激光熔覆在修復(fù)渦輪機(jī)和壓縮機(jī)軸方面越來(lái)越受歡迎。客戶對(duì)激光熔覆選項(xiàng)的需求增加也使越來(lái)越多的激光焊接供應(yīng)商樂(lè)于提供各種解決方案。
了解激光熔覆工藝的基本能力、局限性和潛在缺陷,以及該工藝怎么才能合格并確保激光焊接修復(fù)滿足給定應(yīng)用的要求變得尤為重要。
與其它焊接工藝一樣,理想的結(jié)果是沉積物冶金性能良好,達(dá)到或超過(guò)最低應(yīng)用設(shè)計(jì)標(biāo)準(zhǔn)。填充材料合金的選擇、形式和輸送方法會(huì)對(duì)熔敷金屬的質(zhì)量和適用性產(chǎn)生重大影響。渦輪機(jī)械設(shè)備最關(guān)鍵的部件之一是轉(zhuǎn)子。這些精密組件以極高的速度旋轉(zhuǎn),并且必須在很長(zhǎng)的服務(wù)時(shí)間內(nèi)承受巨大的壓力。為了達(dá)到這種可靠性水平,制造商必須確保組件適合應(yīng)用。對(duì)成分、機(jī)械性能和加工的嚴(yán)格控制確保部件是合格的。這些檢查、驗(yàn)證和保障措施最大限度地延長(zhǎng)了使用壽命,同時(shí)最大限度地降低了災(zāi)難性故障的風(fēng)險(xiǎn)。但是,正常操作造成的磨損最終仍然會(huì)造成一定程度的損壞,需要維修或更換。累積的損壞通常是表面的,與更換整個(gè)轉(zhuǎn)子相比,維修提供了成本和時(shí)間優(yōu)勢(shì)。典型的修復(fù)工藝包括噴涂、電鍍、電弧焊、等離子焊和激光焊。這些工藝各有優(yōu)缺點(diǎn),這取決于各種因素,包括損壞的位置和程度、操作條件、服務(wù)環(huán)境、基材和所需的修復(fù)材料以及客戶接受度。Elliott集團(tuán)材料工程師Michael W.Kuper博士和該集團(tuán)四級(jí)材料工程焊接工程師Michael J.Metzmier共同撰寫了一篇研究論文,特別關(guān)注了激光焊接修復(fù)以及激光焊接工藝如何有益于壓縮機(jī)和渦輪機(jī)軸修復(fù),包括需要解決的問(wèn)題。論文還對(duì)最常維修的軸區(qū)域及在該區(qū)域進(jìn)行激光焊接的相關(guān)風(fēng)險(xiǎn),以及評(píng)定程序所需的測(cè)試類型等內(nèi)容展開(kāi)討論。
《激光制造商情》小編特此編譯該論文以饗讀者。開(kāi)始之前先看看相關(guān)的命名法:HAZ=熱影響區(qū);LBW=激光束焊接;LBW-P=激光束焊接(粉末填充金屬);LBW-W=激光束焊接(焊絲金屬);PWHT=焊后熱處理;SAW=埋弧焊;WPS=焊接工藝規(guī)范。
1.激光束焊接(LBW)
在激光束焊接 (LBW) 出現(xiàn)之前,最常見(jiàn)的軸修復(fù)工藝是埋弧焊 (SAW)——該工藝堅(jiān)固耐用且熔敷率高,但是,該工藝涉及高熱輸入,這會(huì)導(dǎo)致軸變形和高殘余應(yīng)力。由于變形,SAW 修復(fù)往往需要從修復(fù)區(qū)域移除所有突出特征,重建這些特征,并進(jìn)行大量覆蓋以確保有足夠的機(jī)加工余量來(lái)恢復(fù)尺寸。此外,由于焊接產(chǎn)生的殘余應(yīng)力很高,在最終機(jī)加工之前,必須進(jìn)行焊后熱處理 (PWHT),這可以消除殘余應(yīng)力,從而最大限度地減少機(jī)加工過(guò)程中軸的變形。使用激光束可以進(jìn)行焊接(包括熔覆)、切割和熱處理。盡管 LBW 自 1970 年代就已存在,但技術(shù)的改進(jìn)和可承受性已經(jīng)擴(kuò)大了其工業(yè)應(yīng)用范圍,包括渦輪機(jī)械轉(zhuǎn)子修復(fù)。LBW 的主要優(yōu)點(diǎn)是:它是一種高能量密度工藝,能夠以非常低的熱輸入進(jìn)行焊接,從而最大限度地減少母材退化、限制熱影響區(qū) (HAZ) 的大小、殘余應(yīng)力和變形,同時(shí)還能實(shí)現(xiàn)非常快的焊接速度。同時(shí),較小的熱影響區(qū)(HAZ)也是有益的,因?yàn)榧?xì)小的軸體可能會(huì)因熔化過(guò)程中的熱量而產(chǎn)生有害的特性。這對(duì)于通常用于渦輪機(jī)轉(zhuǎn)子的調(diào)質(zhì)鋼(如淬火和回火鋼)等可熱處理合金尤為重要。激光焊接設(shè)置示例如圖1所示。除了低熱輸入外,LBW工藝還可以產(chǎn)生具有冶金結(jié)合的高質(zhì)量熔焊(無(wú)分層——涂層中可能會(huì)因附著力而發(fā)生分層),易于自動(dòng)化以實(shí)現(xiàn)一致性和可重復(fù)性,并且具有高幾何精度。例如,用于本研究的激光器的光斑尺寸范圍從用于小焊縫的直徑0.2毫米到用于更高沉積速率堆焊的直徑2.0毫米。為了利用LBW工藝的優(yōu)勢(shì),工藝能力必須與應(yīng)用相匹配,并且在實(shí)施 LBW轉(zhuǎn)子修復(fù)之前還必須探索下面其他注意事項(xiàng)。2.填充金屬的輸送
