






文稿:凱普林光電
摘要
藍激光作為半導體激光領域的一個新方向,相較于近紅外波長激光器,銅、金、鋁等有色金屬材料的吸收率均有數倍到數十倍提升。隨著工業界對高質量激光制造的要求越來越高,高性能藍光光源逐步應用于焊接、熱處理、增材制造等材料成形領域,市場前景廣闊。本文分析了高功率高亮度藍激光在材料加工領域的優勢,總結了藍光半導體激光器的發展歷程、金屬加工領域的應用現狀,提出了一些對高功率藍激光器發展方向的思考。
一、引言
半導體激光器是一種電光轉換器件,近50年來取得了快速發展和豐碩成果,在科學研究和工程技術中有著廣泛的滲透和應用。它利用半導體材料作為增益介質,通過電子在能級間躍遷發光的原理,利用由半導體晶體構成的諧振腔和平行反射鏡,在電注入下實現光振蕩、反饋,并最終產生光的輻射放大,從而實現激光輸出。
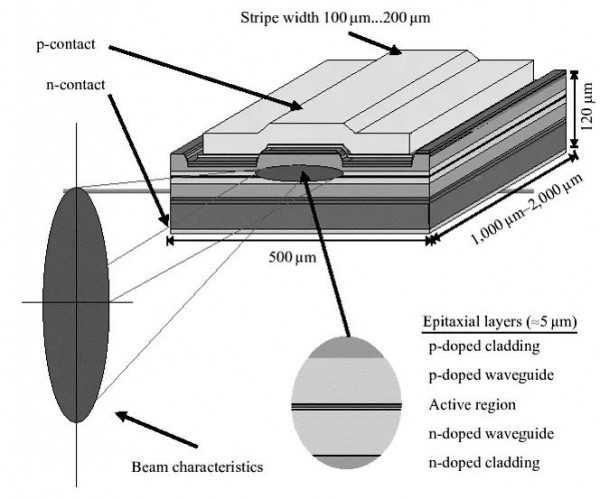
圖1 半導體激光器結構圖
藍激光作為半導體激光領域的一個新方向,近年來快速發展出諸多應用。其中,得益于450nm短波段的獨特優勢,相較于近紅外波長激光器,針對有色金屬材料(尤其銅、金)的吸收率提高了數倍到數十倍(如圖2)。高性能藍光光源為銅、金等有色金屬材料高質量激光加工提供了新技術,也使得這項技術能夠在材料加工、消費電子、汽車、新能源等國民經濟和軍事國防領域廣泛應用,市場前景廣闊,已成為激光領域國際競爭制高點。德美日等國家已投入大量資源進行相關技術的開發和工程化。目前位于產業鏈源頭的大功率GaN基藍光半導體激光芯片由歐美日把持,國內多家研究單位和企業正在進行攻關。

圖2 金、銅激光吸收率曲線
目前國內對芯片的開發在逐步追趕,對工業應用的開發走在前沿,但在藍光光源系統功率、光束質量、可靠性等關鍵性能上,我國與國際水平、產業需求仍有一定差距,制約了藍光激光在高附加值高端制造中的應用推廣。
二、藍激光對有色金屬領域的焊接特性
紫銅激光焊接技術是最能體現藍激光器在焊接領域應用的優勢。由于銅對近紅外激光的吸收率非常低、吸收率波動大,而且銅本身具有良好的導熱性,因此在進行激光焊接時容易出現焊縫成形差、易變形、熱裂紋、飛濺、氣孔等焊接缺陷。利用紫銅材料對藍光激光的高吸收率,實現了紫銅激光焊接技術的突破。在焊接過程中,能夠快速將能量轉化為熱能,導致紫銅表面熔化并形成熔池,隨后通過熱傳導向工件內部傳遞熱量,從而實現了無飛濺、無氣孔的焊接效果。
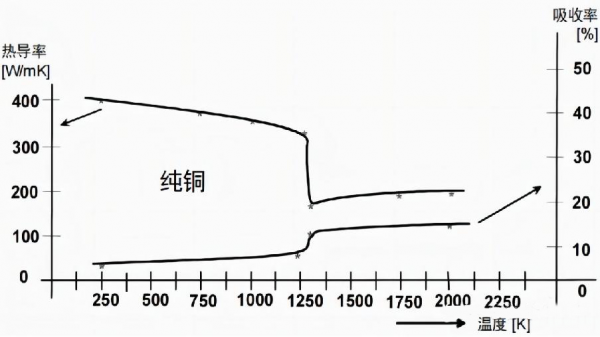
圖3 不同溫度下純銅對近紅外激光的吸收曲線
