




2.2 數字量設備的操作菜單
上面,我們根據開關量設備的信號特點,把所有開關量設備歸納成八種類型。可以看出這些開關量設備的輸入、輸出信號較簡單,但是根據啤酒生產的操作要求,開關設備的操作功能要比較完善,才能提高設備操作的靈活性。下面,針對八類設備的操作特點,分析其相應操作菜單條的功能:
先來看看較好理解的輸出設備的操作菜單條。
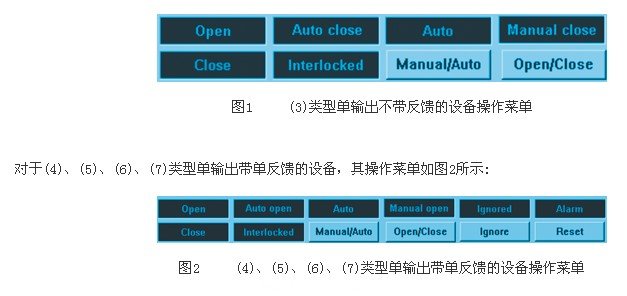
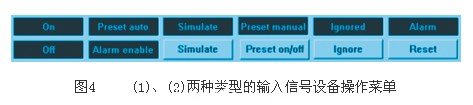
對于(3)類型單輸出不帶反饋的設備,其操作功能簡單,只有設備狀態顯示、手動/自動切換按鈕、開關切換按鈕等,其操作菜單如圖1所示:
說明:
open,close:指示設備當前開關狀態,根據設備輸入信號來判斷。
auto open/close:自動輸出值,由工藝流程控制程序運行時賦值。
interlocked:設備鎖存位,保持設備當前狀態,不容許操作,一般是為了安全需要。
manual/auto:自動、手動控制切換按鈕。
open/close:手動開、手動關切換按鈕。
ignore:忽略按鈕,忽略設備的反饋信號,強制輸入信號跟隨輸出信號變化,從而也忽略了報警。
alarm:設備報警位。
reset:報警復位按鈕。
對于(8)類型雙輸出帶雙反饋的設備,其操作菜單如圖3所示。可以看出,它是上一種類型的組合控制。
對于沒有輸出,只有輸入的(1)、(2)兩種設備的控制,為了增強其操作功能,參考輸出設備的控制,賦予它有自動預置/手動模擬的輸出功能,從而也就可以手動改變其狀態和實現自動報警功能。這樣一來,這兩類設備的功能塊處理過程就幾乎與d、e、f、g類的輸出設備一樣。
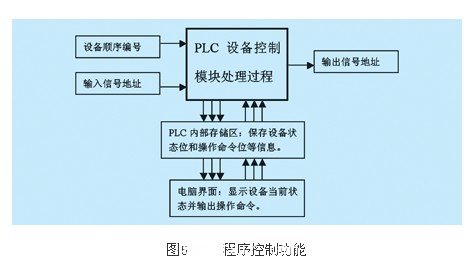
(1)、(2)兩種類型的輸入信號設備,其操作菜單如如圖4所示:
圖4說明:
on,off:指示設備當前開關狀,on是需要提醒或報警的狀態。
preset auto:自動預置輸出值,當生產流程控制程序運行時,步程序預置希望的信號狀態,如果輸入信號與預置值不一樣,則產生報警。
alarm enable:設備報警使能。(輸出信號設備也具有該功能,但沒在菜單條上提供)
simulate:自動預置/手動模擬切換。
preset on/of f:改變手動模擬值。
ignore:忽略設備的反饋信號,強制輸入信號跟隨輸出信號變化,從而也忽略了報警。
reset:報警復位。
八種開關量設備對應四種操作菜單,分別操作單輸出信號設備、單輸出單反饋信號設備、雙輸出雙反饋信號設備和輸入信號設備。仔細分析這些操單的操作功能,可以看出它們的操作功能是基本一致的,所以它們對應的程序功能塊的編程處理過程也是雷同。
3 數字量設備處理功能塊的plc程序設計
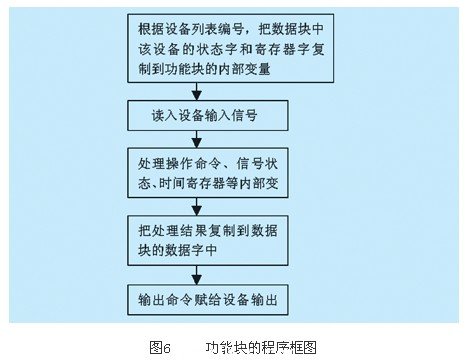
通過把數字量設備劃分成八種類型,并給出相應類型的操作菜單條,可以看出數字量設備的程序控制功能塊具有如圖5的統一結構。
按類劃分的設備控制模塊,其調用的輸入輸出參數只包括設備順序號和現場設備輸入輸出信號的plc地址,非常簡單。劃分八類數字量信號設備就有八個plc設備控制模塊,不管生產控制設備的數量多少,歸屬于同類的生產控制設備,其控制程序的處理過程是一樣的,不同的只是它們的輸入輸出信號地址和plc內部存儲區地址。
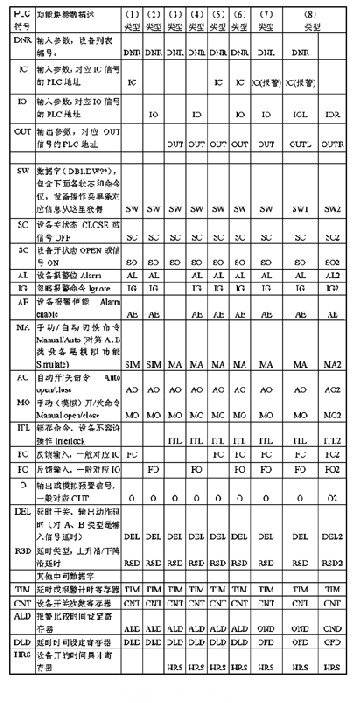
如果用西門子step7來編程,可以用一個數據塊db來儲存所有數字量設備的狀態位和命令位,每個設備占用一個數據字dw,根據設備的順序編號,可以訪問該設備在數據塊中的數據字。下面列出各種模塊的輸入輸出參數和各個狀態位、命令位的符號。見附表。
可以從表1看出,八種功能塊具有很多共同屬性,并且其地址偏移是一致的,只要理解了各種功能塊所需要的命令參數和狀態參數,就不難編寫出相應的處理過程。圖6給出功能塊的主要處理流程。
有了各類數字量設備的標準處理功能塊,涉及到數字量設備的plc控制程序編寫起來就非常簡單。想修改某個設備的報警檢測時間也很方便,只要通過電腦修改對應的plc內部數據字就行。每增加一個設備,只要增加一次功能塊調用,賦給功能塊四個參數:設備順序號、輸入信號地址、輸出信號地址,則信號處理過程就自動完成,處理結果也放在了對應的數據字中。可以看出,利用設備標準處理功能塊,幾百個設備與幾千個設備的編程難度是一樣的。
4 結束語
通過以上的論述,可以看出,這些數據量設備控制模塊的設計遵從面向對象編程思想,各類設備的處理過程封裝在標準功能塊中,只保留了與具體設備有關的四個輸入輸出地址參數,設備控制功能塊只需設計一次,就可以反復調用,這樣就大大簡化了控制系統的程序設計。該方法已經在大型啤酒發酵過濾生產控制系統設計中的得到應用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