有兩種不同的激光焊接工藝。一種使用粉末基填充金屬(LBW-P),另一種使用線基填充金屬(LBW-W)。在LBW-P中,粉末通過(guò)管道和一個(gè)或多個(gè)噴嘴通過(guò)惰性氣體射流從送粉器輸送,惰性氣體將粉末輸送到熔池中。在LBW-W中,通過(guò)手動(dòng)或機(jī)械送絲機(jī)將焊絲送入熔池來(lái)輸送填充金屬。這兩種方法在冶金和輸送方面存在差異,在確定給定維修的最合適工藝時(shí)必須考慮這些差異。考慮到ASME BPVC(ASME鍋爐和壓力容器規(guī)范)中尚未考慮這些差異,這一點(diǎn)尤其正確。ASME BPVC第IX節(jié)表QW-264和QW-264.1涵蓋了用于激光束焊接的焊接工藝規(guī)范 (WPS) 的變量。基本變量包括與粉末填充金屬相關(guān)的細(xì)節(jié),包括粉末金屬尺寸、密度和進(jìn)料速度。但是,沒(méi)有提及填充焊絲參數(shù)。這表明當(dāng)前規(guī)范僅考慮基于粉末的激光焊接應(yīng)用。因此,程序鑒定也將僅與基于粉末的激光焊接相關(guān)。這就是為什么激光束焊接可能需要額外的程序鑒定要求的原因之一。3.激光源
多種激光源可用于激光焊接。本文重點(diǎn)介紹用于焊接Nd:YAG激光器和光纖激光器的兩種最常見(jiàn)的激光源。Nd:YAG激光器由摻釹釔鋁石榴石晶體組成,由氙閃光燈激發(fā)產(chǎn)生激光束,而光纖激光器由二極管陣列組成,激發(fā)摻雜稀土元素的光纖產(chǎn)生激光束。雖然這些激光源中的任何一個(gè)都可用于轉(zhuǎn)子修復(fù),但它們都需要權(quán)衡取舍,包括光束質(zhì)量、光束尺寸、光束頻率、壽命、成本和效率。選擇最好的激光器取決于應(yīng)用。如果重視ASME BPVC合規(guī)性,光纖激光器則是更好的選擇。其原因在于激光束的產(chǎn)生方式及其隨時(shí)間的穩(wěn)定性不同。在Nd:YAG激光器中,氙閃光燈燈泡會(huì)隨著時(shí)間的推移而退化,并隨著時(shí)間的推移變得更暗。調(diào)光燈泡導(dǎo)致Nd:YAG晶體的激發(fā)減弱,從而降低了產(chǎn)生的激光束的強(qiáng)度。結(jié)果導(dǎo)致給定激光設(shè)置的功率輸出會(huì)在閃光燈的整個(gè)使用壽命期間降低,盡管降低的速度可能是未知的。這對(duì)于合規(guī)性來(lái)說(shuō)是有問(wèn)題的——因?yàn)楦鶕?jù)ASME BPVC第IX節(jié)表QW-264,激光功率是一個(gè)關(guān)鍵變量,對(duì)于給定的焊接程序不能改變。對(duì)于Nd:YAG激光器來(lái)說(shuō),保證這點(diǎn)幾乎是不可能的,盡管規(guī)范中沒(méi)有提到這一點(diǎn)。與Nd:YAG源相比,光纖激光源沒(méi)有這個(gè)問(wèn)題,因?yàn)榧ぐl(fā)是由二極管執(zhí)行的。因此,在需要符合規(guī)范的情況下,光纖激光器非常優(yōu)越,而且可以說(shuō)是必要的。4.連續(xù)或脈沖激光
現(xiàn)在的一些激光系統(tǒng)能夠在脈沖模式和連續(xù)模式下運(yùn)行。使用脈沖激光的優(yōu)點(diǎn)是可以減少熱輸入,從而最大限度地減小HAZ的尺寸、殘余應(yīng)力量和變形量。除了一般優(yōu)點(diǎn)外,脈沖在特定情況下也很有用,例如在無(wú)法進(jìn)行PWHT的精加工零件上進(jìn)行焊接。這是因?yàn)槊}沖功率比連續(xù)功率具有更低的熱輸入。然而,脈沖激光操作主要限于LBW-W,因?yàn)長(zhǎng)BW-P系統(tǒng)使用連續(xù)功率操作最有效。這是因?yàn)樵诨诜勰┑膽?yīng)用中,粉末是連續(xù)輸送的,這會(huì)導(dǎo)致大量粉末浪費(fèi)或由于脈沖之間的熱量不足而導(dǎo)致未熔合。對(duì)于基于焊絲的系統(tǒng),送絲機(jī)由設(shè)備精確控制以保持穩(wěn)定的焊接條件。值得注意的是,作為獨(dú)立變量的焊接模式也會(huì)對(duì)焊接過(guò)程的沉積速率產(chǎn)生影響,但這在很大程度上取決于系統(tǒng)類型以及修復(fù)條件。總的來(lái)說(shuō),焊接模式的選擇應(yīng)基于填充金屬的類型,還應(yīng)基于修復(fù)類型和所需的焊接性能。
二、焊接工藝要素
1.焊縫設(shè)計(jì)
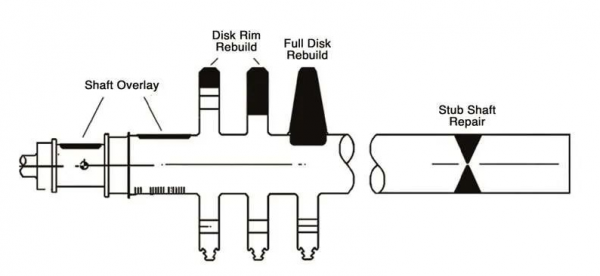
