






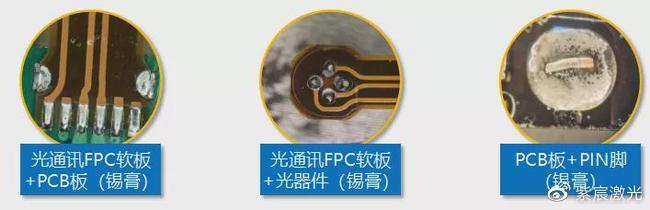
隨著IC芯片設計水平及封裝技術的提高,SMT正朝著高穩定性、高集成度的微型化方向發展,傳統的烙鐵焊已無法滿足其生產技術需求。單件元器件引腳數目不斷增加,集成電路QFP元件的引腳間距也不斷縮小,并朝著更精密的方向發展。作為彌補傳統焊接方式不足的新型焊接工藝,非接觸式激光錫焊技術以其高精度、高效率和高可靠性等優點正逐步替代傳統烙鐵焊,已成為不可逆轉的趨勢。
紫宸激光錫焊是利用激光熱效應完成錫材融化,實現電子器件PCB/FPCB等精密焊接過程。激光焊接的激光光源主要為半導體光源(915nm)。半導體光源屬于近紅外波段,具有良好的熱效應,且其光束均勻性與激光能量的持續性,對于焊盤的均勻加熱、快速升溫效果顯著,焊接效率高。
激光錫焊的焊接方式
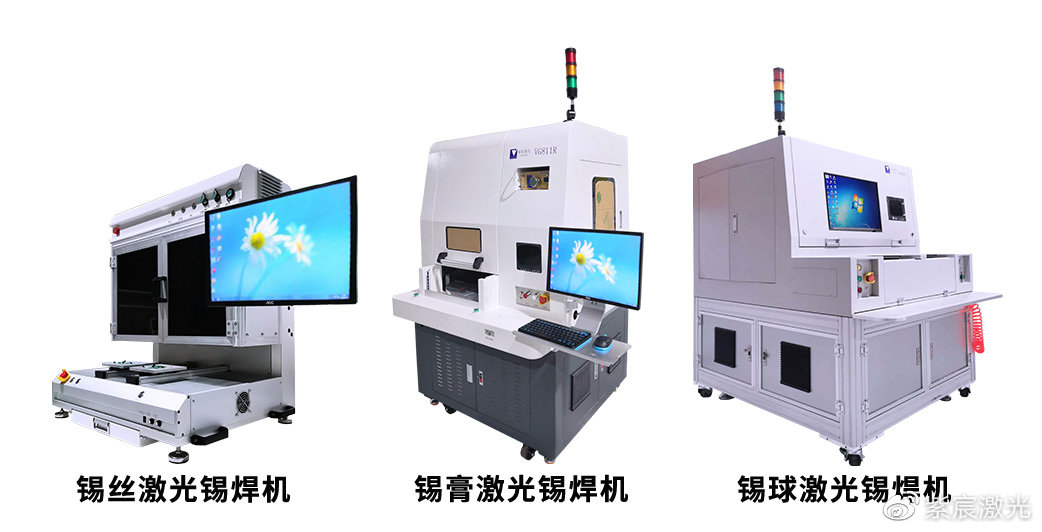
激光錫焊焊接適合于各種工業領域,針對不同尺寸與形狀的產品,紫宸激光可根據產品特性提供多種焊接方式。
送絲焊接
激光送絲焊接過程中,激光焊接頭或產品在多軸精密平臺的帶動下,完成單點送絲焊接或移動送絲焊接的過程。實現送絲焊接過程的自動化運行。
特點:點狀/環狀/橢圓激光;可通過焦距調整焊點大小;可快速編程切換產品。
錫膏焊接
紫宸激光錫膏焊接主要針對焊接較小的器件焊接,這類器件采用送絲焊接時難以保證錫量的一致性。焊接過程一般采用4軸平臺先點錫膏在激光焊接的方式,或采用6軸平臺實現錫膏焊接同步進行。
特點:點狀/環形/橢圓激光;可通過焦距調整焊點大小;精密產品焊接;可快速編程切換產品。
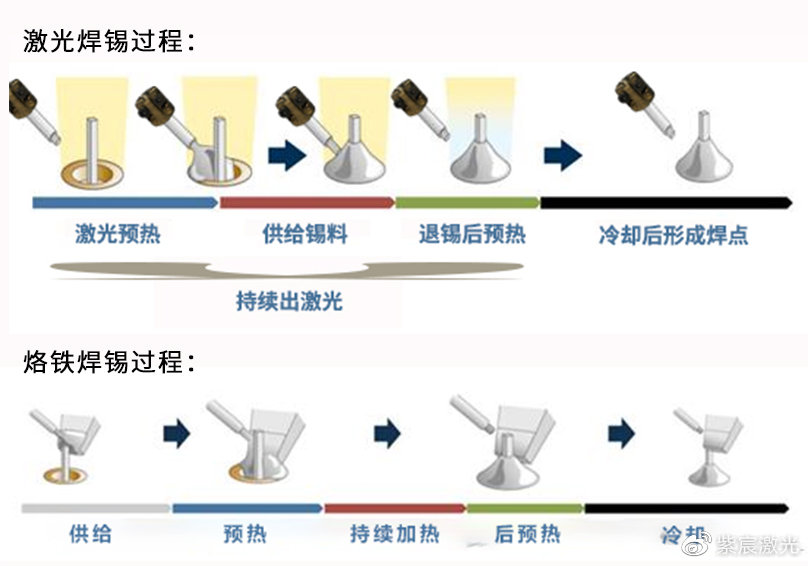
激光錫焊與烙鐵焊的區別
1、接觸方式的差異
烙鐵焊一般采用接觸式焊接,容易導致產品的表面刮損,焊接時烙鐵頭會給焊接工件帶來一定的壓力,造成焊點拉尖,同時存在傳輸風險。相比之下紫宸激光錫焊采用非接觸式的激光焊接,能較好的規避這些風險,既不會產品造成機械損傷,更不會對焊接元器件產生壓力。
2、適應性差異
在焊接一些表面比較復雜的工件時,烙鐵焊由于烙鐵頭和送絲裝置占用空間較大,工件表面的元器件極易與其發生干涉。而激光焊錫送絲裝置占用的空間較小,不易發生干涉現象。此外,紫宸激光焊錫的光斑大小可自動調節,能適應多種類型的焊點,可滿足更多產品的需求,而傳統的焊錫機則需更換或重新設計烙鐵頭。由此,激光焊錫的適應性更強。
