






工程機械裝備長期服役于惡劣的工作環境,表面的銹蝕氧化物嚴重影響零部件的使用壽命和安全系數,因此,有效去除材料表面的氧化物層對于機械裝備的保養和維護至關重要。傳統除銹工藝包括:機械打磨、噴丸噴砂處理、化學清洗以及高壓水射流清洗等,但存在對基體損傷大、污染嚴重、操作不便等問題,不符合綠色化清洗的發展趨勢。激光清洗技術作為一種新型的清洗手段,憑借其綠色環保、非接觸式清洗、操作方便以及適用范圍廣等優勢,逐漸應用于工程機械、航空航天、文物保護以及輪胎模具等多個領域。
1. 脈沖激光清洗銹蝕氧化物的機理
(1)燒蝕去除機理
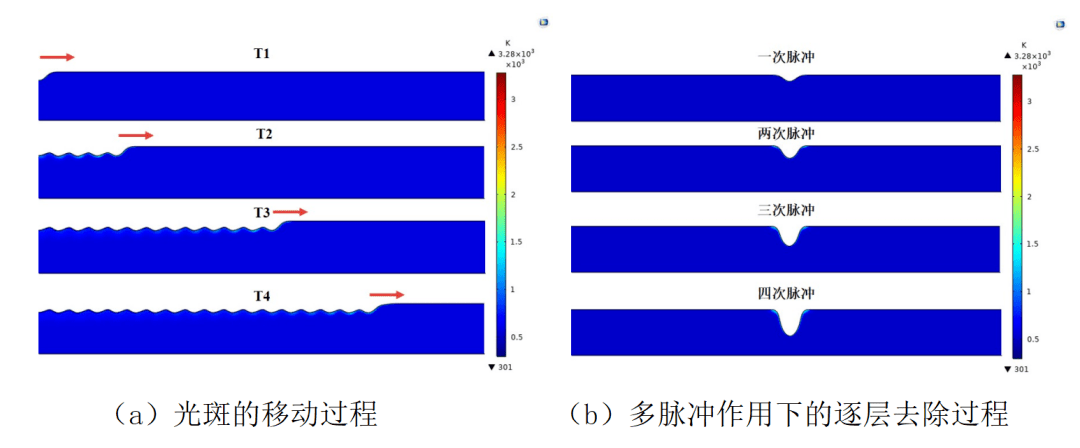
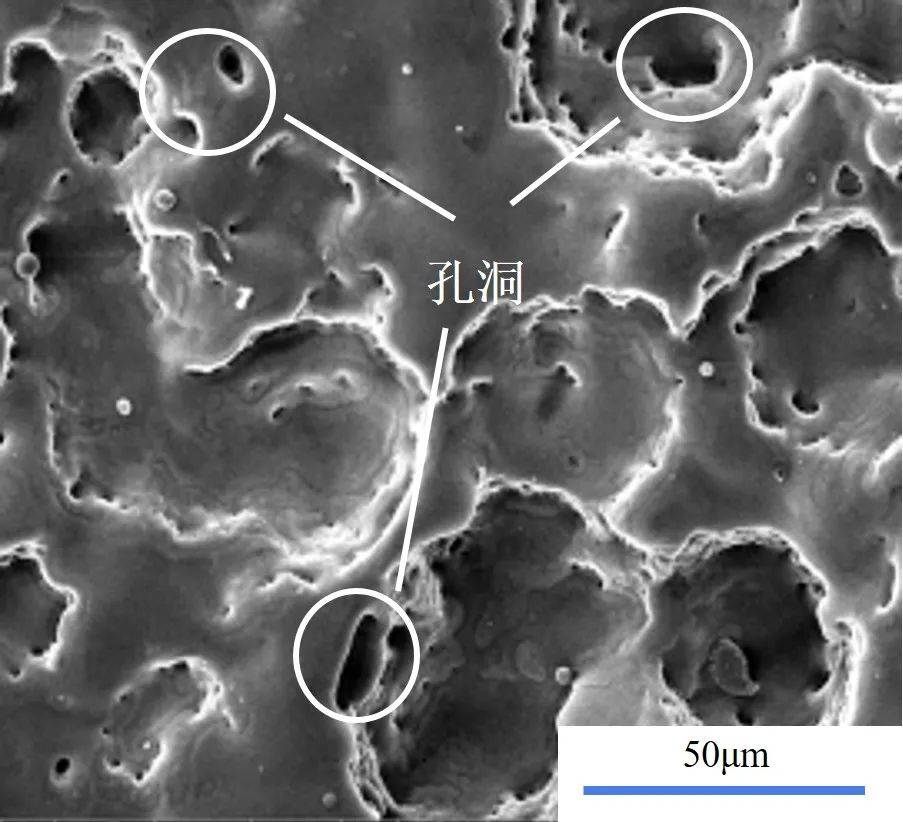
激光清洗銹蝕氧化物的過程實際上是依靠光斑的往復移動,當氧化物層溫度達到自身熔化或者氣化溫度時,氧化層材料會因相變發生熔化分解、氣化蒸發等效應,并實現逐層去除的過程,如圖1所示。
圖1脈沖激光清洗過程
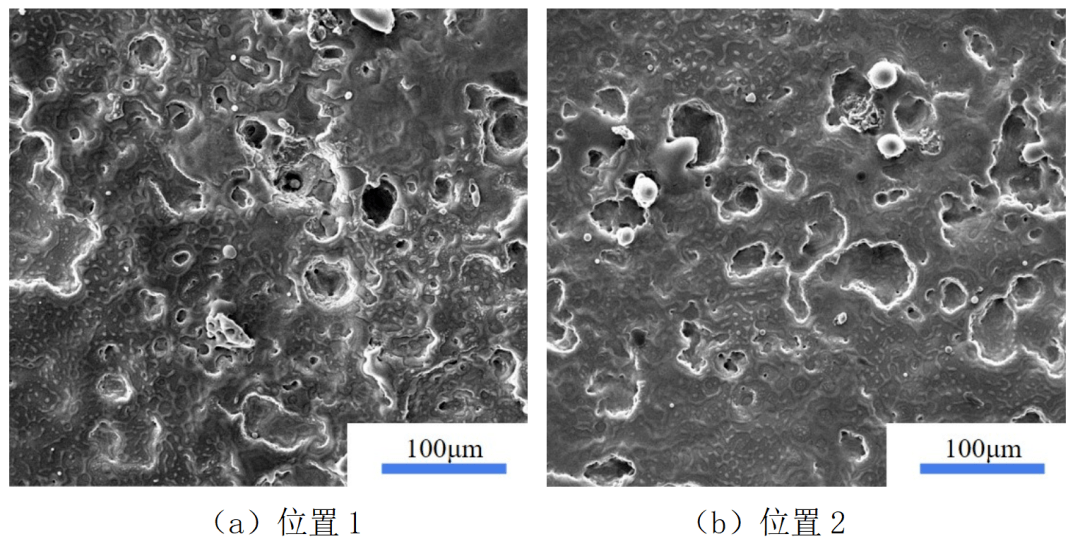
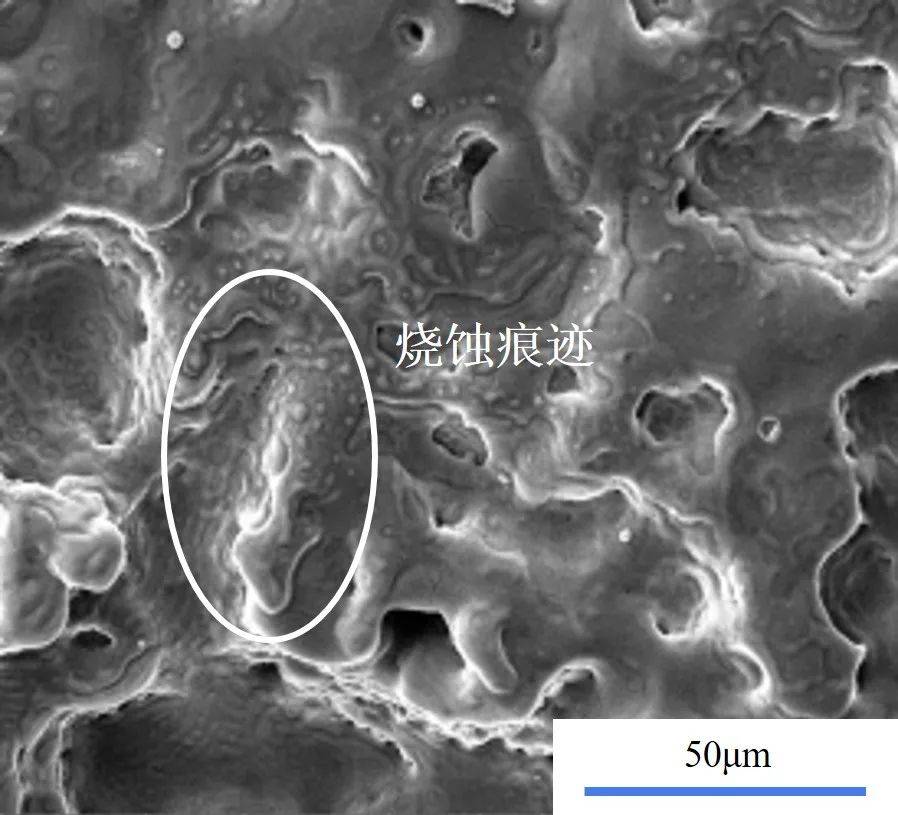
實際清洗過程中,當材料表面氧化物達到一定溫度時,其表面會出現明顯的燒蝕痕跡,即發生物相之間的轉變:固體-液體-固體,如圖2所示,證明該機理在清洗過程中起主要作用。
圖2 實際清洗過程的微觀形貌圖
(2)熱應力去除機理
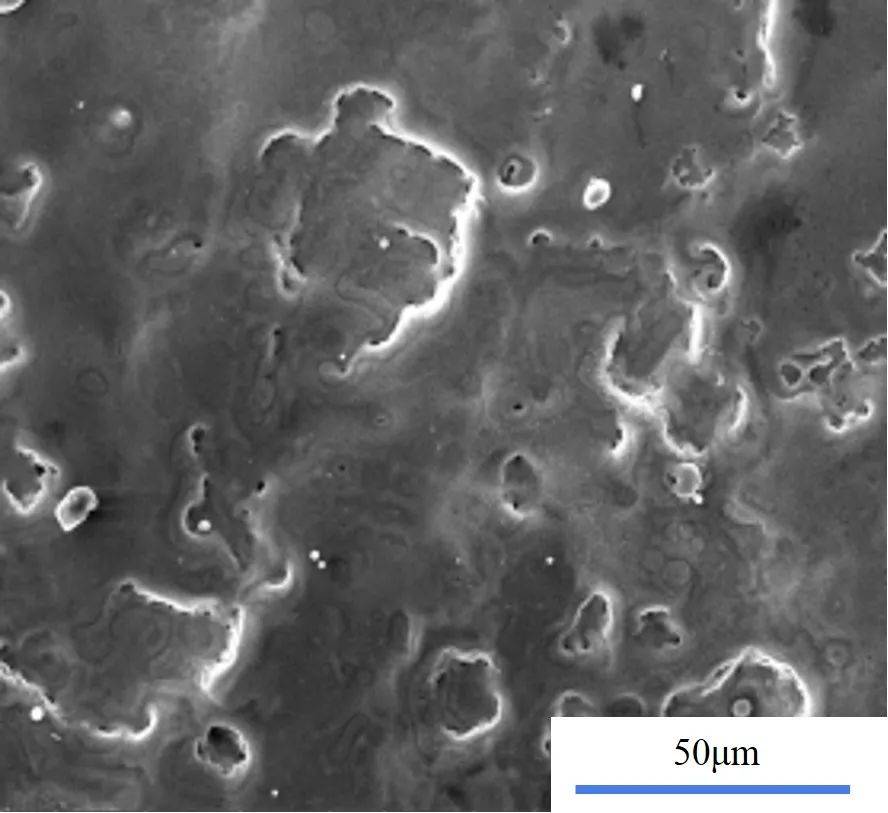
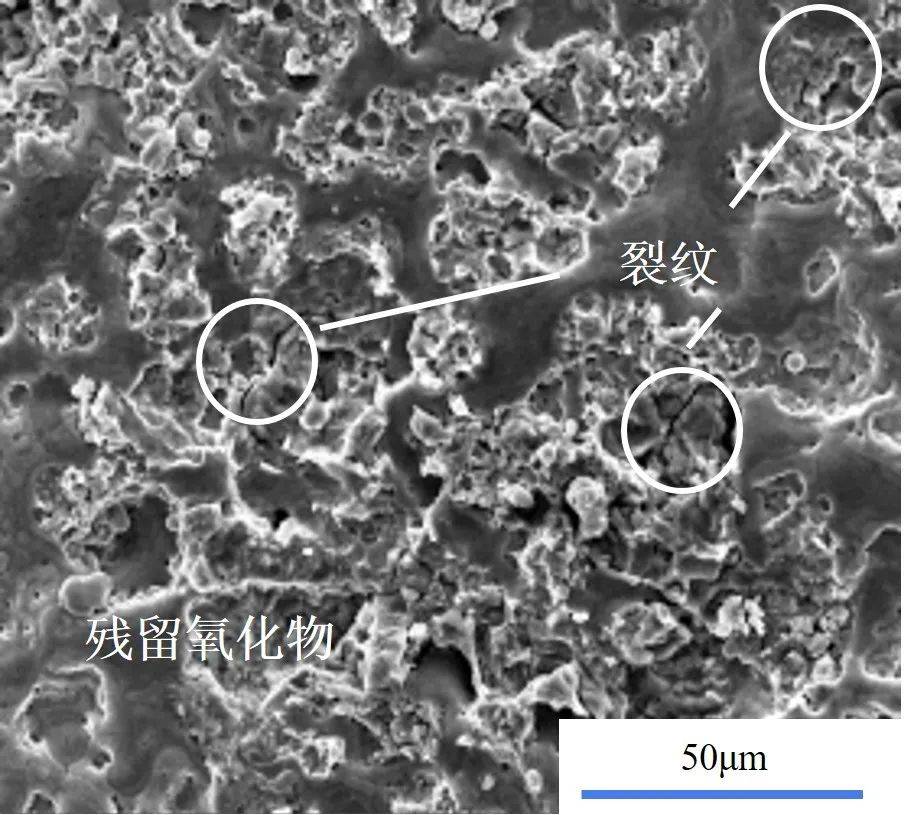
圖3 厚度層較薄時的微觀形貌圖

當清洗過程中氧化層厚度較薄時,表面會出現較多裂紋,如圖3所示。這是由于更多的激光能量透過氧化層作用于基體表面,基體的線性膨脹系數遠大于氧化層,溫度變化引起其發生較大的熱膨脹,從而使基體和氧化層的界面處存在熱應力,導致氧化層產生較多的裂紋。