為了盡量減少潛在的缺陷,焊縫設(shè)計(jì)必須適合所用焊接系統(tǒng)的類型。基于焊絲的焊接系統(tǒng)通常比粉末系統(tǒng)更能容忍尖角和深槽。這是因?yàn)楹附z系統(tǒng)不需要?dú)怏w輸送系統(tǒng)來(lái)將填充材料輸送到焊接區(qū)。在基于粉末的焊接系統(tǒng)中,用于將粉末輸送到熔池的載氣中由基板幾何形狀(例如V形槽)引起的湍流會(huì)導(dǎo)致粉末輸送率低和屏蔽不良。粉末輸送率低會(huì)導(dǎo)致焊接效率低下和過(guò)多的熱量到達(dá)基材,而屏蔽不良會(huì)導(dǎo)致孔隙率和氧化物夾雜物的形成。此外,對(duì)于LBW-P,多余的未熔融粉末也會(huì)積聚在焊縫中。在這種松散的粉末上進(jìn)行焊接會(huì)導(dǎo)致嚴(yán)重的缺陷,包括未熔合、氣孔或開(kāi)裂。因此,在坡口中輸送粉末基填充金屬需要更寬的坡口角度,這樣可以更接近焊縫,但也會(huì)增加坡口的體積。因此,與激光焊縫的典型尺寸相比,使用LBW-P時(shí)提取試樣所需的V形槽體積非常大,這使得制造用于工藝鑒定的試樣不切實(shí)際。在基于焊絲的填充金屬輸送的情況下,凹槽的傾斜壁為保護(hù)氣體和焊絲輸送帶來(lái)了幾何挑戰(zhàn),這增加了孔隙率的可能性并增加了缺乏熔合缺陷的敏感性。但是,LBW可以進(jìn)行坡口焊接。此外,對(duì)于適用LBW的大多數(shù)軸修復(fù),修復(fù)往往是堆焊,不需要坡口焊。圖2顯示了常見(jiàn)的軸修復(fù)類型,包括覆蓋、堆積和短軸修復(fù)。雖然短管修復(fù)需要坡口焊,但通常不會(huì)使用LBW進(jìn)行,因?yàn)槠渌に嚲哂懈叩某练e速率。關(guān)于填充材料類型,LBW-P和LBW-W可用于一般的軸修復(fù),但當(dāng)焊縫靠近可能在粉末工藝中引起湍流的臺(tái)階或特征時(shí)應(yīng)小心。但是,對(duì)于LBW-P,焊接工藝資格要求或許是不可能或不切實(shí)際的,并且LBW-P在孔隙率不可接受的情況下也可能會(huì)遇到困難。2.填充金屬成本和可用性
選擇填充金屬的能力取決于相關(guān)材料的可用性。通常,線材和粉末材料均適用于各種材料。然而,線材材料往往僅限于常用的焊接合金,而粉末材料往往適用于高合金鋼和特種合金。這是因?yàn)榉勰┥a(chǎn)的主要驅(qū)動(dòng)力之一是基于粉末的增材制造,它對(duì)于更奇特的材料具有最高的成本效益比。因此,很難找到粉末形式的碳鋼和低合金鋼,因?yàn)檫@些材料足夠便宜,因此粉末形式的使用對(duì)于大多數(shù)工業(yè)應(yīng)用來(lái)說(shuō)并不具有成本效益。由于碳鋼和低合金鋼在渦輪機(jī)械行業(yè)中大量使用,因此基于線材的激光焊接系統(tǒng)往往是更好的選擇,因?yàn)檫@些材料的可用性更高。此外,線材形式的填充金屬通常也比粉末形式便宜。3.缺陷
從應(yīng)用的角度來(lái)看,基于粉末和基于線材的激光焊接之間的一個(gè)主要區(qū)別是缺陷類型和焊接過(guò)程中形成缺陷的可能性。LBW-W能夠產(chǎn)生完全致密、無(wú)缺陷的焊縫,而LBW-P通常具有最少的少量孔隙率。無(wú)論如何,次優(yōu)的焊接參數(shù)、焊縫形狀或條件都會(huì)產(chǎn)生缺陷。激光焊接中出現(xiàn)的典型缺陷包括以下幾種:示例如圖3所示,圖3顯示了LBW-P堆焊層中的缺陷。圖3. 激光焊接中出現(xiàn)的典型缺陷。這些缺陷是在使用基于粉末的填充金屬輸送制成的焊縫中發(fā)現(xiàn)的。可以看到孔隙率散布在每個(gè)圖像上。孔隙率的特征是焊縫內(nèi)出現(xiàn)空隙,這些空隙是由凝固過(guò)程中捕獲的逸出氣體產(chǎn)生的。對(duì)于LBW,有幾種方式可以導(dǎo)致氣體引入熔池,但主要理論包括捕獲保護(hù)氣體或金屬蒸汽、不穩(wěn)定的小孔焊接引起的氣蝕以及霧化過(guò)程中粉末顆粒中捕獲的氣體并在焊接過(guò)程中釋放。此外,焊接過(guò)程中保護(hù)氣體覆蓋不良也可能會(huì)導(dǎo)致氣孔,這通常是由于氣體透鏡對(duì)準(zhǔn)不當(dāng)或焊池附近的湍流造成的。這可能是由于正在凝固的熔池快速氧化產(chǎn)生的湍流,或者是由于空氣中的氧氣燃燒產(chǎn)生的氣體。最后,基底金屬和填充材料清潔度不足也會(huì)導(dǎo)致孔隙率增加。在有機(jī)物(油、油脂、污垢、氧化物等)上進(jìn)行焊接會(huì)導(dǎo)致焊接過(guò)程中放氣,凝固時(shí)氣體會(huì)被困在熔池中。未熔合的特征在于填充金屬未與母材熔合的位置。當(dāng)熱源產(chǎn)生的熱量不足以使填料和基底金屬聚結(jié)時(shí),就會(huì)發(fā)生這種情況。造成這種情況的典型原因包括焊接角度不良、填充材料進(jìn)給速度過(guò)快和/或激光功率不足。與未熔合類似,未熔合顆粒的特征是焊縫中存在未熔化粉末的殘余物。這種缺陷是LBW-P獨(dú)有的,因?yàn)樗婕胺勰鳯BW-W則沒(méi)有。未熔合顆粒的原因是沒(méi)有足夠的熱量使填充材料與基材完全熔化和熔合。這通常是因?yàn)榧す鉀](méi)有時(shí)間、功率和/或正確定位來(lái)熔化焊接區(qū)域中的所有填充金屬。開(kāi)裂的特征是焊縫金屬因應(yīng)力而斷裂。開(kāi)裂可能由多種因素引起,但常見(jiàn)的例子包括高度受限的焊縫設(shè)計(jì)、快速冷卻速率、填充金屬敏感性、污染、焊道輪廓和/或不正確的焊接參數(shù)。4.粉末與線材填充金屬傳送