藍激光焊接系統采用凱普林藍激光器作為光源,配備準直聚焦焊接頭、光纖-藍光復合焊接頭以及工作臺,能夠實現連續和脈沖等多種焊接方式。該系統在搭接焊和對接焊方面表現出色,尤其適用于高反射材料,如銅、金、不銹鋼和合金的焊接。
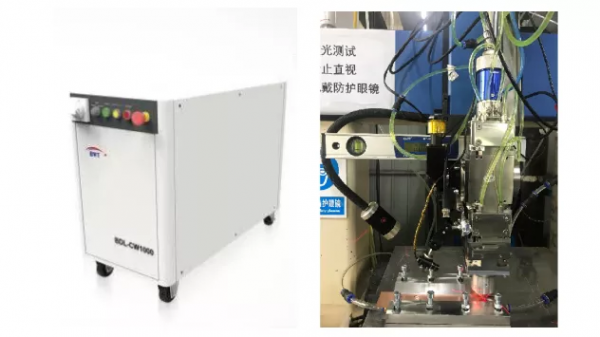
圖4 凱普林藍光1000 W系統及其焊接頭
焊接過程中使用He(或者Ar)氣作為保護氣氛,驗證了不同流量、焊接速度、功率、離焦量下的焊接工藝。藍激光既可對厚度為20μm的銅箔做多層疊焊,也可實現0.3mm、0.6mm等不同厚度紫銅對接焊。焊接過程中,焊縫表面成型穩定,無飛濺,表面光滑;40X顯微鏡下,焊縫內部未發現氣孔。另外除了薄片銅的疊焊與對接焊,在新能源電極發卡、電子芯片鈹青銅引腳焊接等,藍激光均有優良的焊接表現。針對厚板焊接,考慮到藍光無法實現深熔焊且光斑較大的特點,我們探索了藍光和紅光的復合應用方案。紅光可以實現小芯徑高功率,以提高熔深,而藍光則利用銅高吸收率迅速熔化材料,同時增強對紅光的吸收率。此外,藍光的大光斑還能擴大熔池,延緩熔池凝固,從而在一定程度上實現低飛濺、低氣孔率和高質量焊接。
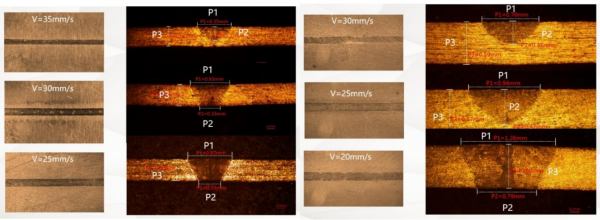
圖5 凱普林500/1000W藍光焊接0.3/0.6 mm T2 Cu 結果
藍光激光在焊接不銹鋼方面也具有一定的優勢。由于不銹鋼對藍光的吸收率較高,藍光激光能夠有效地將能量轉化為熱量,快速熔化不銹鋼表面,實現高質量的焊接。同時,藍光激光有較高能量密度和較小的熱影響區,有助于減少熱變形和焊接區域的氧化,從而提高焊接質量。圖6a為3KW紅外激光融化不銹鋼表面,圖6b為500W藍激光融化不銹鋼表面,融化過程可以看出,藍激光熔池更穩定,無金屬飛濺。
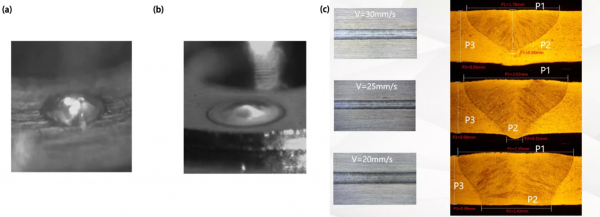
圖6 凱普林藍光 1000 W焊接1mm 304SUS結果
對于鋁及銅鋁復合材料的焊接,藍光激光也具有一定的適用性。鋁材料對藍光的吸收率相對較低,但是通過合適的功率密度和光斑形狀,藍光激光也能夠實現對鋁材料的有效焊接。此外,可以考慮采用復合應用的方式,結合藍光和紅光激光來提高對鋁材料的焊接效果,以克服鋁材料對藍光的吸收率較低的限制。綜合考慮材料特性和激光特性,可以設計出適合鋁材料焊接的藍光激光方案,以滿足不同應用場景的需求。
另外藍光也為銅鋁的復合焊接提供了新的可能性,由于紅外激光在焊接時高溫,導致銅鋁復合時產生大量脆性的金屬間化合物,復合應用藍光和紅光激光也可以在銅鋁復合材料的焊接中發揮作用,以提高焊接質量和效率。
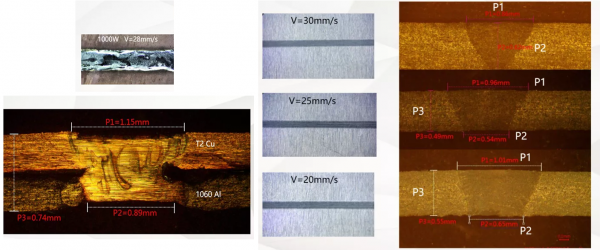