3、對焊接元器件影響的差異
烙鐵焊焊接時一般是采用整板加熱,這無疑會對部分存在的熱敏元件產生不良影響,而紫宸激光焊錫過程中激光只對光斑所照射到的部分進行加熱,局部溫度上升較快,并能有效減小對焊點周圍器件的影響。
4、耗能耗材差異
從節材方面來看:在烙鐵焊焊接工藝中大都使用烙鐵頭提供所需能量,但隨著烙鐵頭的老化、磨損等使得溫度達不到焊接要求,同時接觸式焊接方式造成的烙鐵頭磨損嚴重,使得烙鐵頭需要頻繁清理、更換,增加焊接成本。而紫宸激光錫焊在以激光作為熱源,將錫材熔入焊件的縫隙使其連接,無設備耗材從而減少生產成本。
從節能方面來看:由于傳統烙鐵焊接工藝的加熱方式是整板加熱,會造成較多熱量的無意義損耗,加大電能的損耗;而紫宸激光錫焊焊接采取的局部加熱方式產生熱量消耗較小,可達到較好的節能效果。
5、加工精密度差異
由于傳統烙鐵焊接本身工藝的限制和控制方式的制約,送絲及焊接精度有限;而紫宸激光錫焊技術具快速加熱、快速冷特性可以在焊接時使產生的金屬化合物更均勻細小,焊點的力學性能更好。局部加熱更有利于在元器件密集及焊點密集的電路板上焊接受熱元器件和熱敏感元器件,并可以減少焊點間焊接后的橋連。
6、安全性能差異
非接觸的激光錫焊方式減少了松香的使用與助燃劑的殘留,減少有害煙塵、廢渣、廢料產生;紫宸激光激光錫焊已能夠實時精確地控制焊點溫度、防止燒板,并能大大降低了焊接工藝的調試難度,降低對操作人員的傷害。
紫宸激光溫控焊接頭主要特點
1.激光加工精度較高,光斑點徑最小0.1mm,可實現微間距貼裝器件,Chip部品的焊接。
2.短時間的局部加熱,對基板與周邊部件的熱影響最少,可根據元器件引線的類型實施不同的加熱規范獲得一致的焊接質量。
3.無烙鐵頭的消耗,不需要更換加熱器,實現高效率連續作業。
4.激光加工精度高,激光光斑可以達到微米級別,加工時間/功率程序控制,加工精度遠高于傳統烙鐵。可以在1mm以下的空間進行焊接。
5.六種光路同軸,CCD定位,所見即所得,不需要反復矯正視覺定位。
6.非接觸性加工,不存在接觸焊接導致的應力,無靜電。
7.激光為綠色能源,最潔凈的加工方式,無耗品,維護簡單,操作方便;
8.進行無鉛焊接時,無焊點裂紋。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