對(duì)于軸的修復(fù),LBW-W通常比LBW-P更適用。原因是LBW-W形成缺陷的可能性較低,即孔隙率,可能導(dǎo)致最終加工后出現(xiàn)不合格的表面跡象。其次,在LBW-W中使用脈沖激光源減少了熱輸入,這有助于最大限度地減少變形、殘余應(yīng)力和HAZ的尺寸。第三,線材填充金屬比一般的粉末更便宜、更容易獲得,它可能是通常用作渦輪機(jī)械軸材料的碳鋼和低合金鋼的唯一選擇。5.焊后熱處理
對(duì)于使用傳統(tǒng)電弧焊進(jìn)行的轉(zhuǎn)子修復(fù),通常需要PWHT。首先,電弧焊產(chǎn)生的殘余應(yīng)力大到足以在最終機(jī)加工后引起軸移動(dòng),特別是在渦輪轉(zhuǎn)子所需的熱穩(wěn)定性測(cè)試期間。PWHT消除了殘余應(yīng)力,最大限度地減少加工過(guò)程中的軸運(yùn)動(dòng)。此外,由于轉(zhuǎn)子通常是淬火和回火馬氏體鋼,因此焊接會(huì)在焊縫和HAZ中產(chǎn)生硬而脆的未回火馬氏體——未回火的馬氏體會(huì)降低沖擊韌性,可能低于基礎(chǔ)材料要求,尤其是對(duì)于低溫服務(wù)。PWHT對(duì)焊接過(guò)程中形成的新鮮馬氏體進(jìn)行回火處理,從而恢復(fù)軸的沖擊韌性。不幸的是,PWHT也會(huì)使基材過(guò)度回火,這在某些情況下可能會(huì)導(dǎo)致強(qiáng)度損失。焊后熱處理也是一項(xiàng)昂貴且耗時(shí)的操作。圖4顯示了應(yīng)用于轉(zhuǎn)子的PWHT的設(shè)置。對(duì)于這個(gè)過(guò)程,軸必須垂直懸掛以盡量減少變形。換句話說(shuō),如果對(duì)轉(zhuǎn)子進(jìn)行水平熱處理,則轉(zhuǎn)子會(huì)在熱處理后在支撐件之間形成永久性的彎曲和下垂。豎直懸掛軸后,添加加熱毯和熱電偶,它們必須提供強(qiáng)烈而精確的熱量(通常超過(guò)1000 °F),并且這種熱量必須均勻分布。如果不均勻地加熱,則應(yīng)力將不均勻地釋放,這可能導(dǎo)致有害的變形。必須仔細(xì)控制和監(jiān)測(cè)加熱/冷卻速率和保持時(shí)間。總體而言,該過(guò)程相對(duì)復(fù)雜、費(fèi)時(shí)且成本高。通常,激光焊接涂敷器聲稱其工藝不需要進(jìn)行焊后熱處理,因?yàn)榧す夂附赢a(chǎn)生的熔敷和熱影響區(qū)足夠小,它們的存在對(duì)整體軸性能的影響可以忽略不計(jì)。然而,關(guān)于激光焊接修復(fù)在渦輪機(jī)械應(yīng)用中的機(jī)械性能的學(xué)術(shù)研究很少。雖然焊縫和HAZ可能很小,但假設(shè)它們不會(huì)影響軸的適用性是危險(xiǎn)的,特別是當(dāng)軸材料為最常用的軸材料——調(diào)質(zhì)鋼時(shí)。為了避免PWHT,必須采取預(yù)防措施以確保在沒(méi)有PWHT的情況下修復(fù)將滿足所需的性能。這些預(yù)防措施包括本文后面推薦的測(cè)試,以及考慮與操作環(huán)境的侵蝕和腐蝕要求的兼容性。6.當(dāng)前的鑒定標(biāo)準(zhǔn)
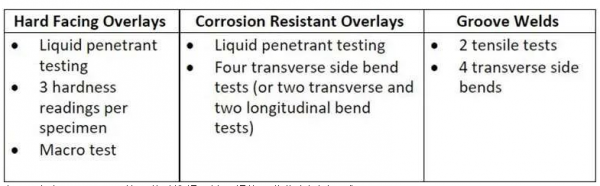
如上所述,當(dāng)前的ASME BPVC沒(méi)有區(qū)分LBW-P和LBW-W,也沒(méi)有說(shuō)明Nd:YAG 激光器輸出功率隨時(shí)間不可避免的變化。這將需要在未來(lái)進(jìn)行補(bǔ)充,以解決這些過(guò)程在典型應(yīng)用和鑒定方面的差異。關(guān)于工藝鑒定,坡口焊縫將根據(jù)ASME BPVC第IX節(jié)表QW-451.1進(jìn)行鑒定。然而,對(duì)于轉(zhuǎn)子修復(fù),LBW修復(fù)通常是對(duì)表面損壞進(jìn)行的,因此將被視為堆焊。ASME BPVC第IX節(jié)表QW-453中對(duì)堆焊的工藝鑒定要求以及對(duì)坡口焊縫的要求可在如下表1中找到。表 1:根據(jù) ASME BPVC第IX節(jié)對(duì)堆焊和坡口焊的工藝鑒定測(cè)試要求。盡管硬面覆蓋層需要硬度讀數(shù),但ASME并未列出驗(yàn)收標(biāo)準(zhǔn)。因此,硬度限值應(yīng)根據(jù)具體應(yīng)用和使用環(huán)境條件應(yīng)用。如前所述,大多數(shù)轉(zhuǎn)子維修符合堆焊要求,但除了上述要求外,在某些情況下可能還需要對(duì)激光束焊接進(jìn)行進(jìn)一步測(cè)試。通常,還應(yīng)考慮軸的關(guān)鍵設(shè)計(jì)因素,這取決于軸的哪一部分需要維修。
三、轉(zhuǎn)子不同修復(fù)位置的關(guān)鍵特性
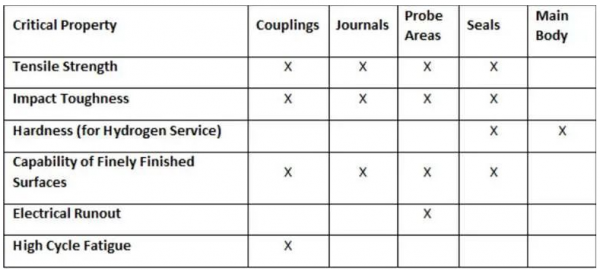