2. 試驗裝置
圖4 激光清洗裝置示意圖
激光清洗設備為山東產研強遠激光科技有限公司QYCL-500,其主要包括:高功率脈沖激光器、激光清洗頭、控制系統以及水冷系統等幾部分,如圖4所示。
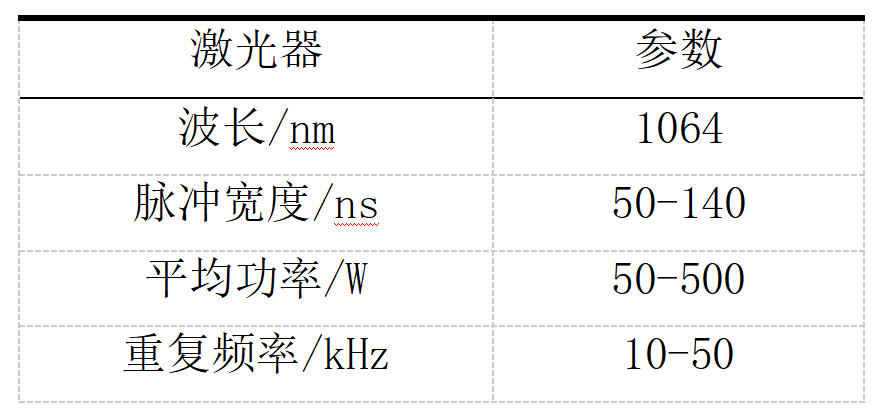
表1 激光器的主要工作參數
3. 試驗材料
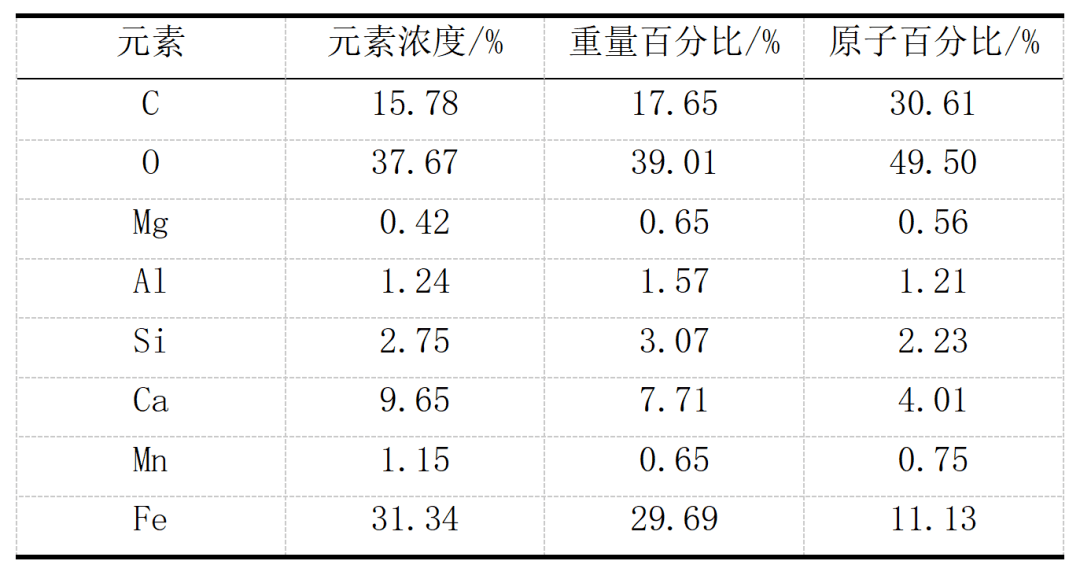
采用礦山機械銹蝕件作為試驗樣件,采用能譜分析儀(EDS)測定待清洗樣件表面主要的化學元素,測試樣件及主要化學元素組成如圖5及表2所示。
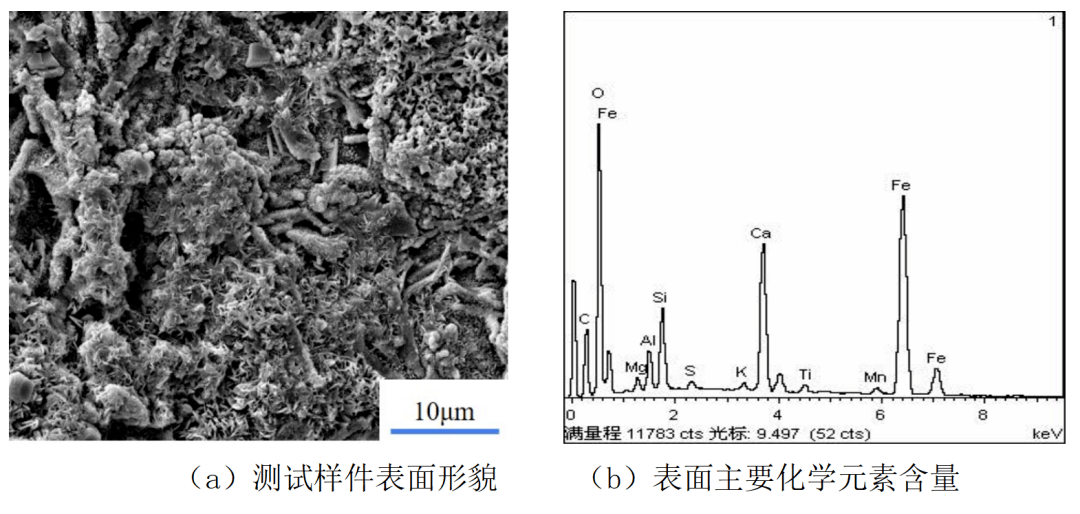
圖5測試樣件表面及主要化學元素含量
表2 測試樣件表面主要化學元素
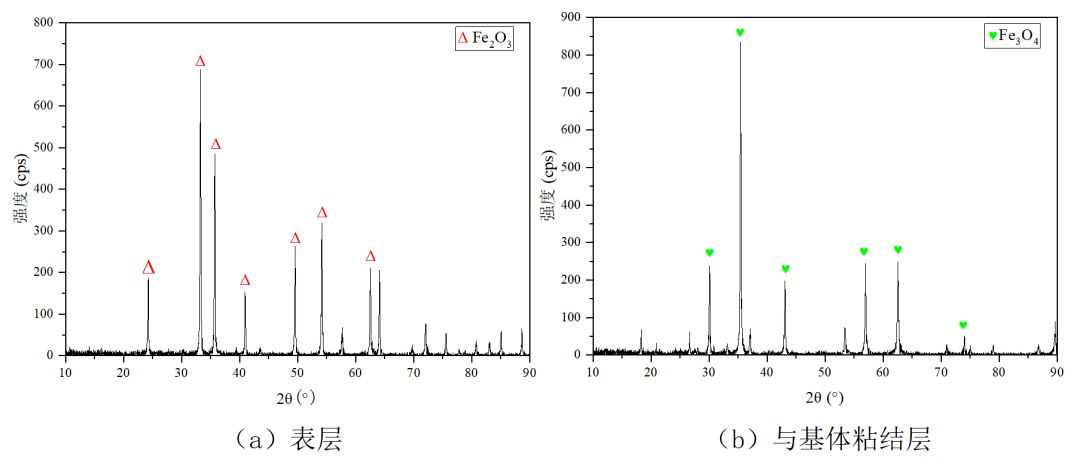
對于測試樣件的剖面方向,如圖6示。基體表層的不同污物成分間存在明顯的界限,即存在兩層不同成分的氧化層。進一步采用X射線衍射儀(XRD)對各層的化合物成分進行測定,存在外銹層和內銹層,即外銹層為稀疏的Fe2O3,內銹層為Fe3O4與FeO(少量)的混合物,工作狀態的差異會導致氧化層的致密程度等性質有所差異。
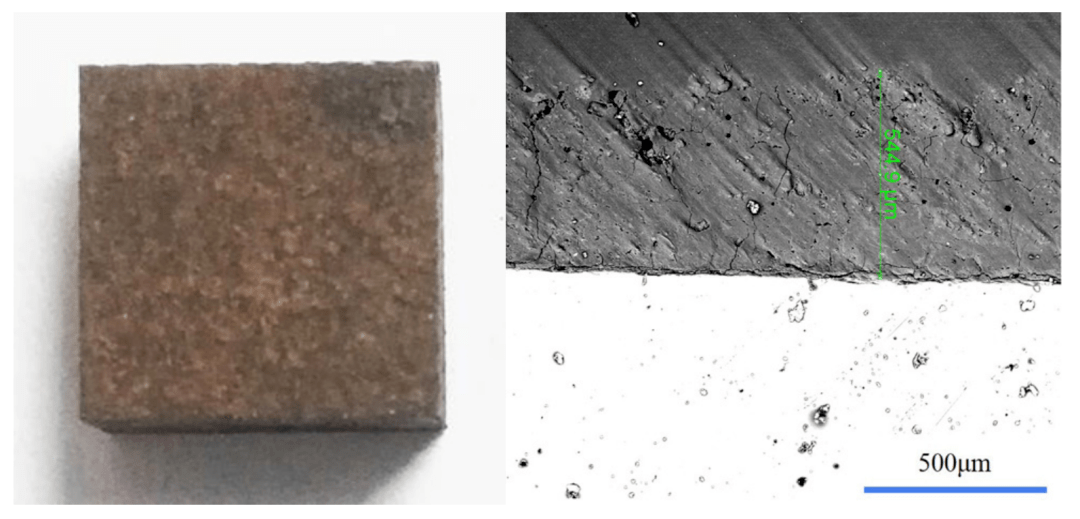
圖6待清洗樣件污物厚度
圖7測試樣件剖面形貌
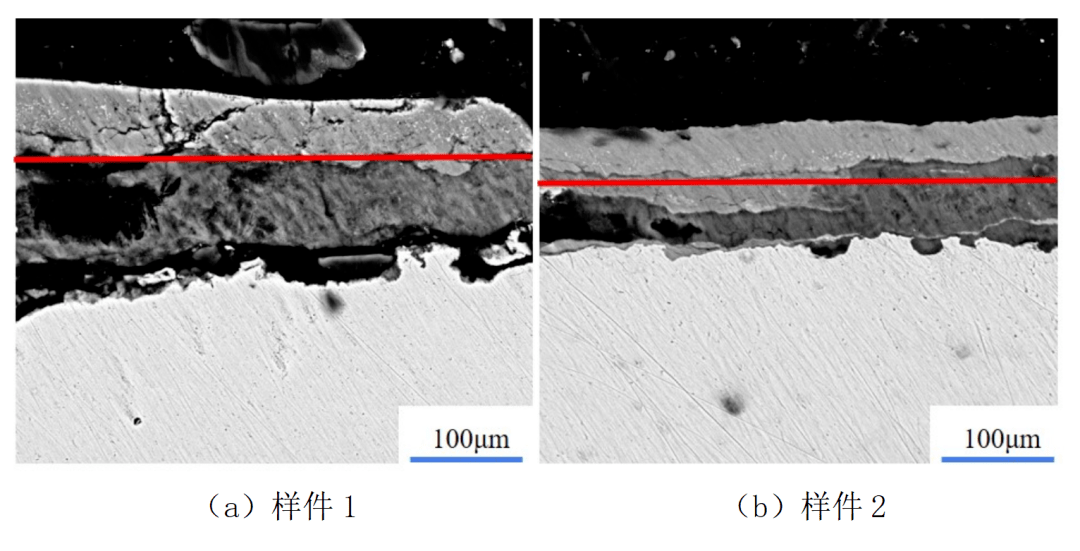
圖8 射線衍射(XRD)化合物分析
4. 試驗方法及結果
