






摘要
研究了QN2109和317 L激光焊縫熔合區之間的點蝕行為。由于成分和冷卻速率的差異,Mn在兩個熔合區的偏析不同。兩種焊縫都含有殘余δ-鐵素體,QN2109因其錳和氮含量較高而顯示出較高的δ-鐵素體含量。兩個焊接接頭顯示出不同的點蝕起始點。QN2109在激光焊接過程中產生易于點蝕的二次奧氏體,而在317 L熔合區,M23C6溶解,顯著減少了點蝕點的數量。
引言
奧氏體不銹鋼因其卓越的耐腐蝕性和機械性能而廣泛應用于核工業、石油工業和日常工業。然而,鎳(奧氏體不銹鋼中最關鍵的元素)的成本不斷上升,以及鎳在生物體內的過敏反應,促使人們探索節省鎳的替代品。本文研究的材料QN2109是一種奧氏體不銹鋼,采用氮和錳部分代替鎳,具有出色的耐腐蝕性和強度。它已應用于要求苛刻的沿海環境,包括海洋牧場和漁排。在生產和應用中,焊接是應用最廣泛的連接方式之一。因此,研究QN2109的焊接性能、工藝和參數勢在必行。與傳統焊接技術相比,激光焊接是一種高效的焊接方法,具有高能量密度、低熱輸入、窄熱影響區(HAZ)和高精度。為了實現高質量的焊接,激光焊接與其他焊接方法相結合,例如激光-電弧復合焊接和激光-金屬惰性氣體復合焊接。在實際應用中,焊接接頭經常是腐蝕失效的位置,導致使用壽命縮短。局部腐蝕(如晶間腐蝕、點蝕和應力腐蝕開裂)是最常見的腐蝕失效形式。大量研究檢查了奧氏體不銹鋼焊接接頭的點蝕行為,將抗點蝕性的整體降低歸因于熱影響區(HAZ)的微觀結構演變。這是由于熱影響區的時效溫度導致金屬間相析出,從而導致抗點蝕性下降。在目前的研究中,我們發現不同奧氏體不銹鋼的激光焊接接頭表現出不同的點蝕行為。QN2109焊縫的點蝕電位低于原始QN2109焊縫的點蝕電位,而317 L焊縫的抗點蝕能力優于原始317 L焊縫。激光焊接導致相對較窄的熱影響區,母材(BM)的性能與原始試樣一致。因此,熔合區(FZ)抗點蝕性的差異成為焊接接頭整體點蝕行為差異的決定性因素。焊縫中FZ的抗點蝕性已得到部分研究,它與顯微組織的演變密切相關。根據一些研究人員的說法,冷卻過程中在FZ中形成δ-鐵素體,由于不同相中的分布系數不同,導致元素偏析。微觀結構和成分的不均勻性導致抗點蝕性下降。Shun Tokita等人研究了不同成分的FZs,發現焊接過程中析出的Nb碳化物充當點蝕引發點,最終降低了抗點蝕性。Mannepalli等人發現,碳化鉻在δ-鐵素體/奧氏體界面析出,這也可能導致FZ點蝕。然而,這些研究大多集中在填料的微觀結構演變和點蝕行為上。在這項研究中,沒有使用填料,這意味著FZ是由激光熔化和凝固后的基底金屬制成的。