修復(fù)軸上最常見(jiàn)的損壞位置包括聯(lián)軸器配合、軸頸、探頭區(qū)域、密封區(qū)域和主體。由于修復(fù)過(guò)程的性質(zhì)(熔敷焊縫和HAZ的形成),據(jù)了解,修復(fù)區(qū)域的特性將與原始軸材料的特性不匹配。此外,軸的每個(gè)部分都有自己的一套設(shè)計(jì)標(biāo)準(zhǔn)。因此,確保修復(fù)區(qū)域滿足每個(gè)修復(fù)位置的最低設(shè)計(jì)要求非常重要。考慮到這一點(diǎn),下面討論了軸的每個(gè)區(qū)域應(yīng)考慮的關(guān)鍵特性。此信息的摘要見(jiàn)表 2。表 2:基于修復(fù)位置的關(guān)鍵材料屬性。1.主軸體
主軸體維修通常位于應(yīng)力最低的區(qū)域,通常不需要匹配軸材料成分和性能。在這些位置,修復(fù)的目的是恢復(fù)尺寸而不在其他地方造成扭曲。由于軸的主體與工藝氣體接觸,因此對(duì)用于氫氣服務(wù)(氫氣分壓超過(guò)100 psig)的設(shè)備進(jìn)行的焊接修復(fù)必須限制在120 ksi的最大屈服強(qiáng)度和34洛氏C的硬度,以滿足API 617的要求。因此,需要進(jìn)一步分析以確定是否以及如何將LBW應(yīng)用于將在氫氣服務(wù)中運(yùn)行的轉(zhuǎn)子修復(fù)。與軸的主體相比,軸頸、密封件和探頭區(qū)域的直徑通常較小,因此這些位置的應(yīng)力適中,在選擇修復(fù)方法時(shí)應(yīng)考慮在內(nèi)。抗拉強(qiáng)度和韌性應(yīng)該是這些區(qū)域修復(fù)的評(píng)估內(nèi)容。軸頸區(qū)域還必須能夠滿足最終機(jī)加工和研磨后的表面粗糙度要求(通常為32微英寸或更高),這意味著這些位置的孔隙率可能是一個(gè)問(wèn)題。位于探頭區(qū)域的維修必須具有統(tǒng)一的微觀結(jié)構(gòu),以防止電氣跳動(dòng)讀數(shù)不穩(wěn)定。探頭區(qū)域通常經(jīng)過(guò)研磨和拋光,以最大限度地提高探頭精度和準(zhǔn)確度。填充材料還必須作為渦流探頭的目標(biāo)材料,并且可能需要考慮探頭校準(zhǔn)的變化。雖然硬度不是軸頸和探針區(qū)域的主要問(wèn)題,但密封區(qū)域?qū)⑴c工藝氣體接觸,如果轉(zhuǎn)子在氫氣環(huán)境中運(yùn)行,則必須滿足上述最大強(qiáng)度和硬度要求。3.聯(lián)軸器
聯(lián)軸器區(qū)域通常是整個(gè)軸上直徑最小的區(qū)域之一,這意味著它承受著最高的應(yīng)力。該區(qū)域還可能包含額外的應(yīng)力集中點(diǎn),例如鍵槽、凹槽或壓縮配合。除非轉(zhuǎn)子上有其他高應(yīng)力的整體特征,如渦輪盤,否則整軸的強(qiáng)度都是根據(jù)這個(gè)特征來(lái)選擇的。軸的這一部分也可能承受非常高的交變應(yīng)力,這可能是由驅(qū)動(dòng)轉(zhuǎn)子的設(shè)備引起的,這意味著必須考慮耐久極限。確定耐久極限時(shí)應(yīng)小心,因?yàn)榕c基礎(chǔ)材料相比,經(jīng)過(guò)表面處理的材料可能會(huì)降低達(dá)50%的耐久極限。因此,除了拉伸性能外,還需要直接測(cè)試疲勞特性。聯(lián)軸器修復(fù)的疲勞因素是復(fù)雜的,需要額外的考慮和測(cè)試,遠(yuǎn)遠(yuǎn)超出ASME BPVC指南。由于聯(lián)軸器維修設(shè)計(jì)和評(píng)估的重要性和復(fù)雜性,本文不考慮這方面的維修。根據(jù)本節(jié)中確定的關(guān)鍵特性,僅ASME BPVC第IX節(jié)要求的測(cè)試不足以評(píng)估除軸主體外的所有常見(jiàn)維修位置的維修適用性。為了彌補(bǔ)這種差異,建議至少對(duì)軸頸、探頭和密封區(qū)域中的所有維修鑒定進(jìn)行補(bǔ)充拉伸試驗(yàn)和沖擊試驗(yàn)。在氫氣環(huán)境限制轉(zhuǎn)子屈服強(qiáng)度的情況下,還必須對(duì)主體和密封件進(jìn)行硬度測(cè)量。此外,耦合區(qū)域需要與疲勞試驗(yàn)相關(guān)的額外考慮,這超出了本文的范圍。1.機(jī)械測(cè)試
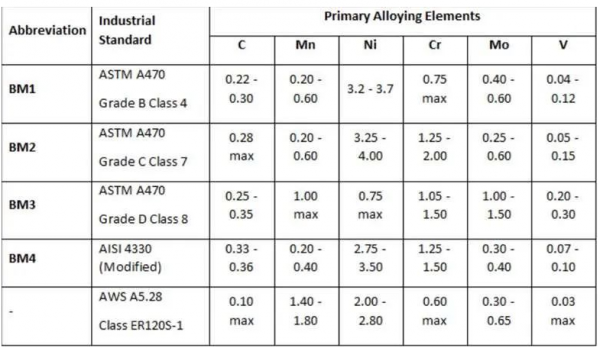
以下章節(jié)詳細(xì)介紹了通常用于軸的低合金鋼的LBW性能鑒定的示例測(cè)試結(jié)果。這些基材金屬中的每一種都是使用 AWS A5.28 等級(jí)ER120S-1焊接的。本研究中使用的材料,包括本文中使用的縮寫、相關(guān)行業(yè)標(biāo)準(zhǔn)以及每種材料中主要合金元素的成分限制,可在表 3 中找到。表 3:本節(jié)所述材料的縮寫、行業(yè)標(biāo)準(zhǔn)和主要合金元素的組成。所有焊件均使用帶有光纖激光源的900瓦脈沖激光焊接系統(tǒng)制造的。用于這項(xiàng)研究的焊接參數(shù)被認(rèn)為是知識(shí)產(chǎn)權(quán),不能詳細(xì)分享。然而,在整個(gè)研究中使用了相同的焊接參數(shù),平均激光功率為522 W。