清洗過程中激光光斑通過單軸掃描振鏡來回往復運動,使之由點狀光斑快速掃描成長度為10mm左右的準線狀光斑。激光的單脈沖能量由激光功率和重復頻率共同決定,其反映清洗能力的大小。本章主要采用單因素試驗探究不同工藝參數對礦工樣件表面性能(表面粗糙度、顯微硬度、抗腐蝕性等)和氧化物清洗效率的影響規律。
(1)表面粗糙度測試及結果討論
表面粗糙度不僅反映激光清洗的效率,同時影響清洗后材料表面的涂裝性能。本節采用白光干涉儀分析了不同激光參數對礦工樣件表面粗糙度的影響規律,并得出了最優的工藝參數。
單因素實驗探究了不同激光功率、重復頻率(脈沖寬度)下,激光清洗前后樣件表面粗糙度的變化規律,如圖9所示。同時,圖10為典型參數下白光干涉儀測試樣件的3D形貌。
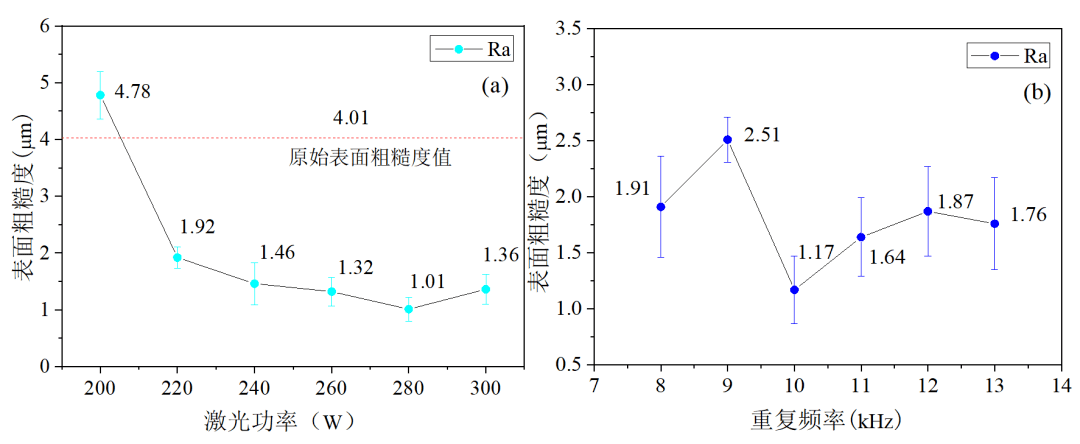
圖9銹蝕樣件不同激光參數清洗后的表面粗糙度(a)功率;(b)重復頻率;
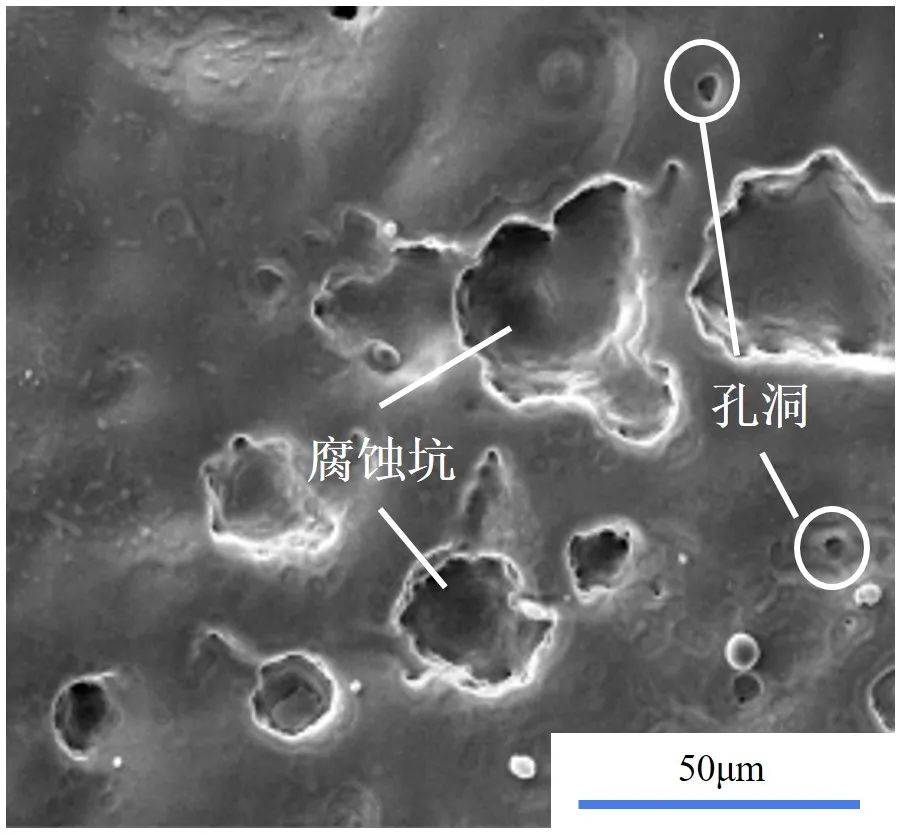
隨著激光功率的增加,樣件表面粗糙度逐漸降低且下降速率呈現先快后慢的趨勢。考慮此過程中銹蝕氧化物逐漸去除,氧化層疏密不均導致清洗速率的不同。當激光功率超過一定范圍,表面粗糙度稍微增加,其原因可能為過高的熱輸入量導致基體材料發生熔化,產生燒蝕坑,如圖4-8(c)所示。
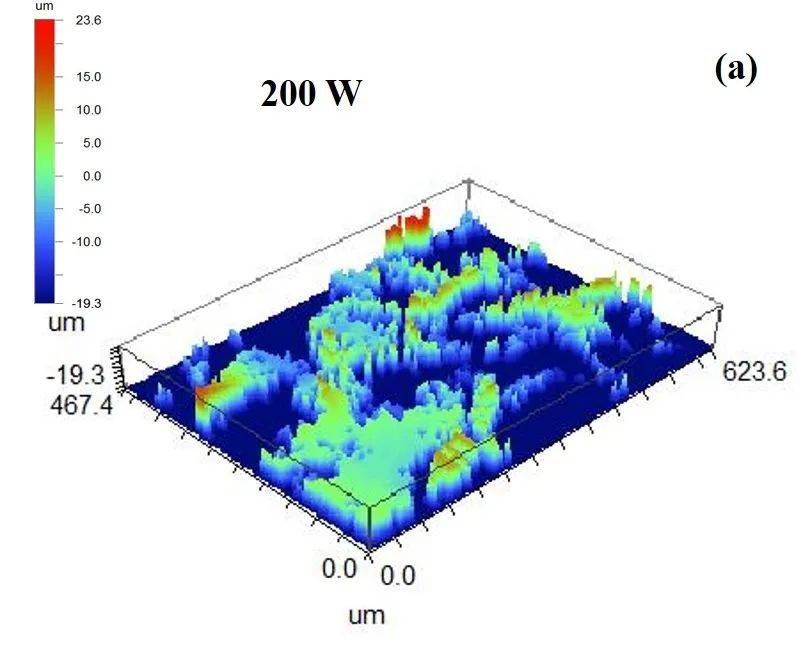
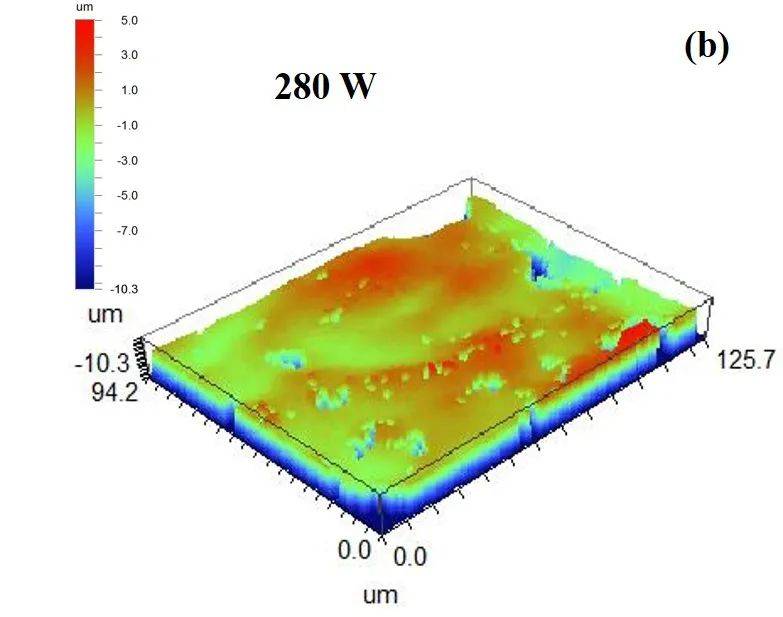
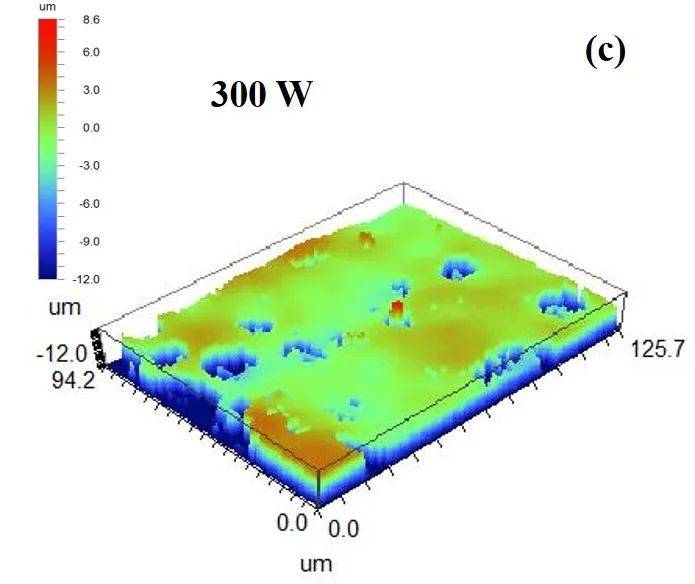
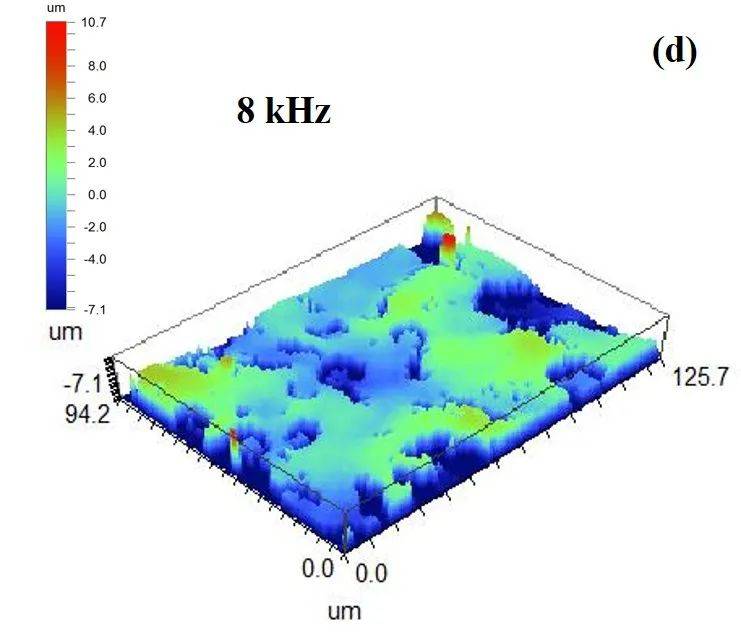
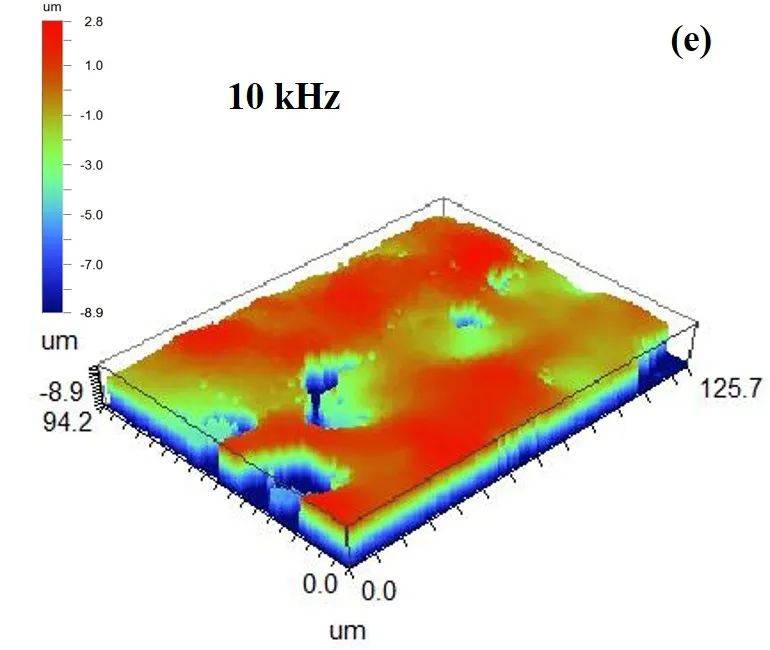
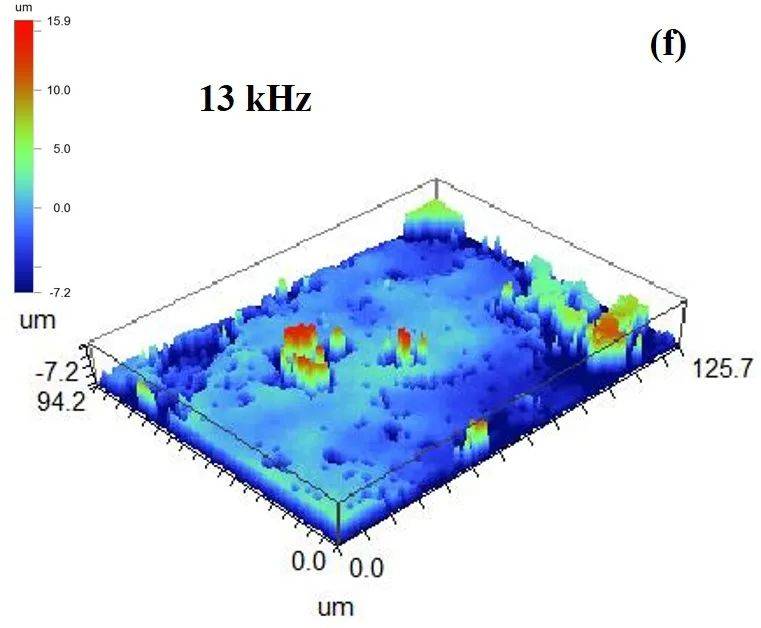
圖10腐蝕樣件激光清洗后的3D形貌(a)200W;(b)280W;(c)300W;(d)8kHz;