圖7 凱普林藍光500W焊接T2CU+1060AL及1060AL
藍激光及其與紅外激光的復合光源,在有色金屬焊接和增材制造領域得到廣泛應用,顯著提高了能量轉換效率和制造過程的穩定性。
三、高功率藍激光合束技術
激光合束是一個將多束單元激光耦合成一束的過程,它基于半導體激光的相位、光強、偏振及光譜等特性,利用光學元件的折射、反射及衍射效應,改變或不改變激光單元的振蕩特性,來提高輸出功率、增加激光亮度及改善光束質量。非相干合束是目前實現高功率半導體激光輸出的主要方式,可以根據合束光源的譜寬及合束單元的波長間隔作為區分。
3.1 藍光半導體激光芯片進展
1994年赤崎勇和天野浩教授首先報道了基于氮化鎵雙異質結構。1996年日本日亞公司中村修二領導的科研團隊研制出世界上第一支GaN基紫光激光器。2014年,氮化鎵基LED的發明者赤崎勇、天野浩和中村修二教授被授予當年的諾貝爾物理學獎。目前大功率藍光激光器主要采用倒裝結構以降低其熱阻。國際上日本日亞公司和德國歐司朗公司報道了斜率效率2 W/A的藍光激光器,在良好散熱封裝的條件下單管輸出光功率均達到5W以上。
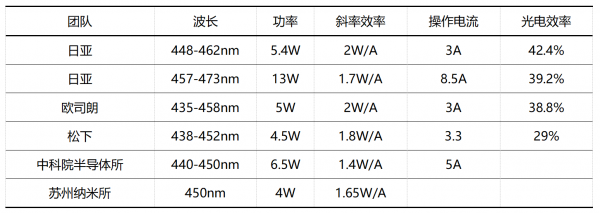
表1. 各團隊藍激光單發光點芯片進展
同時由于藍光半導體激光器,受限于芯片晶格易錯位,腔面膜層易吸附空氣中其他物質,在發展初期易出現功率退化的問題。通過芯片制造與封裝工藝的共同改進。目前長期壽命以得到解決,凱普林250W模塊在高溫高電流條件下加速老化超7000h,功率衰減約5%,達到工業應用的可靠性級別。以上數據均來源于公開報道,不帶表各團隊的最高水平。另外夏普、三安、格恩、 鎵悅等公司研發團隊在藍光半導體激光芯片研發上也均有長足進步,接近國際領先水平。由于芯片結構、封裝工藝及腔面處理等技術的日趨成熟,藍光半導體激光功率短時間內的一條提升路徑是依賴慢軸發光區條寬的提升。不考慮增加條寬帶來晶格錯位的可靠性風險前提下,平衡條寬增加與功率提升對激光模塊最終輸出影響的一個重要指標是單管亮度是否提升。

圖8 凱普林高功率激光模塊壽命測試
3.2 單波長合束:空間光合束、偏振合束
采用激射波長相同或相近的激光單元進行光束整形,空間合束、偏振合束以及光纖合束,是多個不同波長激光合束的基礎。空間合束是將多束激光空間堆疊,增加功率的同時光束質量變差; 偏振合束利用半導體激光線偏振特性,將兩束振動方向相互垂直的光束通過偏振合束鏡,實現光束重合的方式輸出,功率提高近一倍,光束質量不變。