重要的是,兩種奧氏體不銹鋼的FZs抗點蝕性沒有表現出簡單的惡化;相反,它們顯示出與基底金屬不同的變化模式,表明耐點蝕性的變化與FZ中原始金屬的微觀結構演變密切相關。因此,為了充分理解焊件腐蝕性能的變化,需要對FZ的微觀結構演變進行徹底檢查。在這項研究中,使用多種分析技術研究了FZ的微觀結構,包括光學顯微鏡(OM)、掃描電子顯微鏡(SEM)和透射電子顯微鏡(TEM)。用能量色散譜(EDS)和電子探針顯微分析(EPMA)表征元素含量和分布。此外,使用極化曲線、臨界點蝕溫度(CPT)和電位脈沖技術(PPT)確定FZ的耐點蝕性。從點蝕引發的角度研究了顯微組織演變對奧氏體不銹鋼激光焊接FZ中不同腐蝕行為的影響。
實驗設置
奧氏體不銹鋼QN2109和對比奧氏體不銹鋼317 L均由清拓集團有限公司提供。厚度為4毫米。兩個樣品的化學成分和鉻當量(Creq)/鎳當量(Nieq)比列于表1。使用氬氣流速為15 L min-1的CO2激光器作為保護氣體進行焊接。為確保合金完全熔透,QN2109和317 L的焊接速度分別為10毫米/秒和30毫米/秒,焊接功率為4千瓦。直徑為0.6毫米的激光束產生了一個窄FZ,QN2109的寬度為2.8毫米,317 L的寬度為2.5毫米。

電化學測試使用電化學工作站CHI660E進行,采用標準三電極系統。工作電極由樣品組成,鉑箔用作對電極,飽和甘汞電極(SCE)用作參比電極。實驗過程中記錄的電位和施加的電位均以SCE為參考。在每次測試之前,通過將工作電極切割成12 mm × 12 mm的正方形并將其嵌入環氧樹脂中來制備工作電極。然后使用180至2000粒度的砂紙對電極進行濕磨,隨后用2.5 m金剛石拋光膏拋光。之后,用乙醇和蒸餾水沖洗電極,隨后在空氣中干燥。電化學實驗在暴露面積為1 cm2的樣品上進行,包括整個焊接接頭。為了確保結果的可重復性,所有測試至少重復三次。根據現場標準,動電位極化測試在溫度保持在60±1°C的1 M NaCl溶液中進行,掃描速率為100mV min-1。在掃描過程之前,工作電極承受0.9 VSCE的負電勢120秒,以消除任何氧化物表面。然后將樣品開路1800秒以達到穩定。陽極掃描從低于開路電位(OCP)250mV的電位開始,當電流密度超過1mA cm-2時終止。點蝕電位(Ep)定義為電流密度達到100μA cm-2并繼續增加時的電位。CPT試驗在初始溫度為5°c的1 M NaCl溶液中進行。樣品還在0。9 VSCE下進行了120 s的陰極極化,以去除任何氧化層。隨后,進行了600秒的OCP試驗,以獲得穩定的鈍化膜。