






透明和純白熱塑性塑料是激光透射焊接中最難焊接的兩類塑料品種。利用透明或純白聚合物在2μm波段具有適度透過率以及較高吸收率的特性,使用2μm摻銩光纖激光器作為光源,在不使用任何吸收劑的條件下,對透明PET或純白PP兩種聚合物分別進行焊接研究。
PET塑料(左圖)與PP塑料(右圖)
透明PET焊接
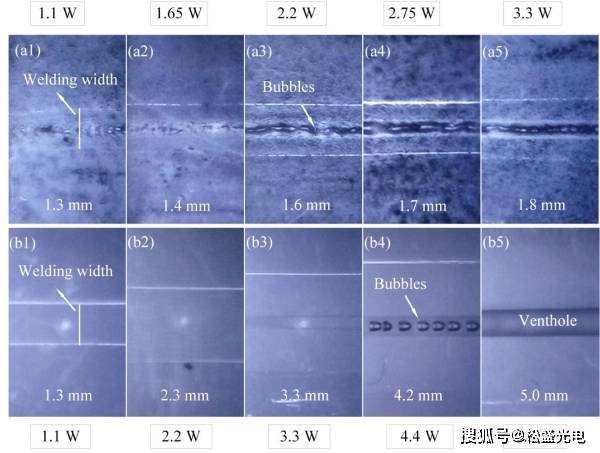 圖片(a) 0.808μm 和(b)2μm激光焊接透明PET的效果對比
圖片(a) 0.808μm 和(b)2μm激光焊接透明PET的效果對比
圖(a)、(b)分別為0.808μm和2μm激光焊接透明PET樣品的宏觀形貌隨輸入功率增加而發生改變的CCD圖。兩組樣品在焊縫處的表面都沒有凸起或燒焦的痕跡,說明樣品表面沒有被破壞。這是由于:本實驗將導熱系數較高(1.5W/(m· K)左右)的特種石英玻璃壓覆在樣品PET(導熱系數不超過為0.3W/(m· K))上下表面,除了為樣品的焊接提供適度的夾緊力外,還能將樣品上下表層的部分熱量導入石英玻璃內,避免了樣品表面因溫度過高而發生燒蝕損傷。
上圖中,兩組樣品的融化區都隨著輸入功率的增大而加寬。注意到,部分樣品的焊縫中心出現了氣泡。氣泡對焊接件的氣密性有消極的影響,理想的焊接結果應是形成與母材無異的、無氣泡或雜質的焊縫。然而,與碳黑焊接的樣品因局部(碳黑絮團)吸收能量相對較大,在較低輸入功率(2.2W)時就已經出現因熱分解而產生的氣泡,但無吸收劑焊接的樣品因無高吸收率的碳黑,在線能量較高(4.4W)時才出現氣泡,表明在相同線能量下,采用2μm激光焊接的透明PET樣品更不易出現氣孔缺陷。
純白PP焊接
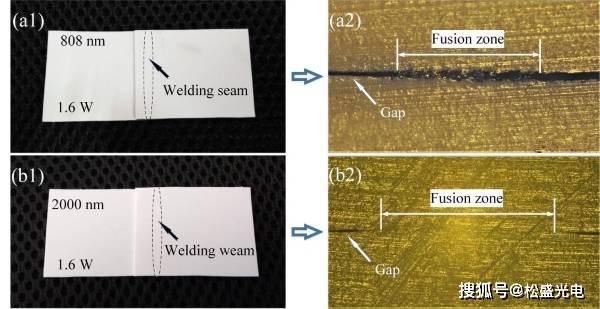 圖片:0.808μm和2μm激光焊接白色PP結果:(a1,b1)實物圖;(a2,b2)截面切片顯微圖
圖片:0.808μm和2μm激光焊接白色PP結果:(a1,b1)實物圖;(a2,b2)截面切片顯微圖
圖(a)、(b)分別為使用0.808μm和2μm激光透射焊接純白PP樣品的結果。從(a)、(b)中可發現,兩樣品焊接表面都完好無損,沒有被破壞的跡象。此外,兩者都在激光掃描路徑上形成了熔合區,但通過截面切片顯微圖可觀察到兩熔合區有著明顯的區別:使用0.808μm激光焊接時,添加的碳黑吸收劑使熔合區呈現黑色,因而上、下母材的熔合狀況不易觀察,見上圖(a2);而使用2μm激光焊接時,由于樣品不添加任何吸收劑,熔合區沒有被雜質所污染,保留母材原有的顏色,可觀察到上、下母材已經很好地熔合在一起,見上圖(b2)。
實驗驗證了2μm激光焊接透明PET和純白PP塑料的優勢,其破壞拉伸力分別達到了母材的57.8%和93.3%,且焊接中未使用任何添加劑,顯得更加美觀,其結合力更加穩定,同時也較大提高了激光透射焊接的效率。

松盛光電2μm同軸測溫成像塑料激光焊接頭
松盛光電根據塑料焊接領域市場行情自主研發出針對2μm激光波長的同軸測溫成像激光焊接頭,利用同軸紅外測溫實時反饋控制,可以實時調整輸出能量保持焊接一致性,最大程度保證焊接良率。利用系統同軸CCD攝像頭與監視裝置,對被焊接工件進行定位追蹤,避免實時焊接過程中的焊點偏移。
其主要特點:
在線閉環溫度控制
超精細焊縫
同軸CCD監控接口
體積小巧緊湊牢固
內部結構完全密封
同軸激光,同軸測溫,同軸成像
體積小巧緊湊牢固可靠,無多余調節機構免維護,適用于高強度自動化流水線工作狀態
專用技術:激光、成像、測溫、紅光多光共軸
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