(e)10kHz;(f)13kHz;(g)30%;(h)70%;(i)80%
表面粗糙度隨重復頻率的變化規律如圖4-7(b)所示。可以看出,表面粗糙度值與重復頻率之間沒有明顯的規律,其主要原因為重復頻率的大小除了影響激光的能量密度外,在相同振鏡周期下,還與樣件單位面積內光斑的作用次數有關。
(2)微觀形貌測試及結果討論
微觀形貌作為材料分析的重要組成部分,其形貌特性對于材料后期的使用性能具有重要的影響。為了進一步對激光清洗效率和樣件表面完整性進行分析討論,本節采用掃描電子顯微鏡(SEM)對清洗過程中樣件的微觀形貌進行測試,X射線能譜分析儀(EDS)輔助分析污物成分。不同工藝參數下Q345鋼表面微觀形貌如圖11所示。
(a)

220W
280W
300W
8kHz
10kHz
13kHz
圖11 銹蝕樣件不同激光參數下的微觀形貌(a)功率;(b)重復頻率;
由圖11(a)可以看出,激光功率較低時,樣件表面依舊存在大量殘留的條紋狀附著物,清洗效果較差。隨著激光功率的增加,氧化物逐漸去除,樣件表面開始露出金屬基體。在激光清洗過程中,激光光束與樣件表面物質發生反應,材料會發生固體-液體-固體三者物相之間的轉變,同時微小燒蝕坑和氣孔會出現在樣件表面上,證明激光清洗過程中存在燒蝕去除機理。
當重復頻率較低時,樣件表面出現“邊緣堆砌”效應,即樣件表面在激光光斑作用下生成金屬熔池,由于壓力和液相的爆破過程使光斑邊緣產生熔融重凝物,多呈現乳突狀結構,清洗效果不佳。隨著重復頻率升高,樣件表面基本無明顯附著物,清洗效果較好。繼續升高,附著物之間出現裂紋和縫隙,證明清洗過程中附著物和基體之間存在熱應力。
(3)不同工藝參數對化學元素含量的影響
通過上述3D輪廓和微觀形貌分析,可以得出去除Q345鋼表面氧化層的最佳工藝參數,進一步采用X射線能譜分析儀(EDS)分析激光清洗前后樣件表面的主要化學元素(Fe、O、C)含量。