之后,對樣品表面施加0.8 VSCE的電勢,同時監測電流密度。在電流密度降至1μA cm-2以下之前,溶液溫度不會以1♀C min-1的速率升高。當電流密度超過500μA cm-2時,測試停止。CPT確定為電流密度達到100μA cm-2時的溫度。PPT測試通常用于調查點蝕的開始【29–32】。為了引發點蝕,在PPT測試中施加高電位,隨后通過低電位進行再鈍化。因此,高電位應大于Ep,而低電位應低于再鈍化電位。在本文中,還在60±1°c的1 M NaCl溶液中進行了PPT試驗。與動電位極化試驗類似,試樣在0。9 VSCE下進行了120 s的陰極極化,然后在開路下穩定1800 s。最后,使用第3。2。2節中提供的詳細參數進行了PPT試驗。觀察PPT試驗后試樣的微觀結構并記錄凹坑的位置。焊接的樣品在30重量%的KOH溶液中以2 V的電勢電化學蝕刻12秒,產生亮奧氏體相和暗鐵素體相。利用光學顯微鏡和掃描電鏡研究了鐵素體和蝕坑的微觀結構。用EPMA和能譜儀結合掃描電鏡和透射電鏡分析了元素的含量和分布。此外,ONH分析儀用于測量激光焊接后的氮含量。為了揭示凹坑的微觀結構,使用聚焦離子束(FIB)切割橫截面,并使用TEM研究微觀結構。選區電子衍射(SAED)用于確定相。
結果與討論
焊接是一個高溫過程,包括熔化材料,然后冷卻和凝固。焊接接頭的最終微觀結構是凝固相變的結果。在不銹鋼的情況下,預測微觀結構特征通常涉及確定凝固性,使用Creq/Nieq比率的離子模式。對于奧氏體不銹鋼,計算Creq/Nieq比率的常用公式如下:

根據表1,QN2109和317 L的Creq/Nieq比值分別為1.51和1.59,表明它們的凝固模式均屬于FA模式:LL+δL+δ+γδ+γγ。在FZ中,δ-鐵素體首先從液相中析出,隨后δ-鐵素體轉變為奧氏體γ。
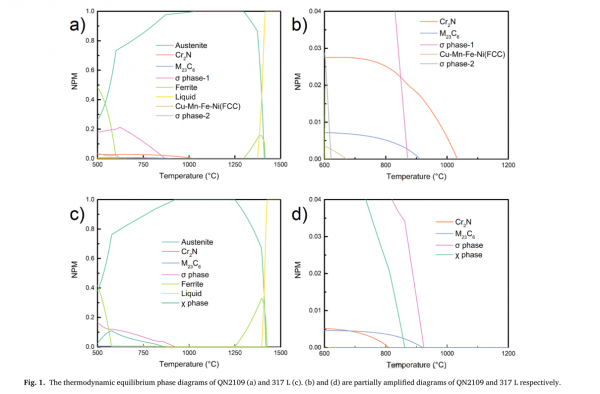
圖1顯示了使用Thermo-Calc軟件計算的兩種奧氏體不銹鋼QN2109和317 L的熱力學平衡相圖。在大約1400°C時,兩種鋼完全熔化成單一液相,表明任何可能的沉淀(如σ相、M23C6和Cr2N)溶解。冷卻時,首先出現δ-鐵素體(由淺綠線表示),隨后逐漸形成奧氏體(由深綠色線表示)。此外,與QN2109相比,317 L中δ-鐵素體的含量更高,相應的溫度范圍更寬。
