




納秒(ns)脈沖紅外光纖激光器的多功能性是眾所周知的,它們是大多數工業打標和雕刻應用的理想選擇。通常在低于幾毫焦耳的脈沖能量和平均功率不超過100W時,它在高脈沖重復頻率、連續波(CW)與準連續波調制(QCW)模式方面效果明顯。最近,它們又開始應用于各種微加工和激光表面紋理加工中,甚至還包括遠程微切割應用。這些應用中絕大多數都會涉及到材料去除。基于這個前提,考慮到用于材料連接的束源并不一樣。那么用相同的束源來連接材料,同時也能進行去除、燒蝕、雕刻、切割和打標,這才是真正令人印象深刻的。
對于激光用戶來說,好處顯而易見,例如能進行多任務的激光源以及往往是風冷結構的緊湊型集成形式,從而能實現無縫集成。傳統觀點認為焊接和連接需要具有高脈沖能量的毫秒級長脈沖,但顯然并不是這樣!這種類型的激光材料連接能力鮮為人知,但是它們在連接超薄材料時的表現非常出色。
在全球范圍內,消費類電子產品、能量儲存和醫療設備等行業需要在越來越小的體積和高密度包裝內加入更多的功能。因此也更需要高效的制造技術來幫助這些產品成為現實,本文將著重講述激光焊接技術。所以,借助工業(納秒紅外光纖)激光器實現的這種生產技術,可以提供所需的高可重復性、精確性和生產能力,其中最重要的還有低成本(成本和維修),因此能滿足市場的需求。
根據不同的應用領域,各種類型的激光器都有著不同的優勢,包括脈沖YAG激光器、碟片激光器、光纖(CW和QCW)激光器、甚至二極管激光器。到目前為止,納秒脈沖激光器僅用于少數尖端的應用中,不過情況正在發生變化,最近開始將納秒光纖激光器應用于材料連接上。
SPI將主控振蕩器功率放大器(MOPA)引入到納秒光纖激光器的先鋒,而這也已被證明是一種非常多用途的工具,因為它能根據應用的要求來控制和調整脈沖的參數。這主要是通過改變脈沖持續時間和脈沖頻率來實現的。它們還能在脈沖和連續波模式之間切換,這也是一個非常重要的特點,因為具有在一系列不同光束質量的光源范圍內的可用性,從而能根據當前的任務來提供不同的工具。在平均功率和峰值功率范圍內,這種激光器可以在毫秒范圍內調制,以適用于需要低平均功率的毫秒級脈沖的應用。
塑料焊接
以塑料焊接作為例子,在一些對精度要求很高的應用中,例如微流體裝置,使用光纖激光器將比其他激光源能獲得更多優勢。有時候光斑的能量分布會有影響。例如,在一個復雜的醫療設備中,要將一個透明的聚合物焊接到一個黑色的聚合物上,將40W、M2=3的激光束設為CW模式(圖1)。“它讓我能按照所需要的那樣來控制光斑尺寸、能量分布和場深度。” Okay Industries公司(康涅狄格州新不列顛)激光技術總監Joe Lovotti評論說。

用40W HS-H激光器對胰島素注射器進行塑料焊接。
絲焊