另外由于GaN材料具有具有較大的光學各向異性,在制備藍光芯片時能夠更容易地實現高偏振度。同時GaN材料的電子能帶結構也對其高偏振度起到了重要作用。所以,相較紅外半導體激光芯片~92%偏振度,藍光偏振度可以達到99%乃至更高,偏振合束效率也就更高。
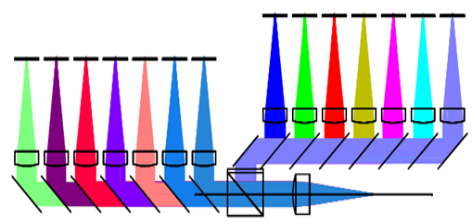
圖9 凱普林空間光合束以及偏振合束原理圖
單管合束光源基于激光單管,其慢軸光束質量相對好,無需光束整形,快慢軸準直后,直接通過快軸方向的密集空間排布和整體偏振合束實現耦合。由于激光單元間隔大,熱竄擾影響小,藍光激光單管可工作在5瓦級功率。采用數十個單管合束,可實現單波長幾十瓦至三百瓦功率從100~200μm芯徑光纖輸出,具有亮度高、成本低及可靠性好等優勢。美國NUBURU、德國FBH、中國聯贏、銳科與凱普林等,均已報道實現從100 μm 光纖輸出功率大于 100 W 的單波長激光模塊。其中凱普林推出105μm@250W藍光模塊,是目前商用領域報道的亮度比較領先的多單管單波長合束產品。
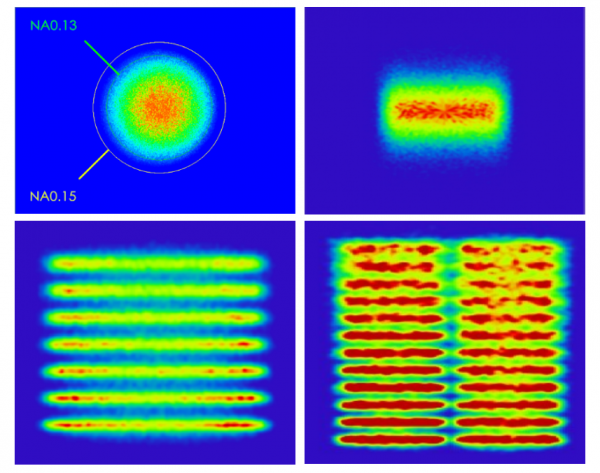
圖10 凱普林藍光激光器密集空間排布技術
疊陣合束光源基于微通道水冷疊陣,采用高功率厘米激光巴條,需先對光斑整形后才能合束,單層激光疊陣輸出功率可達50-75W,采用數十層疊陣合束,可實現數百瓦至上千瓦功率從300~800μm光纖輸出,也可作為直接光源應用。通過波長擴展,可將功率提升至更高。德國Laserline公司在該技術領域具有優勢,采用高亮度的激光bar, 通過棱鏡堆光束整形,推出了500到4KW激光器產品。
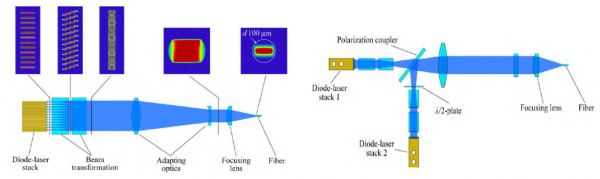
圖11 Laserline開發的藍光激光器
3.3 光纖合束技術
光纖合束器是在熔融拉錐光纖束(Taper Fused Fiber Bundle,TFB)的基礎上制備的光纖器件。它是將一束光纖剝去涂覆層,然后以一定方式排列在一起,在高溫中加熱使之熔化,同時向相反方向拉伸光纖束,光纖加熱區域熔融成為熔錐光纖束。從錐腰切斷后,將錐區輸出端與一根輸出光纖熔接。光纖合束技術,可以將多個單獨的光纖束合并成一個大直徑的束,從而實現更高的光功率傳輸。
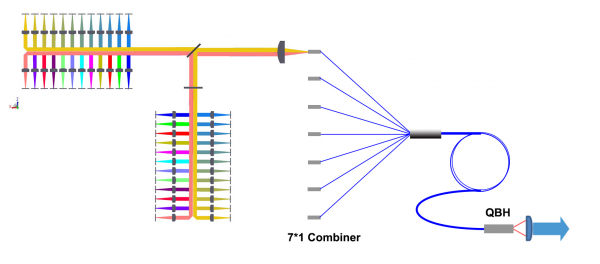
圖12 凱普林藍光激光器光纖技術原理圖
為獲得滿足激光材料加工需求的大功率和高亮度,國外知名研究機構和公司已開展大量藍光半導體激光器合束、光纖耦合及應用技術研究。目前NUBURU公司已推出1500W、芯徑120μm、NA0.22光纖耦合輸出產品;Laserline利用藍光堆棧和光束切割重排技術實現了4000 W、芯徑600μm、NA0.1光纖耦合輸出;日本SHIMADZU利用多單管空間合束及光纖合束技術實現了1000W、芯徑400μm、NA0.22的光纖耦合輸出;