Creq/Nieq比率是預測相變過程的有價值的指標,但僅在熱力學平衡條件下。由于激光焊接過程中的快速冷卻速率和動態動力學過程,相變可能不完全,導致殘余δ-鐵素體在FZ中持續存在。這可能導致形成包含δ-鐵素體和奧氏體的雙相顯微組織。圖2示出了熔合區的微觀結構。值得注意的是,兩種焊接接頭中的δ-鐵素體枝晶形態不同,QN2109的骨架鐵素體比例高于317 L中觀察到的游離鐵素體。為了量化鐵素體含量,使用了ImageJ。五個視野的平均值得出QN2109和317 L焊縫的鐵素體含量分別為13.68±0.46%和6.71±0.58%。

ONH分析儀測試結果顯示QN2109的N含量在激光焊接后顯著降低,從0.23重量%降至0.10重量%。圖3顯示了使用EPMA對FZ進行制圖的結果。對于兩種類型的焊接接頭,δ-鐵素體相表現出鉻和鉬Mo的富集,而奧氏體相表現出鎳的富集。此外,Mn在兩相之間的分布不同。在QN2109焊縫的FZ中,Mn主要分布在奧氏體相中,而在317 L中,Mn主要出現在δ-鐵素體相中。
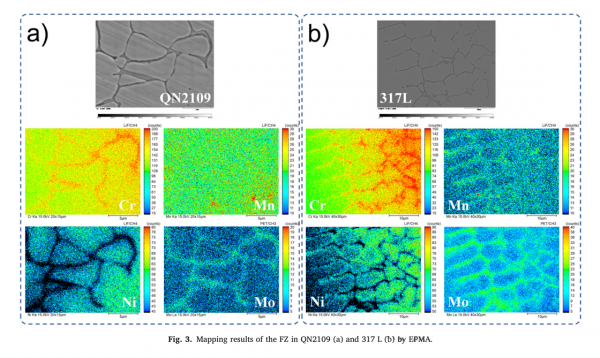
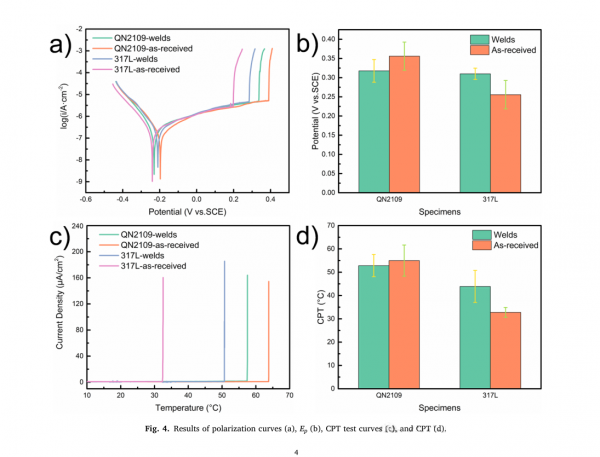
圖4顯示了接收樣品和激光焊縫的極化曲線和CPT測試結果。在激光焊接之前,QN2109和317 L的Ep分別為0.356±0.037 VSCE和0.256±0.037 VSCE。激光焊接后,QN2109的平均Ep值降低至0.318±0.030 VSCE,而317 L的平均Ep值增加至0.310±0.015 VSCE。QN2109激光焊接前后的平均CPT分別為54.99±6.67°C和52.82±4.76°C。對于317 L,激光焊接后平均CPT從32.78±2.09°C增加到43.90±6.87°C。兩項測試都表明QN2109激光焊縫的抗點蝕性低于原始試樣的抗點蝕性,而317 L的結果則相反。
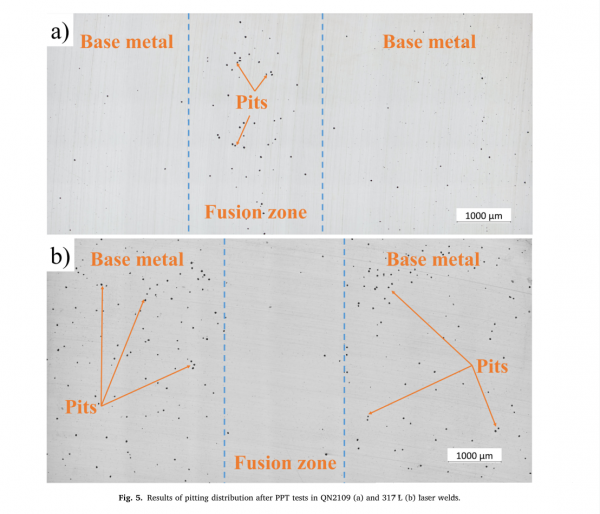
電位脈沖技術(PPT)測試能夠檢測點蝕的開始,并通過調整實驗參數來控制點蝕尺寸。根據第3.2.1節中獲得的Ep,高電位應高于0.318 VSCE,并選擇0.4 VSCE。為了更好地揭示點蝕分布,PPT測試的條件涉及總共30個循環,包括0.4 VSCE的高電位持續2.5秒,然后是優化后的0 V低電位持續5秒。相應的結果顯示在圖5中。具體而言,對于QN2109焊接接頭,點蝕主要發生在FZ,而對于317 L焊接接頭,點蝕主要發生在BM。