該功率約為激光系統(tǒng)能力的58%,因此代表中等沉積速率(約0.10 lb/hr)。對(duì)于每種基材,將v形槽加工成1英寸(25.4 mm)的板用于焊接。凹槽加工成25° 夾角(每側(cè)12.5°),深度為0.625英寸(15.9 毫米)。測(cè)量凹槽底部的深度,凹槽的加工半徑為 0.1875 英寸(4.76 毫米)。焊接后,對(duì)焊件進(jìn)行表面缺陷液體滲透測(cè)試,然后提取試樣進(jìn)行機(jī)械測(cè)試。除了坡口焊縫外,通過(guò)沉積和堆疊焊縫金屬層創(chuàng)建了完全由焊縫金屬組成的拉伸試樣,每層焊縫金屬由一個(gè)焊珠墊組成(類似于增材制造)。鋼筋大約0.5英寸寬、0.5英寸高和5英寸長(zhǎng)。從每個(gè)試樣中提取兩個(gè)拉伸試樣用于測(cè)試。一個(gè)試樣在焊接狀態(tài)下進(jìn)行測(cè)試,而另一個(gè)試樣在1200 °F下接受三小時(shí)的焊后熱處理測(cè)試。下表總結(jié)了為本研究中焊接的每種母材進(jìn)行LBW-W工藝鑒定所進(jìn)行的機(jī)械測(cè)試,所有試樣均取自v形槽坡口焊縫,除非另有說(shuō)明。●兩次縱向拉伸試驗(yàn)(從全焊縫金屬堆積中提取2.測(cè)試結(jié)果
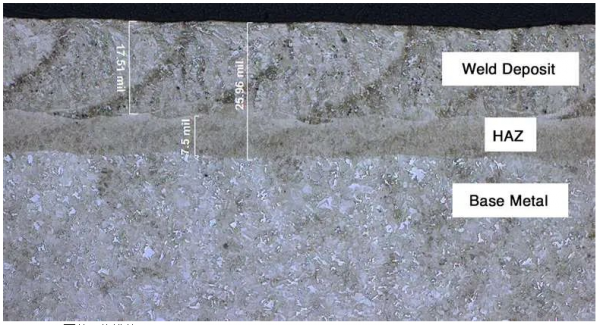
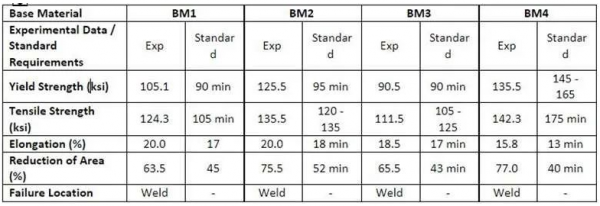
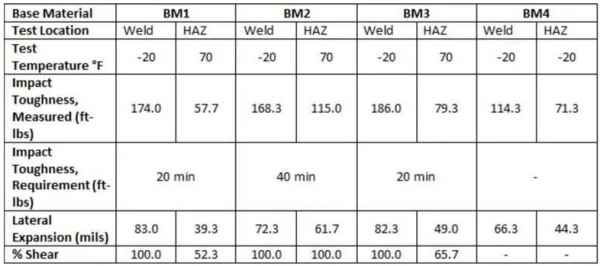
所有焊縫均通過(guò)液體滲透檢測(cè)和側(cè)彎?rùn)z測(cè)。宏觀測(cè)試也通過(guò)了檢查,這意味著它在放大5倍的情況下沒(méi)有可見(jiàn)裂紋。圖5顯示了LBW堆焊層的橫截面,突出顯示了LBW覆蓋層中HAZ的小尺寸,在本研究中平均厚度為0.00975英寸。此外,LBW焊縫沉積物干凈,沒(méi)有可檢測(cè)到的孔隙。圖像上的深色斑點(diǎn)來(lái)自輕微的表面銹蝕。表4顯示了全焊縫拉伸試驗(yàn)的結(jié)果,包括屈服強(qiáng)度、拉伸強(qiáng)度、斷裂伸長(zhǎng)率和斷面收縮率。表 4:在焊接和PWHT條件下從全焊接金屬 (ER120S-1) 堆積中提取的試樣的拉伸試驗(yàn)結(jié)果。此表列出了焊接樣品和PWHT樣品的實(shí)驗(yàn)值,并包括AWS A5.28中填充焊絲的性能要求。表5是所用四種基底金屬的坡口焊縫拉伸試驗(yàn)結(jié)果。測(cè)試結(jié)果包括屈服強(qiáng)度、抗拉強(qiáng)度、斷裂伸長(zhǎng)率、斷面收縮率和斷裂位置。該表還包括基底金屬標(biāo)準(zhǔn)的機(jī)械性能要求。表 5:使用 ER120S-1 焊絲在各種基材上進(jìn)行的 V 形槽焊縫的平均拉伸試驗(yàn)結(jié)果以及每種基材的機(jī)械性能要求。夏比v型缺口沖擊試驗(yàn)的結(jié)果見(jiàn)表 6。表 6:用 ER120S-1 在各種基材上制成的 V 形槽焊縫的平均沖擊試驗(yàn)結(jié)果以及每種基材的沖擊韌性要求 。測(cè)試結(jié)果包括測(cè)試溫度、平均沖擊韌性、平均橫向膨脹和平均剪切百分比。如果適用,還包括基底金屬規(guī)范中的機(jī)械性能要求。各坡口焊縫的硬度測(cè)量結(jié)果見(jiàn)表 7。表7還包含每個(gè)焊縫的焊縫沉積物和HAZ 的測(cè)量厚度。表 7:用 ER120S-1 焊接的每種材料的平均維氏硬度 (HV10) 和焊縫金屬、HAZ 和母材的厚度。3.修復(fù)示例
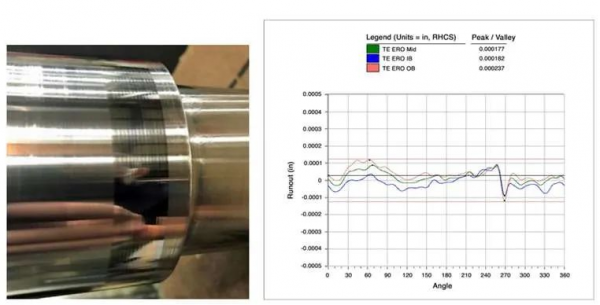
除了為工藝鑒定進(jìn)行的機(jī)械測(cè)試外,還對(duì)兩個(gè)損壞的軸進(jìn)行了焊補(bǔ)。如圖6所示,第一根軸在密封件、探頭和軸頸區(qū)域受到廣泛的點(diǎn)蝕損壞。該圖還顯示了焊接后和最終機(jī)加工后修復(fù)后的軸。探頭區(qū)域也經(jīng)過(guò)打磨和拋光,并進(jìn)行了電氣跳動(dòng)測(cè)量。如圖 7 所示。圖 7. 修復(fù)后燒焦的探針區(qū)域示例(左)。由于基體金屬和焊縫金屬之間的差異,修復(fù)區(qū)域看起來(lái)很暗;然而,修復(fù)滿足了探針區(qū)域所需的幾何公差、表面光潔度和電氣跳動(dòng)(右)。修復(fù)區(qū)域和軸的其余部分之間的顏色差異是由于拋光過(guò)程中基材的硬度差異造成的,但是,機(jī)械和電氣跳動(dòng)讀數(shù)在要求的公差范圍內(nèi)。圖8顯示的是一個(gè)被美工刀劃傷的軸。劃痕深約 0.003 英寸,使用單個(gè)焊縫進(jìn)行了局部修復(fù),如圖 8 所示。修復(fù)后,將軸磨回幾何規(guī)格、檢查并安裝以供使用。圖 8. 劃痕區(qū)域(左);LBW修復(fù)后的相同劃痕(中);以及精加工后的修復(fù)區(qū)域(右)。4.機(jī)械性能:拉伸性能和沖擊韌性