在國內,銳科激光實現了1500W、芯徑 600μm、NA0.22的光纖耦合輸出,聯贏激光發布了1000W、芯徑 800μm、NA0.22的藍光與光纖激光復合輸出系統,廣東粵港澳大灣區硬科院推出了800W、芯徑 800μm、NA0.22的藍光光纖耦合激光器,凱普林公司2023年在國內率先推出搭載藍光105μm@250 W模塊的2000W、芯徑600μm、NA0.22藍光激光器系統并交付客戶。
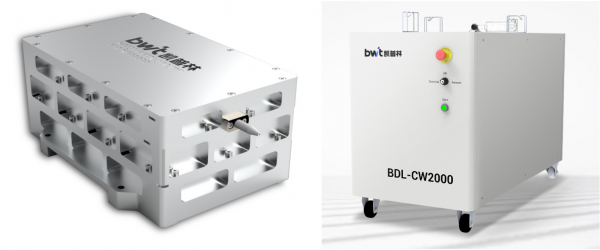
圖13 凱普林250W高亮度及2000W高功率藍光半導體激光器
3.4 波長合束:粗波長合束與密集波長合束
波長合束是利用半導體激光的光譜特性,波長不同的兩束激光入射到二向分色鏡,一束光透過,一束光反射,獲得功率提高近一倍、光束質量不變的激光輸出,采用不同波段的二向分色鏡,可實現不同波長的激光合束,如圖14所示。
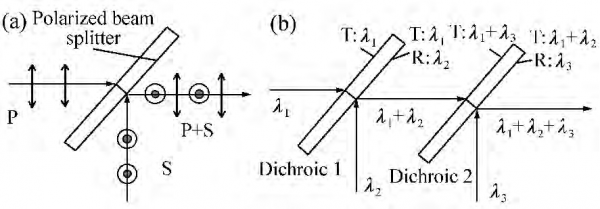
圖14 粗波長合束示意圖
常規合束方式的相鄰波長間隔很難于25 nm,在430nm到492nm藍光波長,采用粗波長合束,合束波段最多不超過3線。考慮合束過程中的損耗以及430nm、490nm附近的芯片效率損耗,激光功率及亮度提升有限。因此采用密集光譜合束,是藍光半導體激光提高輸出亮度的一條可行的路徑。
在光束質量一定條件下,為提高合束激光功率及亮度,降低相鄰波長間隔增加合束單元數量是目前切實可行的方案, 它需從兩方面同時考慮:一是改善半導體激光器的光譜特性,減小譜寬、增強光譜穩定性,降低激光單元自身光譜不定性影響; 二是增加合束元件鍍膜曲線的陡度,減小合束元件透射波段和反射波段的波長間隔。
對比紅外半導體激光,藍光激光器由于優異的偏振特性,光譜穩定性,以及較小的光譜寬度。可免于使用外腔VBG鎖波,在實現密集波長合束方向有著良好的應用前景。
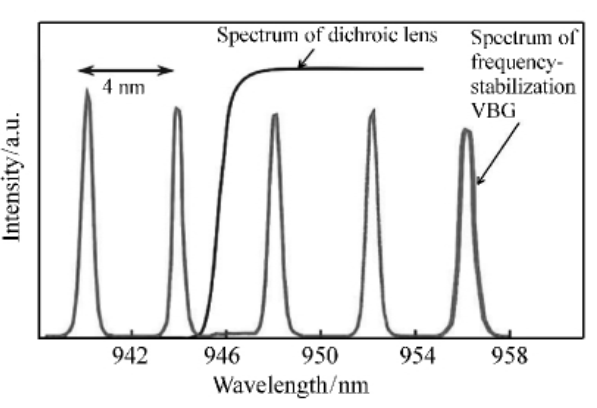
圖15 德國 Directphotonics 在紅外波段實現間隔 4nm 的 5 波長合束光譜分
德國 Directphotonics 采用密集波長合束技術,實現了波長間隔為4 nm的 5 束激光合束。目前該公司已推出了功率 500 ~ 2 000 W、光束質量 5 mm·mrad、芯徑 100 μm 的紅外光纖耦合半導體激光源產品, 應用于金屬切割。