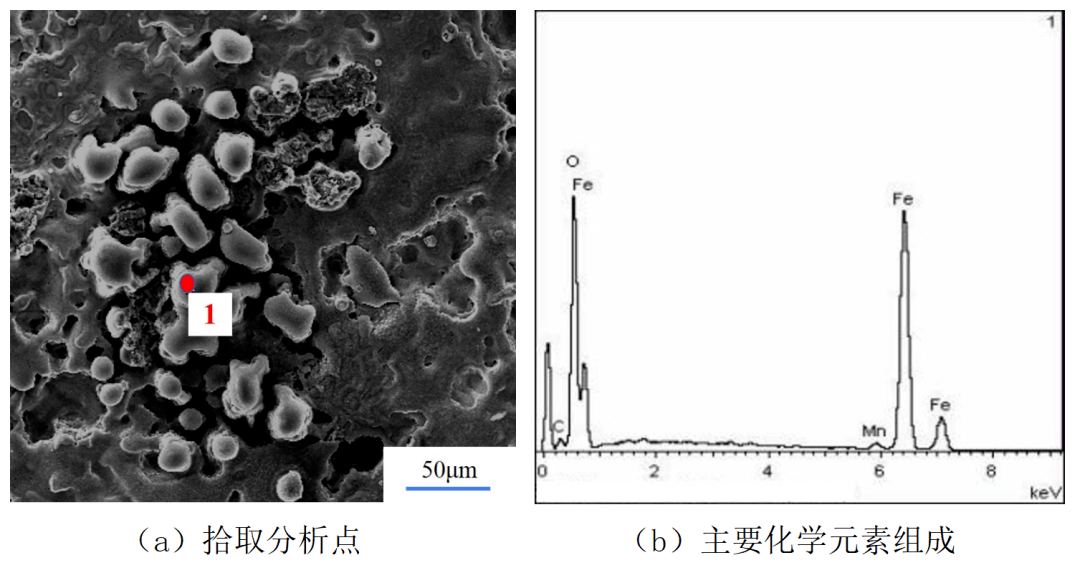
圖12 附著物成分能譜(EDS)分析
不同參數下樣件表面Fe、O、C三種元素的相對含量經X射線能譜分析儀(EDS)測試,如圖4-12所示。
圖13 不同激光參數下的銹蝕樣件表面元素含量(a)功率;(b)重復頻率;
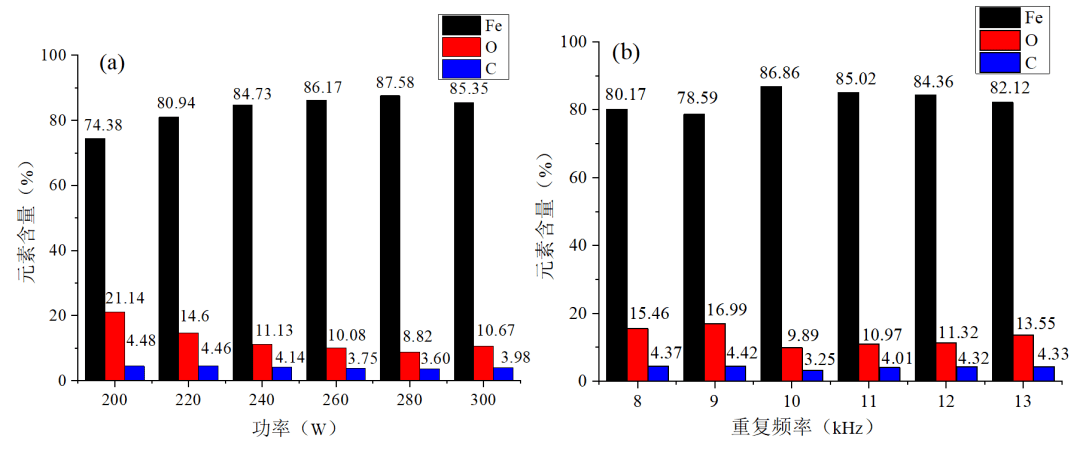
圖13(a)為不同激光功率下Fe、O、C三種元素的相對含量。隨著的增加,Fe元素的含量呈現先上升后下降的趨勢,O元素含量呈現先下降后上升的趨勢,清洗過程中C元素含量基本保持不變。繼續升高功率,O元素含量最低為8.82%,Fe元素含量最高為87.58%,樣件清洗效果最好,清洗效率最高。激光功率繼續,Fe-O元素中O元素含量略有上升,證明此時激光處于過清洗狀態,樣件表面發生二次氧化現象,清洗效率有所下降。實際上,當重復頻率固定后,功率的變化代表了激光單脈沖能量的變化,單脈沖能量過高和過低都會對清洗效率產生不利影響。
從圖13(b)可以看出,重復頻率的變化對Fe、O、C三種元素的相對含量沒有明顯規律可循。當重復頻率為10kHz時,O元素含量最低,Fe元素含量最高,清洗效率相對最好。
(4)表面顯微硬度測試及結果討論
硬度值是金屬材料表面重要的性能參數。提高材料表面的硬度值,不僅可以增大強度、提高塑性變形抗力,而且對提高零部件的尺寸精度、延長工作壽命具有重要的意義。不同激光參數下Q345鋼表面顯微硬度值變化規律如圖14所示。
圖14 不同參數下顯微硬度變化規律(a)功率;(b)重復頻率;
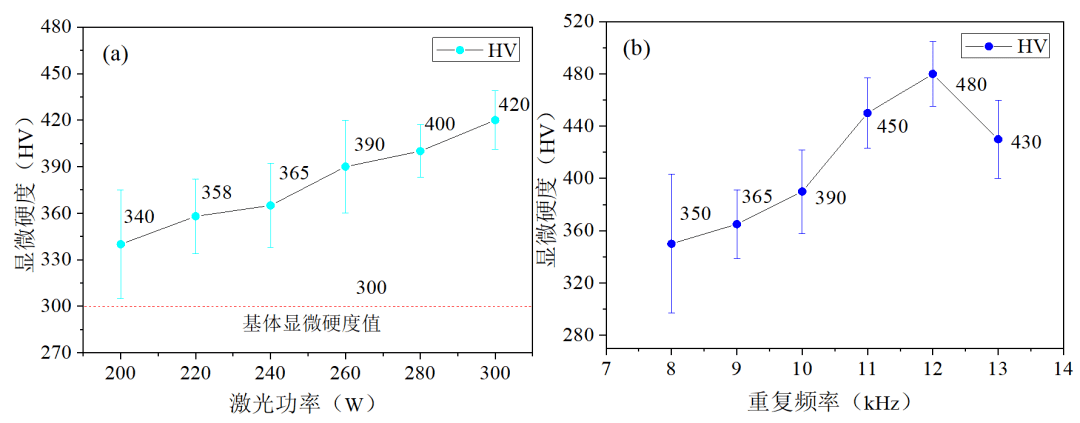
