






1.引言
數控車床是數字程序控制車床的簡稱,它集通用性好的萬能型車床、加工精度高的精密型車床和加工效率高的專用型車床的特點于一身,是國內使用量最大,覆蓋面最廣的一種數控機床。要學好數控車床理論和操作,就必須勤學苦練,從平面幾何,三角函數,機械制圖,普通車床的工藝和操作等方面打好基礎。
眾為興數控技術有限公司是一家研發與應用運動控制技術產品的公司,自主研發了國內首款嵌入式運動控制器及配套系統軟件,形成了以運動控制卡、運動控制器、步進電機和驅動器等為主的全系列的數控產品線,這些產品廣泛應用于國防、科研、教學和工業等各個領域。
CNC4320控制系統是眾為興數控技術有限公司自主研發的CNC(Computer Numerical Controller)系列的一款。
整個CNC4320數控車床系統實物圖如圖1.1

圖1.1 CNC4320數控車床系統實物圖
1—車床控制面板 2—主軸 3—刀架臺 4—車床車身 5—兩臺CNC4320控制器 6—刀架電機 7—導軌
隨著電子信息自動化技術的發展,為了提高生產效率,出現了數控車床的自動進給[3]即自動換料,自動送料技術,過去依靠人工換料、送料的時代已一去不復返。現在,主要依靠自動化傳送料,原料傳送的自動化減少了人為操作的失誤,降低了危險性,使得生產過程更加簡單方便,更加符合流水線式生產的現代化要求。
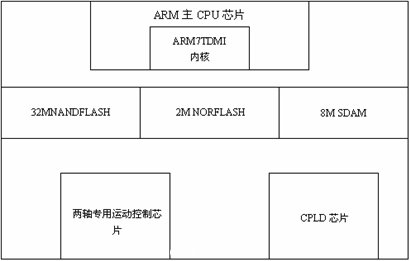
圖1.2 控制器硬件平臺
整個CNC4320車床數控系統,從廣義的控制層次上來說可分為四大部分,驅動控制系統、主軸控制系統、刀架控制系統、輔助控制系統,它們都是以運動控制器CNC4320為核心部件組成的控制系統,互相聯系又獨立工作,組成了一個整體,即車床控制系統,兩軸運動控制器硬件平臺見圖1.2所示。
(1)CNC4320兩軸運動控制器采用嵌入式結構,其內部集成有ARM主CPU芯片。此ARM芯片的內核是ARM7TDMI內核,具有代碼密度高并兼容16位的Thumb指令集,支持很多操作系統,包括Windows CE、Linux、Palm OS等特點。
(2)因為系統的運行會產生大量的變量,堆棧。ARM芯片內部集成有16K的SARAM,但是不能滿足如此大容量的運行。所以在外部擴展了8M的 SDRAM,用于程序運行,另外集成256M NANDFLASH,2MNORFLASH,用于重要的數據,程序的存儲,還有一些易斷電的,需要長期保存的系統參數刀具參數,補償參數,機床參數以及數控加工程序。
(3)控制器內部集成有兩軸運動控制芯片,內部集成有X,Y軸的插補控制模塊,指令/解釋/處理模塊。當它接到主ARM芯片傳來的控制指令后,會自動運行其指令,無須占用CPU。是一款能夠同時控制2個伺服馬達或步進馬達的運動控制芯片。它以脈沖串形式輸出,能對伺服馬達或步進馬達進行位置控制、插補驅動、速度控制等。在對第一個節點運動實行插補時, 可對第二節點運動連續寫入數據。在這個過程中插補動作是連續運行, 而不需要中間作任何停頓。CPU 數據總線長度可選8位/16位,補范圍 各個軸-8388607~+8388607,補速度1~4MPPS。
(4)CPLD主要用于對圖像,速度,位置等信息的采集、控制、存儲。
該控制器采用320*240點陣式液晶+按鍵屏,32位嵌入式CPU,超大規模FPGA編程,運用實時多任務控制技術實現μm級精度運動控制。X、Z二軸聯動、USB和RS232通訊方式,支持CNC與PC,系統軟件可通訊升級。
其技術規格如表1-a所示:
表1-a 技術規格參數