為了探究QN2109和317 L之間顯著點蝕引發差異的根本原因,在執行PPT測試之前和之后觀察了指定區域的微觀形貌。點蝕有意限制在較小的尺寸,以便于點蝕起始位置的分析。為此,PPT測試條件被優化為0.4 VSCE的高電位持續2秒,然后是0 VSCE的低電位持續5秒,總共20個循環。QN2109的結果顯示在圖6中。原始視野顯示了兩種夾雜物:夾雜物1由Si組成,而夾雜物2為Al2O3(圖6(a))。有趣的是,在進行PPT測試后,上述夾雜物不會引發點蝕。相反,在沒有夾雜物的區域觀察到五個凹坑(圖6(b))。使用BSE對這些蝕坑進行更詳細的分析,發現在其附近存在δ-鐵素體(圖6(B1))。為了更好地理解點蝕開始的機理并探索其早期階段,進一步最小化點蝕的尺寸至關重要。因此,我們修改了PPT測試的條件,將高電位時間縮短至0.9 s,并將循環次數減少至20次,從而得到直徑約為1 m的受控凹坑。通過用FIB切割這些小凹坑并用TEM觀察它們來分析這些小凹坑,如圖7所示。發現蝕坑位于δ-鐵素體附近,內層腐蝕產物包圍著兩個未溶解的顆粒。元素分析顯示,凹坑頂部的顆粒富含Cr而貧含Ni(圖7(b)),而下部的顆粒顯示出高濃度的Cr和Mo(圖7(c))。使用選區電子衍射(SAED)和快速傅立葉變換(FFT)的進一步分析證實上部顆粒是δ-鐵素體,下部顆粒是σ相。
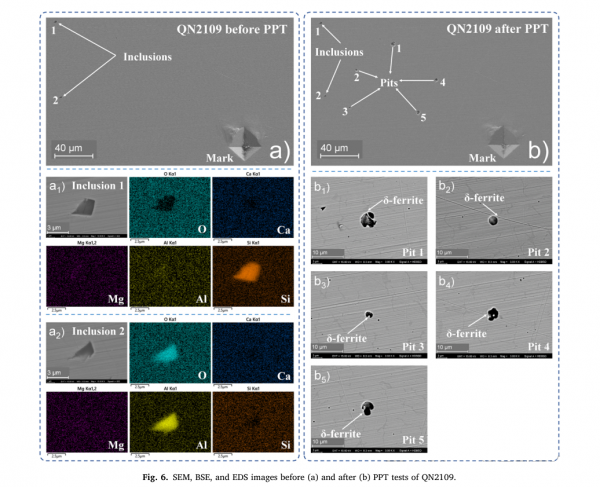
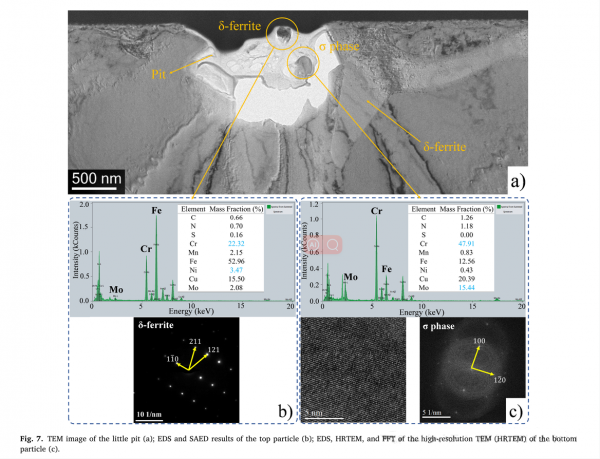
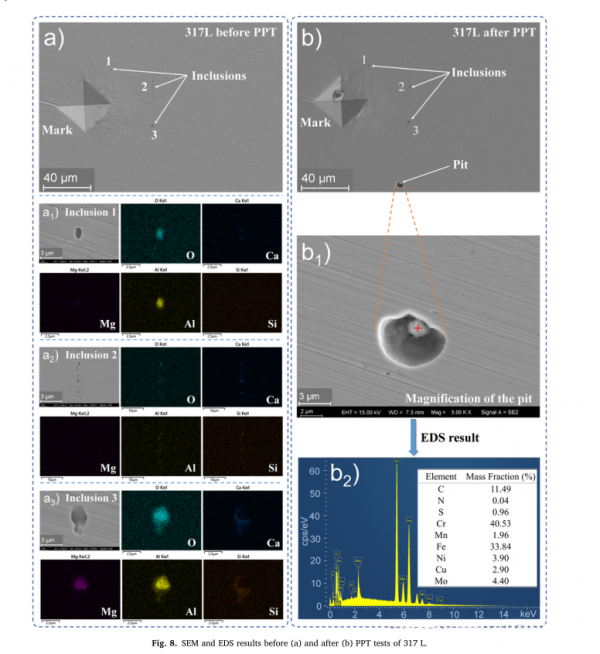
圖8顯示了317 L在PPT測試前后的微觀結構。原始視野顯示了由Al2O3組成的三種典型夾雜物,其可能還包含MgO作為核,被CaO和SiO2作為殼覆蓋(圖8(a1)、(a2)和(a3)。PPT試驗后,這些夾雜物不會引發點蝕,而在沒有夾雜物的位置觀察到一個坑。根據EDS結果,蝕坑的放大圖如圖8(B1)所示,內部殘留的白色顆粒含有大量的鉻和碳。參考熱力學平衡相圖(圖1(c)),確認該粒子為M23C6。
普遍認為,熱輸入的增加會導致冷卻速度的降低,這為δ-鐵素體轉變為奧氏體提供了更多的時間。熱力學平衡相圖(圖1)表明,與QN2109相比,317 L在冷卻過程中具有更大的溫度范圍和更高的鐵素體含量。然而,圖2中的結果揭示了具有更高熱輸入的QN2109中的FZ包含更多的殘余δ-鐵素體。這可歸因于鐵素體形成元素和奧氏體化元素的相對含量,由Creq/Nieq比率表示。在激光焊接之前,QN2109的Creq/Nieq比值(1.51)與317 L的相似(1.59)。然而,焊接過程中奧氏體化元素N的損失(0.23重量% → 0.10重量%)會導致Nieq降低和Creq/Nieq比率增加,表明鐵素體比奧氏體更容易形成。