了因銅材與42CrMo鋼兩種材料吸光率不同造成對淬火效果的影響,激光淬火后的金相組織為針狀馬氏體和部分板條狀馬氏體,解決了淬硬層差、齒頂熔化、畸變大等問題,獲得了良好的淬火效果。
4.齒輪的激光淬火技術應用
我國從20世紀80年代就開始齒輪激光淬火的研究,同時研制出了多種激光淬火設備,通過多年的發展和成功實踐,克服了傳統熱處理的一些缺點,達到齒輪成本與表面高性能、微畸變的最佳組合,現已成為一項實用并極有發展前景的新型表面強化技術。
(1)齒輪激光設備
橫流C O 2激光器1臺,專用配套冷水機組1套,數控加工機床1臺,光路系統1套。圖10為齒輪激光淬火。
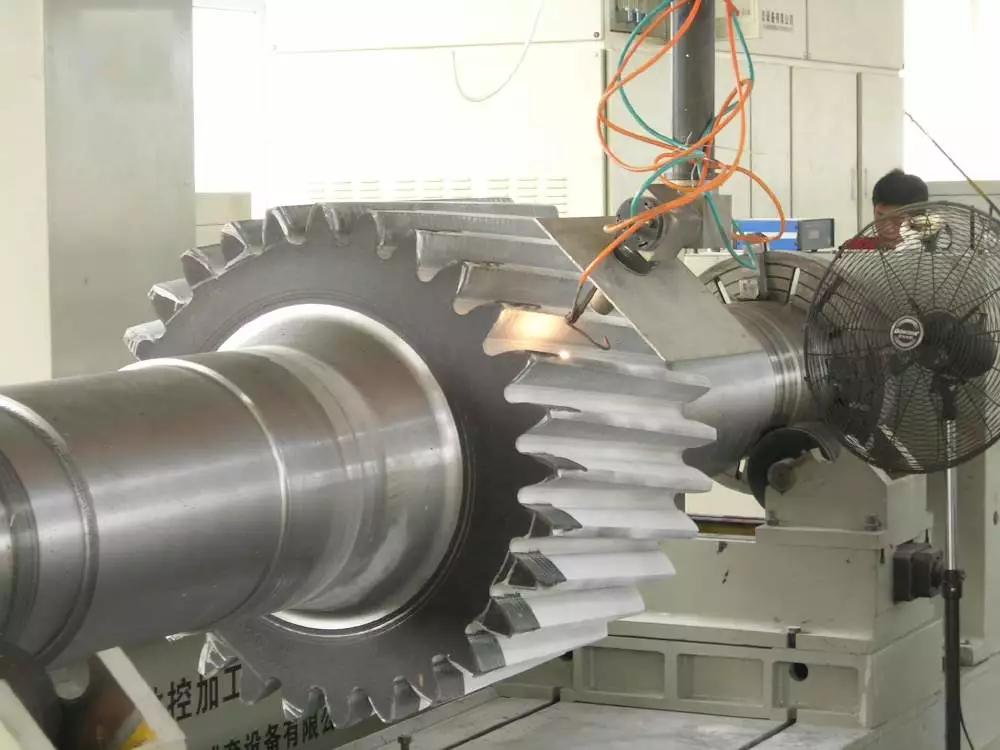
圖10 齒輪激光淬火
(2)齒輪的激光淬火技術應用實例。
實例 齒輪,材料為30CrMnTi鋼,齒面激光淬火后要求:齒面畸變小,表面光潔,不需磨齒。
1)齒面激光淬火工藝參數(見表7)。
表7 齒面激光淬火工藝參數
工藝參數
強化齒頂部
強化齒根部
激光輸出功率/W
1000
1020
光斑直徑/mm
4.2
4.2
光斑移動速度/mm·s-1
20
20
入射角(°)
80
62
透鏡焦距/mm
112
112
齒面離焦量/mm
8
8
激光器真空度/kPa
13.33
13.33
2)檢驗。齒面激光淬火后,表層組織由索氏體轉變為細密的針狀馬氏體,硬度在870HV左右。硬化層深度約0.6~0.7mm。齒面接觸疲勞極限由淬火前的1024MPa提高至1323MPa,強化效果明顯。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

