在電池制造中,許多生產工藝可以采用激光技術進行加工(圖1):極片切割、電極三維微觀結構加工、極耳切割、鋁塑膜切割、焊接和打標等。激光加工工藝用于鋰離子電池電極的切割、退火、結構化處理和3D打印,可以降低制造成本并提高鋰離子電池的電化學性能和使用壽命。本文總結在極片制造中的激光技術。
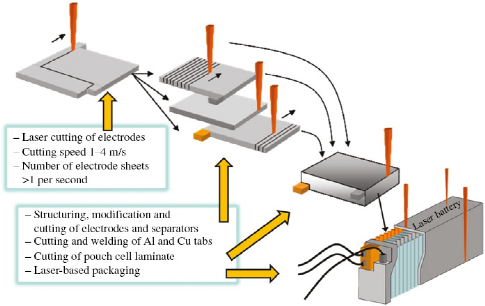
圖1 鋰離子軟包電池制造中的激光加工工藝
通常,電極片進行沖壓來實現成型切割,但是由于機械沖裁與工具磨損以及電池和電極設計的不靈活性,激光切割可能是替代當前技術的合適方法(圖2)。激光切割速度需要 1 m/s 才能與沖壓相互競爭,還必須詳細研究切割邊緣的質量。對于石墨陽極和 NMC 陰極,由于金屬集流體(銅或鋁)和復合厚膜電極涂層的燒蝕閾值不同,高斯強度分布的激光束切割的特征邊緣幾何形狀如圖3所示。切割時,在金屬集流體和厚膜電極之間形成臺階,即所謂的“間隙寬度”,其值必須盡可能小,一般小于50μm。由激光切割引起的典型缺陷是電極兩側的熱影響區 (HAZ)、沿切口的毛刺以及間隙寬度。即使采用優化的工藝參數,ns 激光切割也始終會對電極材料產生一定的熱影響。除了上述激光引起的缺陷外,還可能發生材料再沉積的化學改性。例如厚膜石墨陽極片ns激光切割時在電極涂層上沉積了銅污染薄層。圖3 陽極激光切割邊緣的橫截面圖(激光掃描速度 1200 mm/s,激光波長 1064 nm,平均激光功率 100 W)LFP 電極在激光切割過程中產生的 HAZ 可能形成液滴狀顆粒,而LFP在室溫和更高溫度下可能存在幾種不同的相,如陰極中的橄欖石 LiFePO 4可能氧化形成 α-Fe 2 O 3或可能發生微觀結構改性形成 γ-Li 3 Fe 2 (PO 4 ) 3。退火過程可以改善電極涂層的微觀結構,激光退火可以局部施加在所需的電極材料上,廣泛應用于非晶半導體材料的結晶,如非晶硅。也可以成為控制陰極涂層中結晶相,例如LiCoO 2和LiMn 2 O 4涂層的晶粒尺寸可以通過退火時間來控制。激光技術可用于鋰離子電池陽極(如石墨)和陰極(如LFP)的干燥,1070 nm 波長的光纖激光器(最大平均功率為 450 W)主要干燥實驗裝置如圖4所示。實驗證明,通過激光和傳統烘箱工藝干燥的電極的電化學性能、殘留水分和電極形態幾乎相同。剝離強度測試可以得出結論,對于兩種類型的電極,涂層對箔的粘附力沒有差異。激光輻射直接把濕涂層溶劑干燥,環境熱損失可以很小。與烘箱工藝相比,激光工藝可以將干燥能耗降低 2 倍。然而,到目前為止,激光工藝的加工速度僅能達到 50 cm 2/秒。對于 52 Ah 電池(面積 21×24 cm 2)的典型涂布速度為 30 m/min,需要大約 1050 cm 2 /s的激光干燥速度。因此,必須使用高功率激光器并且進一步升級工藝和優化工藝。增加負極復合涂層和集流體之間粘附力將會提升電極機械穩定性,電池容量保持率和改善壽命,Tang 等人實驗結果表明在厚度為 150 μm 的銅板上激光加工直徑為 50-100 μm、縱橫比為 1 的盲孔(圖5B)可以作為硅基活性涂層的機械錨定點,從而顯著提高電池循環保持率。圖5 激光打孔集流體對電池性能的影響:(C、D)沉積在(A)非結構化和(B)激光打孔銅板上的硅基陽極的比容量和庫侖效率厚涂層鋰離子電池(電極厚度>100 μm)可以實現高能量密度;單位面積的能量隨著電極的厚度而增加。另一方面,對于厚涂層電極,鋰離子的擴散動力學,尤其是在高充電/放電速率下,在電極靠近集流體的部分鋰離子濃度有限,并且形成沿膜厚度的鋰濃度梯度。通過激光燒蝕或修飾制造的電極,可以形成3D結構厚電極的電池。激光處理結構化電極明顯提高了循環容量保持率,并且可以實現電池級別的功率密度和能量密度的提高,原理方法如圖6所示。在電極上直接刻蝕豎直孔道,可以降低電極的孔隙迂曲度,提高有效鋰離子擴散系數,從而提高電池的功率性能。