在金屬焊接方面,醫療器械行業中的微連接應用越來越普遍,這即使是對于最出色的應用工程師來說也是一種挑戰。細金屬絲的連接正是這樣一個例子,CW光纖激光器在這個領域得到了廣泛應用。然而,隨著金屬絲變得越來越細,與熱輸入相關的問題也更加棘手。在焊接50μm直徑的成卷焊絲時,用20W、M2 <1.6的激光來實現集中的聚焦將帶來很好的效果。挑戰在于,通過在較高的重復頻率下操作激光器來壓制脈沖的峰值功率,創造更多具有<0.1mJ的脈沖和頻率大于250kHz的準連續波調制(QCW),這歸根結底就是創造出短的脈沖串。
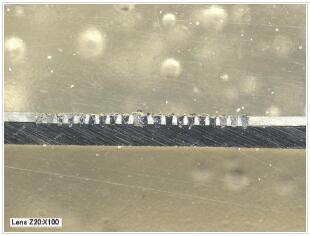
有些應用需要將一個外覆層或編織層連接到一根金屬絲上(圖2)。我們發現在這種情況下,能量分布較廣的脈沖能實現兩個部件之間更好的潤濕性。在此示例中,使用的40W、M2=3的激光器具有較大的光斑和稍高的脈沖能量(大于1.25mJ),能幫助橋接間隙。
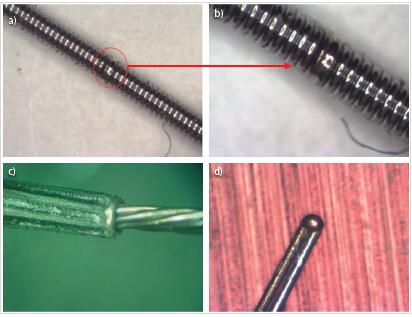
用250 kHz、20W EP-Z激光器焊接直徑50μm的金屬絲 (a和b),用20W EP-Z激光器焊接熱電偶 (c),用40WHS-H激光器焊接編織層和金屬絲(d)。
另一方面,使用20W、M2 <1.3的單模激光器能實現極高的精度。一個例子是焊接直徑12μm的細異種金屬絲,并成功地將它們焊接形成了熱電偶。在這種應用中要想實現預期的效果,跳汰選和視覺系統與激光器同樣重要。
錫焊應用
對于錫焊,通常使用CW或直接二極管激光器,但在熱輸入比較關鍵的應用中,可以考慮脈沖激光器。通過在高重復頻率下使用長脈沖,可以提高能量利用效率,減少熱損傷的風險。通過使用光束掃描傳輸系統,可以將激光能量沉積在一個較大的目標區域上,這樣,本示例中的金/錫焊錫膏就只會在接觸的位置熔化(圖3)。

用500 kHz、40W HS-H激光器進行錫焊。
金屬的焊接和連接
利用納秒脈沖激光器來焊接金屬需要仔細調整脈沖參數和工藝設置,從而真正實現效果好的連接。畢竟,這些類型的脈沖主要應用在去除材料上,而不是熔化并重新凝固。優化脈沖可以得到最大的峰值功率和脈沖能量,但能通過在更高的頻率下使用它們來修改這些特性。這樣可以減少峰值功率,并且使輸出更接近QCW選通脈沖,同時保持平均功率。
在這種較高的頻率下,脈沖對材料的作用從燒蝕轉而更接近熔化。效果很顯著,在下面的示例中可以看到使用70W激光器在不銹鋼薄板上堆焊直徑6mm的環。在70kHz下使用250ns、1mJ的脈沖,其結果極其粗糙并且高度氧化。保持所有的參數不變,只是提高脈沖頻率,可以看出明顯的改善。通過將頻率加倍至140 kHz,脈沖能量減半至0.5mJ,可以看到粗糙程度和氧化情況得到極大的改善,而通過將頻率提高至500kHz并降低脈沖能量至0.15mJ以下,可以獲得光亮的焊縫,甚至不需要保護氣體。通過使用這種技術,有可能實現250μm的搭接焊縫(圖4)。
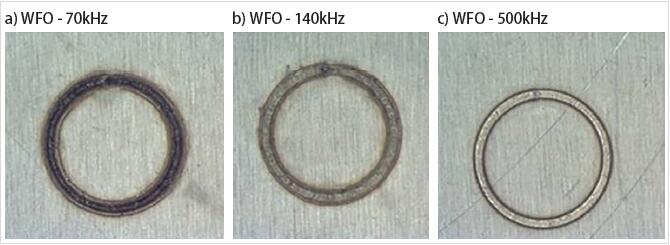