系統的原理示意如圖1.2所示:
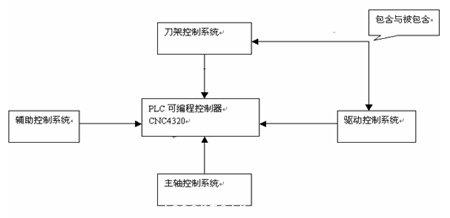
圖1.2 車床控制系統系統原理輪廓圖
下面我們將著重介紹這四大控制系統的組成、電路連接與原理、指令控制等部分。
1.1主軸控制系統結構和原理
主軸是車床最主要的部件之一,整個機器的性能很大程度上決定于主軸的性能,主軸直接承受切屑力,轉速的范圍很大。所以我們引入主軸控制系統,利用 CNC4320控制器監控主軸的轉動速度和方向來完成對工件的精確加工。主軸控制系統由五個部分組成:控制器CNC4320、變頻器、編碼器、主軸電機、主軸。
主軸控制系統原理圖如圖1.1.1所示
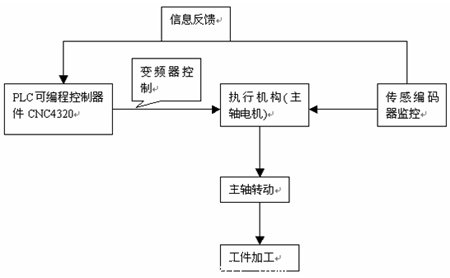
圖1.1.1 主軸控制系統原理圖
變頻器實物圖如圖1.1.2所示

圖1.1.2 變頻器實物圖
其變頻原理是利用電力半導體器件的通斷作用將工頻電源變換為另一頻率的電能控制裝置。我們現在使用的變頻器主要采用交—直—交方式(VVVF變頻或矢量控制變頻),先把工頻交流電源通過整流器轉換成直流電源,然后再把直流電源轉換成頻率、電壓均可控制的交流電源以供給電動機。變頻器的電路一般由整流、中間直流環節、逆變和控制4個部分組成。整流部分為三相橋式不可控整流器,逆變部分為IGBT三相橋式逆變器,且輸出為PWM波形,中間直流環節為濾波、直流儲能和緩沖無功功率。
編碼器實物圖如圖1.1.3所示