此外,我們之前的研究發現,錳通過阻止相界面遷移來抑制δ-鐵素體轉變為奧氏體。因此,具有較高Mn和N含量的QN2109在FZ中保留了更多的殘余δ-鐵素體。激光焊接后,FZ表現出明顯的元素偏析,如圖3所示。根據公式1,Cr和Mo是鐵素體穩定元素,而Ni、Mn和N被認為是奧氏體化元素。在本研究中,發現凝固模式為FA模式,這導致δ-鐵素體的選擇性沉淀,隨后轉變為奧氏體。該過程表明奧氏體化元素更傾向于分配到奧氏體中,而鐵素體形成元素主要保留在δ-鐵素體中。然而,如圖3所示,奧氏體化元素Mn在兩個焊接接頭的FZ中的分布表現出明顯的差異。這一現象可以歸因于兩個角度。一方面,從熱力學角度來看,錳含量與317 L相比,QN2109更高,而Ni含量更低。此外,由于N的損失,Mn的奧氏體化效應在相變過程中更明顯,導致更多的Mn進入奧氏體。相反,在317 L中,僅高Ni含量就足以促進奧氏體的形成,導致Mn進入奧氏體相的趨勢較弱。另一方面,從動力學角度來看,兩種焊接接頭都表現出凝固的FA模式,這表明δ-鐵素體最初是從液相形成的,然后轉變為奧氏體。作為奧氏體/鐵素體晶格中的替位原子,Mn經歷了替位擴散,這在高溫下比Ni慢。由于激光焊接的冷卻速度極快,特別是對于熱量輸入較低的317 L,在高溫相變過程中,Mn沒有充分擴散到奧氏體中。因此,從前面討論的兩個角度來看,Mn更多地保留在317 L的δ-鐵素體中。基于圖4所示的結果,很明顯,兩種類型焊接接頭的整體耐點蝕性在激光焊接后表現出不同的趨勢。此外,圖5所示的PPT試驗結果表明,點蝕主要發生在QN2109的FZ和317 L的BM中。這一發現與抗點蝕性的差異一致,并突出了FZ性能在確定焊接接頭的整體抗點蝕性中的關鍵作用。
從點蝕開始的角度來看,已經證明有害因素(如夾雜物和沉淀相)會促進不銹鋼的點蝕。在目前的研究中,激光焊縫中存在的夾雜物是在焊接前的冶煉過程中引入的,而不是由焊接缺陷引起的。圖6和圖8顯示,在進行PPT試驗前后,夾雜物沒有出現顯著變化,這意味著它們不是QN2109和317 L激光焊縫中點蝕的主要誘因。圖7表明σ相持續存在于QN2109 FZ的凹坑內,已知其在600–1000°C的溫度范圍內沉淀。如熱力學平衡相圖所示(圖1(a)),當冷卻過程中溫度達到867°C時,σ相開始在QN2109中沉淀。σ相可以通過多種機制形成。低焊接速度和高熱輸入導致冷卻速度緩慢,從而導致QN2109長期暴露在σ相沉淀的敏感溫度范圍內。在凝固過程中,δ-鐵素體可通過如下共晶反應轉化為σ相和二次奧氏體(γ* *)。