不同頻率下的250ns脈沖實現的板上堆焊。
通過使用搖動(wobbling)技術來擴大焊縫并改善焊縫熔深(影響焊接速度)可以進一步改進焊縫形狀。
在一個不銹鋼與不銹鋼之間的焊縫上進行了試驗,在完整的0.5mm搭接焊縫中的兩個1mm焊縫的剪切強度超過了224磅。在一項對5mm長、1mm寬的直線焊縫進行的180 度剝離試驗中,零部件在241磅時產生屈服(圖5)。
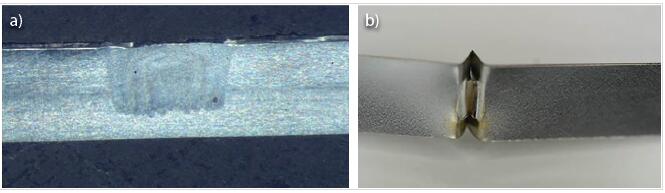
70W EP-Z激光器產生的不銹鋼焊縫(a)及其剝離試驗(b)顯微圖像。
事實上,這種技術可以應用于其他各種各樣的金屬中,例如鋼、鋁、甚至銅。將這種技術用于連接高反光材料時,需要調整脈沖,以提供足夠的脈沖能量來耦合到材料中。通過使用一種螺旋式技術可以實現任何尺寸的點焊,例如,可以用70W EP-Z激光器來創建3個1mm的焊接點以連接兩個150μm厚的銅箔。那么,接下來面對的挑戰就是連接不同的金屬。
異種金屬焊接
在電子和電池應用中最常見的是將薄銅箔和鋁連接起來。為了應對這一挑戰,SPI的應用團隊投入了緊張的研究中。他們很快就宣布有了進展,當被問及焊縫有多牢固時,他們展示了一張12磅靜負載下的焊縫(圖6)的圖片。
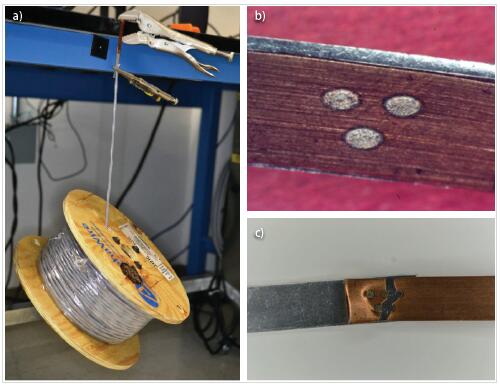
銅鋁點焊(a)及其拉伸試驗結果(b),以及12磅靜負載時的圖片(c)。
事實上,最近在拉伸試驗上進行的檢測試驗顯示, 在90度剝離試驗中,該銅鋁連接在26磅的剪切力下會失敗,在6磅時會產生屈服。焊縫是完好無損的。
更具挑戰性的異種材料焊接能用于實際的商業應用中(圖7)。“僅僅使用20W單模納秒脈沖激光器就能讓我們很好地控制熱輸入和焊縫的幾何形狀,特別是在極具挑戰性的微焊接應用中,例如0.1mm不銹鋼箔和0.25mm鈦箔的連接。”美國Amada Miyachi公司( 加利福尼亞州蒙羅維亞)的Geoff Shannon博士說。
用20W HS-S激光器焊接不銹鋼與鈦箔。
這種多用途工具的引入可以簡化生產線,因而在諸如醫療設備制造這樣的行業中得到了迅速發展。“這些光纖激光器是一種革命性的工具,可以用納秒脈沖來切割、刻蝕、研磨,并且能用多毫秒脈沖來焊接,這些工序全部能用同一臺激光器在同一生產活動中完成。”Laser Mark's公司(加利福尼亞州圣何塞)的Mark Brodsky評論說。
小結
本文介紹了從塑料連接和錫焊到金屬薄板焊接和絲焊的多種應用,事實證明在這些應用中,使用納秒脈沖光纖激光器是一種替代常規的毫秒脈沖YAG和調制CW激光源的出色解決方案。這些激光器在多工藝制造中的良好表現進一步證明了它們的多功能性。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
































 關注我們
關注我們