相同的技術可以應用于藍光半導體激光器。華中科技大學唐霞輝老師課題組團隊做了相關研究工作。實現了波長間隔為10nm的5束激光合束,合束效率26.54%,光束質量達到3.75 mm·mrad。
3.5 光譜合束
光譜合束技術利用單片色散元件可同時實現多束波長間隔低至 0. 1 nm的激光合束,進一步提高合束單元數量,其原理如圖16所示,多束不同波長的激光分別以不同角度入射到色散元件,并在色散元件處重合,然后在元件色散作用下沿相同方向衍射輸出,各光束在近場和遠場均相互重疊,獲得功率為單元光束之和而光束質量與單元光束一致的合束激光輸出。為了實現窄間隔光譜合束,通常采用色散強的衍射光柵作為合束元件。
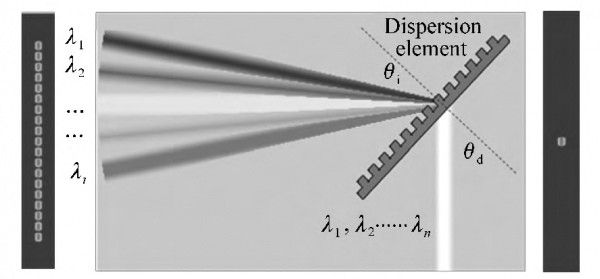
圖16 光譜合束的基本原理
面光柵結合外腔鏡反饋無須對激光單元光譜進行獨立控制,難度及成本明顯降低,也是目前實現高功率、高亮度半導體激光輸出的最佳方案之一。是實現目前高性能光譜合束的主要方式,其原理如圖17所示。
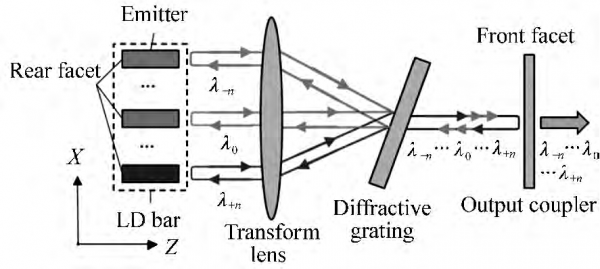
圖 17 面光柵結合外腔反饋式光譜合束結構示意圖
美國Teradiode公司,采用波長光束組合(WBC)技術,在2022年報道了以及400W、50μm光纖輸出與1000W、100μm光纖輸出的藍光產品。并在2023國際會議上展示了1000W、芯徑50μm、NA0.1光纖輸出和1800W、芯徑100μm、NA0.1光纖輸出產品,是目前國際最高亮度的藍光產品。直接將高功率半導體激光的亮度提高2 個數量級,為高功率、高亮度藍光半導體激光器發展指明新方向,可以直接應用在厚板金屬切割、遠程激光焊接等。
四、總結
藍激光作為半導體激光領域的一個新方向,相較于1080nm的近紅外波長激光器,銅、金、鋁等有色金屬材料的吸收率均有數倍到數十倍提升,同時對于鈦、鎳、鐵等金屬的吸收率也有一定程度的提高。
1) 高功率藍激光器將會引領激光制造領域的變革,進一步提高藍激光器的亮度和降低成本是未來的發展趨勢。在有色金屬的增材制造、熔覆和焊接領域將被賦予越來越廣泛的應用場景。
2) 在藍光亮度低與成本高的階段,藍激光與近紅外激光的復合光源,在成本可控的前提下,可以顯著提高現有光源的能量轉換效率和制造過程的穩定性。
3)發展光譜合束技術,解決其工程化問題,結合高亮度的激光單元技術,實現千瓦級高亮度藍光半導體激光源,并探索新的合束技術,有著重要意義。隨著激光器功率與亮度的提升,無論是作為直接作用光源還是間接光源,藍激光將在國防和工業領域獲得重要應用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