未清洗的Q345鋼經砂紙打磨并拋光后,基體的顯微硬度測量值為300HV。圖14(a)代表了不同功率下樣件表面顯微硬度的變化規律,可以看出,隨著功率的逐漸增加,硬度值逐漸增大,且均大于Q345鋼基體本身的硬度值。當激光功率繼續增加時,樣件表面硬度值可以達到420HV。硬度變化主要歸因于激光清洗實際上是一個熱處理的過程,熱輸入量與激光單脈沖能量息息相關。重復頻率固定時,功率的變化代表了單脈沖能量的變化。當單脈沖能量增加時,樣件表層晶粒細化,晶界之間抵抗發生位錯的能力變大,因而樣件表層產生一層較薄的硬化層。
圖14(b)為不同重復頻率下樣件表面顯微硬度的變化規律,可以看出,重復頻率對硬度值影響顯著。當激光器的振鏡周期固定時,重復頻率的大小反映了單位面積作用的激光脈沖個數以及單個脈沖持續作用時間(脈沖寬度)的長短。重復頻率逐漸增大過程中,樣件表面顯微硬度逐漸增大。當重復頻率增加,顯微硬度值達到最大480HV,相比于Q345鋼性能提高60%。激光清洗過程中,影響硬度值的主要因素為:激光功率下的熱處理效應和脈沖激光作用下的沖擊力效應。由于激光功率保持不變,此時硬度值的變化主要為脈沖激光對樣件表面的沖擊效應。隨著重復頻率的增大,單位面積作用的脈沖個數增多,因此,樣件表面產生的硬化層在擠壓力作用下更加致密,硬度更高。另一方面,清洗過程中,污物與基體之間存在熱應力,銹蝕氧化物離開基體時產生的反沖力對硬度的提升同樣起積極的作用。
(5)抗腐蝕性測試及結果討論
礦山機械工作環境惡劣,潮濕環境下鐵基材料極易發生電化學腐蝕,生成氧化鐵等銹蝕氧化物,嚴重影響零部件的使用壽命和安全系數。因此,探究激光清洗對樣件抗腐蝕性能的影響規律具有重要意義。
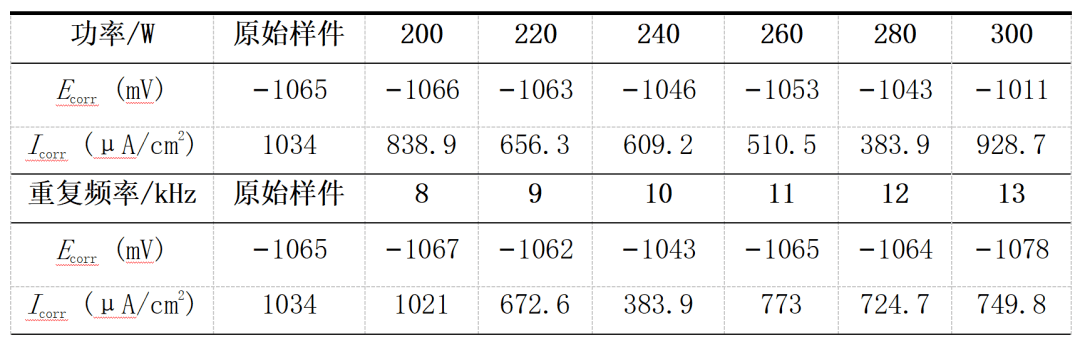
圖15為不同激光參數下測試出的動電位極化曲線(Potentiodynamic Curve),將試驗數據采用塔菲爾擬合(Tafel Fit)處理,得到表15所示的不同參數下樣件表面的自腐蝕電位(Ecorr)和腐蝕電流密度(Icorr)。自腐蝕電位高低反映了電化學腐蝕條件下,樣件的熱穩定特性。而腐蝕電流密度大小反映了發生電化學腐蝕的速率以及樣件表面產生點蝕現象的難易程度。