本研究中使用的焊態(tài)ER120S-1在所有焊縫拉伸試樣中的屈服強(qiáng)度、抗拉強(qiáng)度和伸長(zhǎng)率分別超過(guò)AWS線材標(biāo)準(zhǔn)的26.7%、14.2%和21.4%的機(jī)械性能要求。據(jù)推測(cè),這些優(yōu)異的值源于激光焊接過(guò)程固有的快速凝固引起的晶粒細(xì)化。對(duì)于焊件,從每個(gè)V型坡口測(cè)試的樣品得知,除BM4外,所有情況下的機(jī)械性能均超過(guò)相關(guān)基材的要求。因此,BM1、BM2和BM3可以使用本研究中使用的工藝與ER120S-1焊接,而不必?fù)?dān)心滿足母材機(jī)械性能。BM4焊件不符合BM4母材要求的原因是該母材與焊接材料匹配度過(guò)高。ER120S-1的最小抗拉強(qiáng)度為120ksi,而B(niǎo)M4的最小抗拉強(qiáng)度為175ksi。盡管如此,焊件的性能還是非常出色,在測(cè)試時(shí)達(dá)到了142.3ksi的抗拉強(qiáng)度。與其他焊縫相比,此處顯示的更高強(qiáng)度可能是由于母材稀釋造成的。盡管在焊接條件下具有出色的機(jī)械性能,但接受焊后熱處理的試樣的拉伸強(qiáng)度和屈服強(qiáng)度分別降低了41%和28%,與本研究中使用的所有基材相比,達(dá)到了無(wú)法接受的水平。因此,除非從設(shè)計(jì)角度來(lái)看,預(yù)期的強(qiáng)度下降是可接受的,否則不得在需要焊后熱處理的情況下使用該填充線。總的來(lái)說(shuō),沖擊韌性結(jié)果非常出色。所有焊接接頭(有沖擊韌性要求的)的沖擊韌性均遠(yuǎn)高于要求值。此外,橫向膨脹和剪切百分比結(jié)果也非常出色。據(jù)推測(cè),這些優(yōu)異的結(jié)果是由于焊縫金屬的細(xì)晶粒尺寸,如圖5所示,但需要進(jìn)一步的表征和測(cè)試來(lái)確認(rèn)。5.硬度
如前所述,ASME規(guī)范要求對(duì)堆焊層進(jìn)行硬度掃描,但沒(méi)有設(shè)定驗(yàn)收標(biāo)準(zhǔn)。對(duì)于轉(zhuǎn)子修復(fù),最適用的限制是API 617規(guī)定的在富氫環(huán)境中運(yùn)行的壓縮機(jī)軸的最大硬度要求 (34洛氏硬度C)。這一要求適用于主體和密封件的維修,因?yàn)檩S的這些區(qū)域會(huì)接觸工藝氣體。根據(jù)管理硬度換算的ASTM E140 表 1,34洛氏C等于維氏硬度標(biāo)度的336。當(dāng)最大值為336 HV時(shí),由于HAZ硬度超過(guò)規(guī)定的極限,本研究中使用的任何母材在補(bǔ)焊后均不可用于氫環(huán)境。此外,除BM3焊件外,焊縫金屬在所有情況下都超過(guò)了336 HV的硬度限值,該值在335 HV下測(cè)量,應(yīng)考慮到可接受性的極限。還應(yīng)指出,BM4在任何情況下都不能用于氫環(huán)境,因?yàn)榛捉饘儆捕纫蔡摺?/section>由于HAZ和焊縫的高硬度,本研究中使用的所有材料均不適用于焊接狀態(tài)下的氫環(huán)境。使用PWHT可以降低這些區(qū)域的硬度,但是如前所述,本研究中使用的焊縫金屬因熱處理而失去相當(dāng)大的強(qiáng)度,這對(duì)于軸應(yīng)用來(lái)說(shuō)可能是不可接受的。如果需要PWHT,其他填充金屬可能更合適,但這不在本研究的范圍。此外,HAZ的極高硬度可能需要大量PWHT,以滿足API 617對(duì)氫環(huán)境的要求,這可能會(huì)使軸的基底金屬過(guò)度回火,從而使強(qiáng)度降低到應(yīng)用設(shè)定的極限之外。值得注意的是,解決這個(gè)問(wèn)題的一個(gè)潛在解決方案是使用感應(yīng)加熱進(jìn)行局部焊后熱處理,這種方法具有趨膚效應(yīng),可以在不顯著過(guò)度回火軸體的情況下回火熱影響區(qū)。這種可能性尚未被探索,需要進(jìn)一步研究。無(wú)論如何,由于此處概述的原因,在涉及氫款境的情況下,LBW可能不是維修的最佳選擇,尤其是當(dāng)基材為調(diào)質(zhì)鋼時(shí)。6.修復(fù)完成
由于幾何跳動(dòng)在焊接和精加工后的允許限度內(nèi) (0.002英寸),LBW引起的變形微不足道。最終機(jī)加工后未發(fā)現(xiàn)表面跡象,這意味著在液體滲透測(cè)試期間未檢測(cè)到孔隙。此外,使用標(biāo)準(zhǔn)工藝拋光探頭區(qū)域,從而產(chǎn)生可接受的幾何公差。也在公差范圍內(nèi),探頭區(qū)域的電氣跳動(dòng)測(cè)試也是可接受的,在這種情況下,探頭不需要重新校準(zhǔn)。據(jù)推測(cè),可接受的電氣跳動(dòng)可歸因于熔敷層的高度均勻性,這是由機(jī)械化 LBW 工藝固有的高精度和控制引起的。需要進(jìn)一步研究來(lái)評(píng)估這一假設(shè)。對(duì)于劃痕修復(fù),最初有人擔(dān)心局部焊縫在最終機(jī)加工后無(wú)法“清理”。換句話說(shuō),據(jù)預(yù)測(cè),在焊接開(kāi)始或停止時(shí)出現(xiàn)凹坑,或沿焊趾咬邊可能會(huì)導(dǎo)致最終加工后出現(xiàn)負(fù)空間(材料缺失)。然而,焊接后按原始尺寸進(jìn)行的最終機(jī)加工產(chǎn)生了光滑的表面,沒(méi)有拓?fù)淙毕莼虻忘c(diǎn)。五、激光焊接修復(fù)的優(yōu)點(diǎn)
