






精密雷射掃描系統的特點在于其能夠在保持預期路徑位置的同時執行具有挑戰性的輪廓運動。這可以稱為“最小追蹤誤差” 或 “最小追隨誤差”。實現高產能、高精度雷射掃描系統涉及多種因素。為簡化說明,必須有兩個主要技術元件協同工作以提供這種性能:
1、機械解決方案 - 雷射掃描頭本身。
2、控制解決方案 - 雷射掃描頭的運動控制器和驅動系統。
雷射掃描頭通常由鏡片兩片鏡片組成,每片鏡片都直接耦合到其自身的伺服控制馬達,并配有精密反饋裝置。這些馬達-鏡片-反饋元件的設計及其相關的機械支撐結構為整體系統的潛在性能設置了基準。為了進行此應用說明中描述的測試,使用相同的機械設置來比較兩個不同的控制平臺。
控制解決方案始于運動控制器,將期望的軌跡(通常使用G-Code編程語言描述的弧線和直線)轉換為一系列控制點(稱為“軌跡點”),然后這些控制點被發送到獨立的伺服控制器——每個馬達一個。這些點是伺服控制器的輸入,伺服控制器對這些點進行內插以匹配伺服控制回路的操作速率。為了實現高度精確的矢量運動,每個獨立的伺服控制器必須同步接收和使用這些命令位置。這種同步控制使功率放大器的協調運動成為可能,從而控制雷射掃描頭中每個馬達的運動,最終為過程提供精確的矢量雷射點位置。
為了控制AGV20HP-2振鏡掃描儀,將新Automation1運動控制平臺的能力與業界標竿A3200運動控制平臺的能力進行了比較。請參見表1以比較這些系統。
表1 | Automation1 平臺 | A3200 平臺 |
輸入軌跡 | 輸入軌跡 10x10度的方形圖案,角落半徑為0.5度,命令速度為1000度/秒(1) | |
測試 | 測試 #1:運動控制器將軌跡轉換為伺服控制點,不應用有限脈沖響應(FIR)濾波。 | |
測試 #2:運動控制器將軌跡轉換為伺服控制點,并在此轉換過程中同時應用有限脈沖響應(FIR)濾波。 | ||
運動控制器 | Automation1-iSMC 智能軟件機器控制器 | A3200 SMC 軟件機器控制器 |
軌跡速率 | 100 kHz | 48 kHz |
運動總線 | Automation1 HyperWire | A3200 FireWire over HyperWire |
驅動電子裝置 | Automation1-GL4 伺服控制器頻率為200kHz | Automation1-GL4 伺服控制器頻率為192kHz |
軌跡到伺服內插速率 | 1:02 | 1:04 |
雷射掃描頭 | AGV20HP | AGV20HP |
表1. 本應用說明中測試的 Automation1 和 A3200 控制系統比較。
軌跡以機械角度(鏡面旋轉)指定,而不是雷射束的光學角度。 如表1所示,Automation1 運動控制器生成軌跡點的速率是 A3200 控制器的兩倍多。這使得 Automation1-GL4 能夠將其伺服控制頻率提高4.2%(從192kHz到200kHz),并將所需的內插速率從1:4降低到1:2。
圖1. Aerotech 的 Automation1-GL4 是一款高性能的雙軸雷射掃描頭驅動器。從這些測試結果中可以看出,當與 Automation1-iSMC 運動控制器配合使用時,其性能更是出色。

雷射掃描頭性能測試 雷射掃描頭通常利用特殊光學器件將鏡片的旋轉運動轉換為雷射點沿工件的線性運動。本說明中進行的測試僅僅是測量驅動各個鏡片的每個馬達的位置,而不是測量物理雷射過程的實際性能。相反,這些測試假定根據編碼器反饋提高馬達定位性能,將轉化為整體系統級性能的改進。
第一個測試顯示了在軌跡轉換過程中不應用有限脈沖響應(FIR)濾波器時,運動控制器運行上述軌跡的性能比較。第二個測試包括每個運動控制器應用的FIR濾波器。在每個控制器上,選擇的FIR濾波器抽頭數量使伺服回路頻率響應的衰減類似于更高頻率內容。
Description | Units | Automation1 | A3200 | Automation1 Improvement |
XY 矢量位置誤差, Pk-Pk | mdeg | 2.872093 | 3.483799 | 17.56% |
XY 矢量位置誤差, Std. Dev. | mdeg | 0.287080 | 0.653970 | 56.10% |
表2. 測試 #1 - 無 FIR 濾波 - 如馬達編碼器讀取的所描述軌跡的位移誤差 描述 單位 Automation1 A3200 Automation1 改進
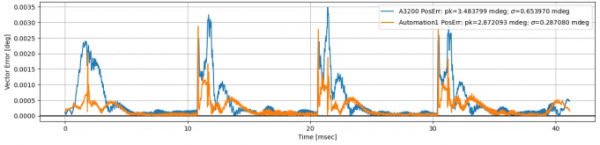
Figure 2. Test #1 – No FIR filtering
Description | Units | Automation1 | A3200 | Automation1 Improvement |
XY 矢量位置誤差, Pk-Pk | mdeg | 1.872906 | 3.300665 | 43.26% |
XY 矢量位置誤差, Std. Dev. | mdeg | 0.254938 | 0.569312 | 55.22% |
表3. 測試 #2 - 應用 FIR 濾波 - 如馬達編碼器讀取的所描述軌跡的位移誤差
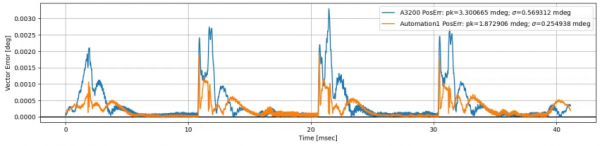
Figure 3. Test #2 – FIR filtering applied.
總結
總而言之,Automation1 運動控制平臺在雷射掃描頭系統中的增加軌跡速率、提高伺服速率和降低所需的內插速率顯著改善了通常稱為“追蹤”或“跟隨”輪廓運動的性能。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