由圖15(a)以及表3可以看出,隨著激光功率的增加,極化曲線均呈現正向移動趨勢,自腐蝕電位逐步增大,即清洗后樣件表面的腐蝕動力小幅增強。腐蝕電流密度先減小后增加,表示樣件表面的抗腐蝕性能先增加后減小。激光功率增加,腐蝕電流密度最低為383.9,抗腐蝕性能最佳,此時極化曲線中鈍化區的鈍化平臺較寬,樣件的鈍化狀態較穩定。抗腐蝕性逐漸增加的主要原因為激光使樣件表面疏松銹蝕氧化物去除的同時,對基體會產生不同程度的熱影響,細化晶格,提高表面完整性,從而抗腐蝕性能得到改善。當功率最大時,由微觀形貌可知,熱累積量過高,表面出現燒蝕坑,熔融物增加,基體發生損傷,抗腐蝕性下降。
圖15 不同參數下的極化曲線(a)功率;(b)重復頻率;
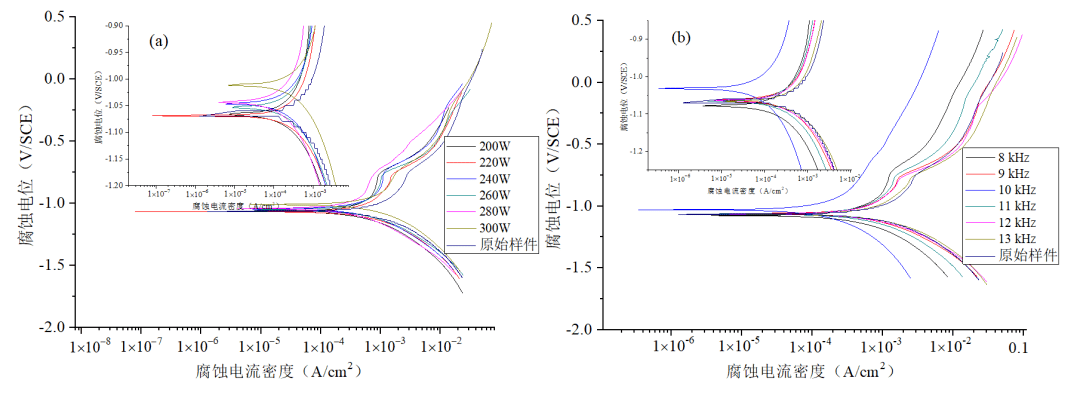
表3 不同清洗條件下樣件表面的電化學參數
5. 結論
本章基于脈沖激光器,探究了不同激光功率、重復頻率(脈沖寬度)下Q345鋼表面銹蝕氧化物的去除效率以及清洗前后基材表面關鍵性能(表面粗糙度、顯微硬度、抗腐蝕性等)的變化規律,主要結論如下:
(1)脈沖光纖激光器清洗技術對于礦山機械(Q345)表面氧化層及其他附著物具有良好的去除效果。
(2)對于激光清洗前后樣件表面的三維(3D)形貌,隨著單位面積熱輸入量的增加,表面粗糙度(Ra)逐漸降低。但熱輸入量過高時,樣件表面會有燒蝕坑和新氧化物出現,粗糙度值稍有增加。結合微觀形貌分析發現,激光清洗過程中,主要存在兩種清洗機理:燒蝕去除機理和熱應力去除機理。