二次奧氏體通常具有較低的鉻含量,并且更容易發生脆性斷裂。如第3.2.2節所述,PPT后在QN2109焊件的凹坑附近發現了δ-鐵素體。此外,圖7中的TEM觀察揭示了σ相和δ-鐵素體在凹坑內共存,而二次奧氏體的缺失表明它已經完全溶解。因此,共晶反應生成的二次奧氏體是qn 2109 FZ點蝕開始的原因。關于317 L,圖8(b)示出了在位于BM的凹坑內檢測到M23C6。觀察到碳化鉻的形成伴隨著周圍區域鉻濃度的降低,表明317 L激光焊接點蝕的初始位置是M23C6的存在。
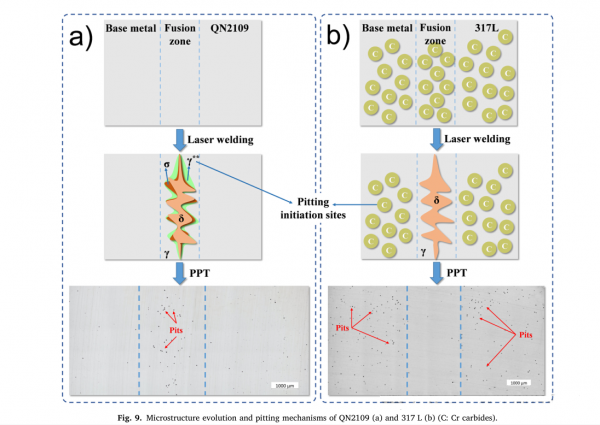
如圖9所示,兩種奧氏體不銹鋼激光焊接后微觀結構變化導致的點蝕機理解釋如下。在QN2109的情況下,在液相凝固過程中形成δ-鐵素體,隨后發生共析反應,產生σ相和二次奧氏體。這反過來又增加了點蝕起始位點的數量(γ * *),最終導致QN2109焊接接頭的整體抗點蝕性降低。相反,在317 L中,碳化鉻均勻地分散在BM中。根據圖1(c)中描繪的熱力學平衡相圖,在FZ中,Cr碳化物在高溫下溶解到液相中。然而,由于激光焊接的高冷卻速率和低熱輸入,Cr碳化物沒有足夠的時間沉淀。因此,FZ點蝕萌生位置的數量減少,從而減少了317 L焊接接頭中的點蝕萌生,并提高了其抗點蝕性。
在實際應用中,QN2109的焊接要求嚴格控制冷卻過程,以避免在靈敏度提高的溫度范圍內停留,并減少導致σ相的共晶反應的發生。同樣,焊接317 L時的熱輸入應精確調節,以防止碳化物沉淀。或者,在焊接前對鋼板進行固溶處理可以降低碳化物的濃度并提高焊接接頭的抗點蝕性。
結論
本研究調查了奧氏體不銹鋼QN2109和317 L激光焊接接頭點蝕行為的差異。從點蝕萌生的角度揭示了不同的點蝕行為。得出以下結論:
(1)兩種激光焊接都在FZ中保留了δ-鐵素體,QN2109具有更高的含量,這是因為其在激光焊接后具有更高的Creq/Nieq比率。
(2)兩種類型的焊縫都在FZ中表現出顯著的元素偏析,鎳富集在奧氏體中,鉻和鉬富集在鐵素體中。由于不銹鋼的元素組成和冷卻速度不同,錳的偏析行為也不同。
(3)激光焊接導致QN2109的抗點蝕性降低,這主要歸因于σ相沉淀和FZ中二次奧氏體的形成導致點蝕初始位點數量增加。
(4)317 L的耐點蝕性在激光焊接后經歷了顯著的增強,這歸因于FZ中Cr碳化物的溶解,從而減少了潛在點蝕初始位點的數量。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

