






fanuc0系統診斷窗口和系統參數的顯示及修改方法
在fanuc0系統中,cnc參數用于系統功能的設定、伺服系統的調整和機床的主要性能指針的設定等等,可以通過mdi/crt面板的param鍵在“參數”頁面中顯示;pmc參數為定時器時間、計數器計數值、機床pmc程序用的設定參數等,他由機床生產廠家根據機床的實際控制要求進行設定,可以通過mdi/crt面板的dgnos鍵,在“診斷”頁面中顯示。fanuc0系統診斷窗口和系統參數的顯示及修改方法如下:
按系統操作面板上的dgnnos/param鍵,使crt屏幕上出“param”頁面(如僅作顯示,直接執行第5步)→按機床操作面板上的mdi鍵,進入mdi工作方式→按f/no鍵、0鍵、input鍵,crt屏幕上出現0號參數所在頁面→按page鍵,直到crt屏幕上出現pwe=0界面,并設置pwe=1(此時crt屏幕出現p/s100號報警)→按數字鍵****(要求的參數號)、input鍵,crt屏幕上出現****號參數所在頁面→按數字鍵????(要求的對數值)、input鍵、crt屏幕上出現****號參數的內容變為????(要求的參數值)→按f/no鍵、0鍵、input鍵,crt屏幕上出現0號參數所在頁面→按page鍵,直到crt屏幕上出現pwe=1頁面,并設置pwe=0→按reset鍵,p/s100號報警消失→如對關鍵參數作了修改,則會出現p/s100號報警,此時應斷開nc電源,再接通nc電源時p/s000號報警消失,修改的參數生效。
fanuc系統共性故障分析及排除
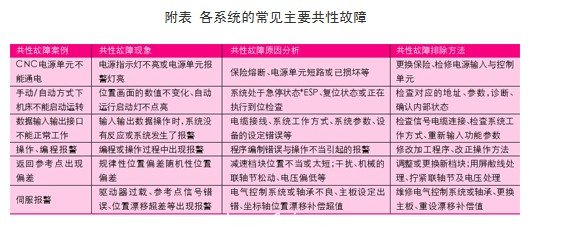
fanuc0系統的故障診斷與維修,可以分為根據系統所顯示的報警號、控制板指示燈狀態或i/o信號狀態、借助系統自診斷功能三種基本方法。各系統的常見主要共性故障如附表。
fanuc系統的疑難故障分析及排除
在進行fanuc系統的疑難故障分析及排除時,應綜合考慮各方面因素去判斷所發生的故障類型及應采取的相應措施。如根據fanuc系統配備的pmc梯形圖的動態顯示功能去分析機床故障原因和查找故障點、可利用fanuc系統所具有的強大的診斷功能等等。
案例一 故障現象
crt顯示414#報警,報警信息為:
servo alarm:x—axis
detection
system error
同時,伺服驅動單元的led報警顯示碼為“8”點亮。
分析及排除: 通過查看fanuco系統維修說明書可知:
414#報警為x軸的伺服系統異常,當錯誤的信息輸出至dgn0720時,伺服系統報警。根據報警顯示內容,用機床自我診斷功能檢查機床參數dgn072上的信息,發現第4位為1,而正常情況下該位應為0。現該位由0變為1則為異常電流報警,同時伺服驅動單元led報警顯示碼為8點亮,也表示該伺服軸過電流報警。檢查伺服驅動器模塊,用萬用表測得電源輸入端阻抗只有6ω,低于正常值,因而可判斷該軸伺服驅動單元模塊損壞。更換該軸伺服驅動單元模塊后恢復正常。
案例二 故障現象
0系統通不上電,把系統控制板單塊地卸掉并卸掉存儲板后,可以通電。
分析及排除:由于在通訊中,通訊接口芯片75188、75189的±15v工作電壓與0v之間短路所致。更換存儲板a16b-2201-010*或a16b-1212-021*,由于更換存儲板,注意需要重新輸入以下數據:
系統參數; pmc參數;o9000以后的程序;宏變量或p-code等。
案例三 故障現象
某配套fs0-td系統的數控車床,車削外圓時加工表面粗糙,機床進給運動存在爬行現象。
分析及排除:機械傳動系統的安裝、調整不良,導軌潤滑不良,系統、驅動器的參數設定不當都可能引起數控機床進給爬行。
檢查本機床的機械傳動系統、導軌潤滑系統以及數控系統、驅動器的參數設定均正確,手動轉動x、z軸的絲杠,轉動輕松,可以排除機械部分的故障原因。而且機床在手動任意速度運動坐標軸時,進給平穩、無爬行,因此也可以排除數控系統、驅動器參數設定不當的故障原因。根據以上判斷,可以確認故障僅存在于機床的自動運行中,分析自動與手動運動的區別,兩者只是進給速度的指令方式有所不同,因此可以基本確定故障與機床的進給速度指令方式有關。進一步檢查cnc設定,發現該機床默認的是主軸每轉進給方式,程序中也采用g99(每轉進給)編程。在這種進給方式下,進給速度與主軸的位置檢測系統有關,當主軸位置檢測輸入信號不良時,容易引起進給運動的爬行。
將程序中的進給方式改變為每分進給指令(g98),經試驗發現進給爬行現象消失,加工零件合格。由此確認故障是由于主軸編碼器不良引起的。更換編碼器后,機床恢復正常。
結語
隨著我國制造業的迅速發展,國內各大企業均引進了世界先進的生產設備,數控技術是現代制造技術的典型應用,培養高素質的數控維修人才是高等職業教育的責任,加強這方面的實踐教學研究亦很有必要。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