(3)激光清洗對樣件表面的顯微硬度存在明顯的影響規律。激光清洗過程中,表面微觀結構中晶粒細化,晶粒邊界抵抗位錯現象的作用力變大,顯微硬度得到提高。在本激光清洗試驗中,重復頻率(脈沖寬度)對硬度值的變化影響程度最大。相比于原始樣件(Q345),激光清洗后顯微硬度提升率可以達到60%。
(4)激光清洗后,礦山機械(Q345)表面的抗腐蝕性能得到顯著提高。隨著激光功率增大,表面的抗腐蝕性能逐漸提高。但功率過高時,由于燒蝕坑和新氧化層(不完整)的出現,抗腐蝕性能略有下降。相比于原始樣件(Q345),最優的抗腐蝕性能提升率大約為62.9%。
6. 公司簡介
山東產研強遠激光科技有限公司注冊資本8036萬元,是一家專注于激光清洗/焊接設備研發、生產、銷售及綜合解決方案的國家高新技術企業。公司作為山東省科學院激光研究所、山東產業技術研究院、山東省科創集團有限公司股權投資企業,擁有光學、機械、電子、計算機、材料學等多學科專業組成的博士創新團隊,公司在激光清洗/焊接關鍵核心器件、工藝方法、智能控制、成套自動化解決方案擁有國內外核心自主知識產權50余項,相關產品廣泛應用于航天航空、軌道交通、輪胎模具等行業。
公司為國家級高新技術企業、山東省創新型中小企業、聊城市先進激光技術創新中心、聊城市新型研發機構、第七屆“創客中國”中小企業創新創業大賽500強。公司具備激光設備系統設計、集成能力,可實現各種應用場景自動化操作,針對不同客戶應用需求,可定制設計、開發出移動式清洗/焊接平臺、龍門式激光清洗/焊接成套生產線,攻克大幅面、自動化、高精度的協同運動技術,解決行業清洗/焊接難題,開發設備指標、性能達到國內優秀水平,多項重大研究成果填補國內空白。公司將借助核心技術優勢,積極進行激光清洗、焊接產業鏈技術拓展,打造激光清洗、焊接智能裝備領域的綜合技術裝備服務提供商,為廣大企業綠色、高效、優質發展保駕護航。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