1.劃痕修復(fù)
如果沒(méi)有可行的修復(fù)工藝,深度約為 0.003 英寸的劃痕會(huì)使軸變成廢料。由于需要從軸頸區(qū)域通過(guò)軸的聯(lián)接端進(jìn)行焊接,因此傳統(tǒng)的電弧焊接派不上用場(chǎng)。在這種情況下,由于該位置的強(qiáng)度要求,在耦合區(qū)域進(jìn)行焊接是不可行的。相反,激光焊接工藝用于對(duì)劃痕進(jìn)行局部修復(fù),無(wú)需在耦合區(qū)域進(jìn)行焊接,同時(shí)節(jié)省了大量加工時(shí)間。修復(fù)區(qū)域的最終研磨不需要超出原始圖紙公差的額外切削量。2.覆蓋修復(fù)
如圖6中所示的渦輪機(jī)轉(zhuǎn)子在密封件和軸頸位置遭受了嚴(yán)重的點(diǎn)蝕損壞。這些區(qū)域的傳統(tǒng)電弧焊堆焊需要多步過(guò)程才能修復(fù)。首先,所有損壞和突出的特征(即填料齒、平衡環(huán)、止推盤等)都將從軸上加工掉,并附加 0.125英寸徑向毛坯底切。然后將對(duì)軸進(jìn)行焊接,根據(jù)需要堆積材料,以恢復(fù)所有特征的幾何形狀,并添加額外的材料用于加工,并考慮焊接過(guò)程中的變形。然后,焊接修復(fù)需要進(jìn)行應(yīng)力消除熱處理,以消除殘余應(yīng)力。這是必要的,因?yàn)闅堄鄳?yīng)力會(huì)在加工過(guò)程中移動(dòng)軸,這很可能導(dǎo)致無(wú)法滿足所需的幾何公差。對(duì)于渦輪機(jī)軸,消除殘余應(yīng)力對(duì)于通過(guò)熱穩(wěn)定性檢查至關(guān)重要。消除應(yīng)力后,將對(duì)軸進(jìn)行最終加工,并進(jìn)行無(wú)損檢測(cè)。然后渦輪機(jī)轉(zhuǎn)子將接受上述熱穩(wěn)定性檢查。而使用激光焊接,修復(fù)過(guò)程步驟則更少。首先,受損區(qū)域?qū)⒈灰н叄词軗p區(qū)域(包括突出特征)可能會(huì)留在軸上。其次,將執(zhí)行LBW 覆蓋,以使用額外的0.020英寸機(jī)加工余量恢復(fù)軸尺寸。第三,根據(jù)圖紙尺寸進(jìn)行修復(fù),最后進(jìn)行規(guī)定的無(wú)損檢測(cè)以檢查缺陷。總的來(lái)說(shuō),這個(gè)過(guò)程在焊接修復(fù)前后需要的機(jī)加工明顯減少,并且消除了焊后熱處理。此外,在轉(zhuǎn)子被諸如鎳基合金等耐腐蝕材料包覆的情況下,LBW沉積的材料更少,從而節(jié)省成本。應(yīng)注意的是,LBW堆焊軸的時(shí)間可能比傳統(tǒng)的電弧焊工藝(如埋弧焊)更長(zhǎng),但使用LBW時(shí)加工時(shí)間更快,且無(wú)需PWHT,往往可以彌補(bǔ)在焊接過(guò)程中損失的任何時(shí)間。當(dāng)然,這取決于多種因素,包括轉(zhuǎn)子尺寸、維修范圍、功能的復(fù)雜性等,因此,針對(duì)給定應(yīng)用的最佳焊接修復(fù)工藝可能會(huì)有所不同,應(yīng)根據(jù)具體情況進(jìn)行選擇。盡管如此,LBW在許多情況下為修復(fù)表面損壞提供了明顯的優(yōu)勢(shì),這種損壞通常會(huì)隨著時(shí)間的推移和暴露在使用條件下而發(fā)生。如果應(yīng)用得當(dāng),激光焊接是修復(fù)渦輪機(jī)械軸的有效方法。該工藝在進(jìn)行表面修復(fù)時(shí)快速高效。在某些情況下,無(wú)需進(jìn)行PWHT即可進(jìn)行修復(fù),從而進(jìn)一步節(jié)省時(shí)間和成本。然而,為了在軸主體外部進(jìn)行LBW修復(fù),必須通過(guò)補(bǔ)充測(cè)試來(lái)完全驗(yàn)證焊接工藝,以確保焊接修復(fù)的完整性。該測(cè)試包括拉伸測(cè)試、沖擊測(cè)試和硬度測(cè)試。雖然本文沒(méi)有廣泛討論,但疲勞測(cè)試對(duì)于聯(lián)軸器維修也至關(guān)重要。此外,ASME BPVC的第IX節(jié)需要解決這些要求以及對(duì)LBW中線材和粉末基填充金屬輸送之間差異的認(rèn)識(shí),以確保這些做法符合行業(yè)標(biāo)準(zhǔn)。










 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀

































 關(guān)注我們
關(guān)注我們