圖1.1.3 編碼器實物圖
編碼器分為絕對脈沖編碼器:APC ,增量脈沖編碼器:SPC ,兩者一般都應用于速度控制或位置控制系統的檢測元件。旋轉編碼器是用來測量轉速的裝置。它分為單路輸出和雙路輸出兩種。技術參數主要有每轉脈沖數(幾十個到幾千個都有),和供電電壓等。單路輸出是指旋轉編碼器的輸出是一組脈沖,而雙路輸出的旋轉編碼器輸出兩組相位差90度的脈沖,通過這兩組脈沖不僅可以測量轉速,還可以判斷旋轉的方向。 信號輸出有正弦波(電流或電壓),方波(TTL、 HTL),集電極開路(PNP、NPN),推拉式多種形式,其中TTL為長線差分驅動(對稱A,A-;B,B-;Z,Z-),HTL也稱推拉式、推挽式輸出,編碼器的信號接收設備接口應與編碼器對應。 信號連接—編碼器的脈沖信號一般連接計數器、PLC、計算機,PLC和計算機連接的模塊有低速模塊與高速模塊之分,開關頻率有低有高。 如單相聯接,用于單方向計數,單方向測速。 A.B兩相聯接,用于正反向計數、判斷正反向和測速。
這里的編碼器同樣是用于速度控制或位置控制系統的檢測元件。它將檢測到的主軸轉動的速度和方向的模擬量轉化為數字脈沖反饋給CNC4320控制器,滿足控制器對主軸轉動的監控的需求。此編碼器采用增量式脈沖編碼器,這樣可以節省用于編碼的導線個數,從而可以節省成本。一般情況下,增量編碼器性能要優于絕對式編碼器。所以,大多數時候,車床控制系統都采用增量式編碼器。#p#分頁標題#e#
主軸電機是將電能轉化為機械能,使機構旋轉運動的裝置,又稱為主軸控制系統的執行機構。其實物圖如圖1.1.4所示。
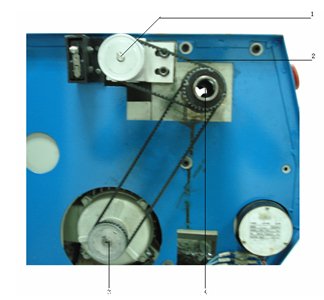
圖1.1.4 主軸電機實物圖
1—便于編碼器測速的被動轉軸 2—履帶 3—由主軸電機帶動的主動轉軸 4—帶動主軸轉動的轉軸
為了便于編碼器測速和反饋給控制器CNC4320,主動和被動轉軸的齒輪比例都是按照1:1來設計的,這樣編碼器的測速就是主軸馬達的轉速也是主軸的轉速,不用考慮倍率的問題。
主軸是用來固定工件,帶動其旋轉以便于加工的器件,其實物圖如下圖1.1.5所示。
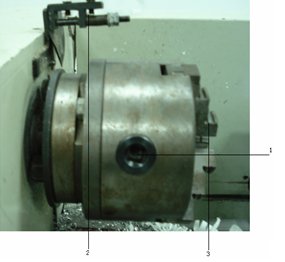
圖1.1.5 主軸實物圖
1—主軸孔 2—主軸擋板 3—夾具
主軸孔是可以用主軸扳手手動夾緊工件的內螺紋。因為我們介紹的是眾為興公司用于試驗檢測的車床,所以在主軸擋板位置沒有實際擋板,這樣便于觀察主軸運行。夾具,顧名思義,用來夾緊工件的機械裝置。為了防止刀架工作臺過渡右移以至脫離導軌[4],在導軌上還有一個裝置叫尾座。這里的車床因為是試驗檢測用喲,所以沒有裝尾座。
主軸轉速控制方式:開關量控制、模擬電壓控制,主軸轉速開關量控制。執行 S1~S4,S 信號 2 檔(S1~S2)/4 檔(S1~S4)開關量輸出。主軸轉速模擬電壓控制:執行 S0~S9999,輸出 0~10V 電壓控制主軸轉速支持四檔主軸自動換檔(M41~M44)主軸轉速倍率:50%~120%八級實時調節G96 恒線速控制(S 給定切削線速度值,單位:米/分)G97 取消恒線速控制(S 給定主軸轉速,單位:轉/分)
主軸控制系統對應的控制指令有: M03、M04、M05
指令格式:
M03或M3
M04或M4;
M05或 M5。
指令功能:
M03:主軸正轉;
M04:主軸反轉;
M05:主軸停止。
系統上電后,M05輸出有效。在M05輸出有效時,執行M03或M04,M03或M04輸出有效并保持,同時取消M05的輸出(輸出無效);M03或M04輸出有效時,執行M05,取消M03或M04的輸出,M05輸出有效并保持。
當診斷參數DGN.089、DGN.090(主軸制動輸出時間)不為0時,執行M05,輸出主軸制動SPZD脈沖信號(非保持輸出);主軸制動輸出時間設置為0時,執行M05,不輸出主軸制動SPZD脈沖信號。M03(或M04)輸出有效時,執行M04(或M03)將產生報警。
1.2刀架控制系統結構和原理
數控刀架是數控車床的關鍵配套件,為數控車床三大功能部件之一。通過它來實現數控車床刀具的自動切換。任何系列,各種型號的數控刀架均采用端齒盤作為刀架定位元件。通過電機或活塞驅動各種傳動機構變換刀具位置,由傳感器將刀架工位號反饋給數控系統來完成刀具的正確切換。
刀架控制系統由九大原件組成:控制器、變壓器、整流板、驅動器、步進電機、絲杠、刀架電機、刀架臺、繼電器。其中驅動器我們將有下一章節驅動控制系統著重介紹,繼電器將在輔助控制系統中介紹,這一章我們著重介紹步進電機、絲杠整流板在刀架控制系統中的作用。
刀架控制原理圖如圖1.2.1所示:

圖1.2.1 刀架控制原理圖
步進電機又稱脈沖電動機或階躍電動機,國外一般稱為Step motor或Stepping motor、Stepper,等等。就傳統的步進電動機來說,步進電動機可以簡單地定義為,根據輸入的脈沖信號,每改變一次勵磁狀態就前進一定角度(或長度),若不改變勵磁狀態則保持一定位置而靜止的電動機。從廣義上講,步進電動機是一種受電脈沖信號控制的無刷式直流電動機,也可看作是在一定頻率范圍內轉速與控制脈沖頻率同步的同步電動機。
這里使用的是二相混合式步進電機,利用位移與輸入脈沖信號數相對應,步距誤差不長期積累的特點,組成結構簡單又具有一定精度的開環控制系統,即刀架控制系統驅動的執行部分。實物圖如圖1.2.2所示
圖1.2.2 步進電機實物圖
整流板是用來將交流電進行整流,變成直流電以提供給驅動器使用,其原理為橋式整流電路原理,原理圖如圖1.2.3所示:

圖1.2.3 橋式整流電路原理圖
橋式整流電路的工作原理如下:e2 為正半周時,對D1 、D3 和方向電壓,Dl,D3 導通;對D2 、D4 加反向電壓,D2 、D4 截止。電路中構成e2 、Dl、Rfz 、D3 通電回路,在Rfz ,上形成上正下負的半波整洗電壓,e2 為負半周時,對D2 、D4 加正向電壓,D2 、D4 導通;對D1 、D3 加反向電壓,D1 、D3 截止。電路中構成e2 、D2 Rfz 、D4 通電回路,同樣在Rfz 上形成上正下負的另外半波的整流電壓。
其工作時的電流流向,實物圖如圖1.2.4所示:

圖1.2.4 橋式整流電路工作時的電流流向,實物圖
滾珠絲杠是相對于原來的T形螺紋絲杠而言的。其原理就是轉動變平動,絲杠轉動。螺紋帶動滾珠軸承在桿上滑動。跟絲杠的原理差不多,只是加上滾珠而已。原來絲杠螺紋副轉動時摩擦比較劇烈,在內螺紋與外螺紋之間加上滾珠后,就變為滾動摩擦,改善摩擦條件,從而使摩擦阻力減小為原來的1/50。從而也可使其達到高速運轉.筆者看到一份資料顯示現在最高的絲杠允許速度達到了200m/min.直追直線電機,,是由日本生產,其原理大致是在螺帽和絲杠之間放入滾珠,然后在螺帽上加入返向器,使滾珠在里循環滾動。
其實物圖如圖所示:

圖1.2.5 滾珠絲杠實物圖
這里步進電機帶動滾珠絲杠旋轉,對刀架臺X,Z相位置進行精確定位,實現工件的精確加工。控制器中有關刀架控制系統的指令主要有T指令,其指令格式如下:
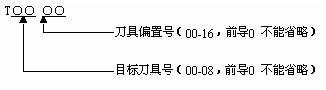
指令功能:自動刀架換刀到目標刀具號刀位,并按指令的刀具偏置號對應的刀具偏置執行刀具長度補償。 刀具偏置號可以和刀具號相同,也可以不同,即一把刀具可以對應多個偏置號。對應刀具偏 置號為 00 的刀具偏置為 X=0、Z=0,系統為無刀具補償狀態,即:系統的坐標偏移為 0(未 進行坐標偏移)。在執行了刀具長度補償后,執行 T□□00,系統將按當前的刀具偏置反向 偏移系統坐標,系統由已執行刀具長度補償狀態改變為未補償狀態,顯示的刀具偏置號為 00 這個過程稱為取消刀具長度補償,簡稱:取消刀補。如:T0101表示選擇1號刀并執行1號刀偏;T0102表示選擇1號刀并執行2號刀偏;T0301表示選擇3號刀并執行1號刀偏。#p#分頁標題#e#
1.3 驅動控制系統結構和原理
相信大家在看了上一章節的刀架控制系統后一定會注意到這樣的一個器件:驅動器。這就是我們這一章節重點介紹的驅動控制系統的一個主要元器件。驅動器可以將控制器輸入的低電壓轉化為步進電機需要的高電壓輸出,它的作用是接收控制器CNC4320的控制指令即脈沖信號驅動步進電機按設定的方向轉動一個固定的角度(及步進角)。
驅動器Q2BYG2245AM的實物圖如圖1.3.1所示。

圖1.3.1 驅動器的正視和俯視實物圖
驅動控制系統的原理圖如圖1.3.2所示。
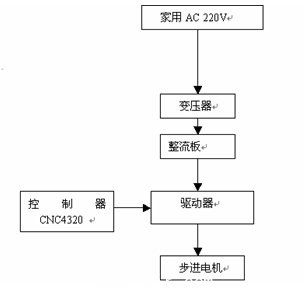
圖1.3.2 驅動控制系統的原理圖
CNC4320控制器有關驅動器的指令有很多部分如下表1.3-a。
表1.3-a
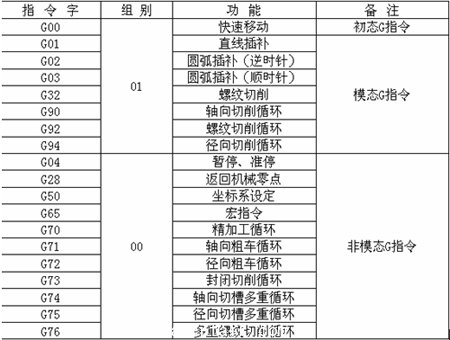
其實大部分指令都與驅動器有關,因為是它驅動刀架臺在X,Z 軸的前后左右的運動。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