圖6 2D、3D 和厚涂層電極的能量密度與功率密度的函數示意圖(紅色:電極的集電器;藍色:電極的活性材料)圖7(A)是通過 248 nm 波長的準分子激光燒蝕的,自組織結構是通過選擇性材料燒蝕和隨后的材料再沉積實現的,活性表面積可以增加約 10 倍。圖7(B)是直接通過準分子激光燒蝕獲得的具有微米級結構尺寸的LCO 電極,具有高比表面積。然而,平均功率為 10-20 W 的準分子激光源的處理速度非常低,因此,將該技術僅能應用于小面積的微型電池。使用 ns 光纖激光器(例如 200 ns)或 fs 激光器(例如 380 fs)可以直接激光燒蝕結構化處理實現 3D 電極微結構(圖7C)。圖7 電極陰極材料中激光產生的微結構的 SEM 圖像:(A)經歷準分子激光曝光的 LCO 復合電極中的自組織微結構,(B)薄膜 LCO 電極的直接準分子激光刻蝕微圖案,以及(C)飛秒激光刻蝕的復合 LCO 電極如圖8所示,不采用激光結構化處理的厚電極電池隨著放電電流的增加而顯著降低容量,而且隨著電極厚度的增加,電極的電池的比容量會進一步降低。激光結構化處理的厚度為 210 μm 的陰極電極會造成7% 的活性材料損失。但是,由于激光成型的孔道改善了鋰離子擴散動力學,210 μm 陰極的電池的比容量在 C/5 倍率時可以提高 74%。圖8 NMC 厚電極膜厚(155 μm)的激光成型和電化學性能不過,一個重要的問題是電極直接激光燒蝕會導致活性材料的損失,這主要取決于孔道間距和激光的類型。使用 200 ns 激光和 200 μm 的間距,活性材料的損失達到約 30%。600 μm 的間距可將材料損失降低至 10 wt% 以下,同時保持電極與液體電解質的潤濕性提高,預計增加間距將降低鋰離子擴散動力學及其對高倍率性能的影響。與 ns 激光燒蝕相比,使用 fs 激光燒蝕或 ns 激光輻射可以實現更高的縱深比,并減少質量損失。對于 200 μm 的間距和 380 fs 的脈沖長度激光,活性質量的損失可降低至 6.8 wt%(圖8A和B)。將間距增加到 300 μm,活性材料的損耗可以降低到 4.5 wt%。對于厚電極,激光結構化設計可提供最有效的毛細管傳輸,增加電解液浸潤效果和速度,并且可以提高高倍率下電池壽命和容量保持率。如圖9所示,壓花形成的微通道會導致材料密度的不均勻性,通道的邊緣被壓縮,孔隙堵塞。而激光燒蝕形成的通道側壁保持開放的孔隙,產生的毛細管作用更明顯,100次循環容量保持率大于 99%(壓花電池為87%)。圖9 (A)通過壓印在 NMC 中產生的毛細管結構與(B)激光燒蝕產生的微通道電池激光打印
激光誘導正向轉移(LIFT)3D打印技術適用于制造完整的全固態鋰離子微電池(圖10),用于電池打印的 LIFT 技術通常使用脈沖紫外激光 [波長 λ=355 nm,脈沖長度 (FWHM) τ=30 ns] 光束來誘導納米糊狀材料從供體基板(載玻片)轉移到受體基板上(圖10 )。基板(集流體)以約100μm的距離面對著供體基板。當激光強度高于閾值能量時,材料從載玻片轉移到基板上。本文介紹了幾種激光工藝及其對電池性能的影響,激光技術需要繼續研究以適應最先進和下一代電池生產,還需要針對不同的電池設計(例如軟包電池、方形電池或圓柱電池)進行加工匹配或選擇合適的激光技術。[1]Pfleging, Wilhelm. A review of laser electrode processing for development and manufacturing of lithium-ion batteries. Nanophotonics, 2017, 7.








 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀 關注我們
關注我們



























