




輪焊接既可減少零件數量,又能提高齒輪質量和降低齒輪的制造成本,因此,在汽車工業中早已廣泛應用。在激光焊接齒輪以前,齒輪的焊接一般采用電阻焊、感應焊、電子束焊等工藝方法。與上焊接工藝相比,激光焊接齒輪無需在真空中進行,而且可避免焊接變形,保證了焊接后的齒輪無需再精加工。不僅如此,激光焊接可使焊縫深寬比高達10:1,且焊縫處具有相當或優于母材的綜合機械性能,保證了齒輪可以傳遞較大的扭矩[1]。因此,齒輪激光焊接是一個發展趨勢。目前世界各大汽車制造廠竟相采用激光焊接齒輪,以提高產品在國際市場上的競爭力。我國齒輪激光焊接設備設計制造水平和能力目前還比較薄弱,國內主要汽車廠的齒輪激光焊接設備主要依賴進口,且價格昂貴。因此,研制開發汽車變速箱雙聯齒輪激光焊接機,對推動我國汽車工業的發展具有一定意義。
1 雙聯齒輪
汽車變速箱雙聯齒輪激光焊接機的焊接對象是富康轎車的五速箱四檔從動齒輪、四速箱五檔從動齒輪和五檔從動齒輪三種,它們的結構形式相同,都由齒輪、齒圈和墊片組成,齒輪材料為27MC5(法國牌號),齒圈材料為16MC5(法國牌號),如圖1所示。齒圈的兩面有細微的差別,A面齒側倒角,裝配時要求齒圈A面向外,其內孔D1與齒輪軸外圓D3為過盈配合,過盈量要求控制在一定的范圍;墊片的內孔D2與齒輪軸外圓D3為間隙配合。設備生產率要求能達到每小時生產64件,雙聯齒輪要求焊縫深度為1.5±0.25mm, 焊縫寬度小于 1.1mm,焊縫偏移量為±#p#分頁標題#e#0.1mm,雙聯齒輪傳遞扭矩大于1000Nm。
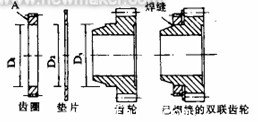
圖1雙聯齒輪
2 整體方案的確定
在進行雙聯齒輪的激光焊接機的整體方案的設計時,我們對雙聯齒輪進行了認真的分析,確定了需要解決的四個關鍵問題:
(1)雙聯齒輪壓裝過程中齒圈的內孔和齒輪的外圓過盈量的檢測。雙聯齒輪壓裝過程中須對齒圈的內孔D1、齒輪的外圓D3之間的配合進行檢查,保證過盈量控制在一定的范圍內。齒圈的內孔D1和齒輪的外圓D3的尺寸一般呈正態分布,即使合格的齒圈和齒輪,當齒圈的內孔D1靠近上偏差,而齒輪的外圓D3靠近下偏差;或者,當齒圈的內孔D1靠近下偏差,而齒輪的外圓D3靠近上偏差,都會出現壓裝后的雙聯齒輪不符合質量要求,這是在壓裝前無法檢測出來的。
(2)雙聯齒輪壓裝過程中齒圈的裝配方向的檢測。齒圈A面齒側倒角,裝配時要求齒圈A面向外,由于齒圈兩面的差別細微,在壓裝時如何判別齒圈的安裝方向是一個難點。
(3)雙聯齒輪壓裝前齒圈的扶正。由于齒圈的內孔D1和齒輪的外圓D3的公差配合為過盈配合,齒輪的前段有一小臺階,所以齒圈套在齒輪上的自然狀態容易為傾斜狀態,導致無壓裝,因此,壓裝前必須將齒圈扶正。#p#分頁標題#e#
(4)雙聯齒輪的激光焊接工藝參數的確定。激光焊接的焊縫容易出現氣孔、裂紋、咬邊等缺陷,如何通過激光焊接工藝參數的優化避免這些缺陷的出現。不僅如此,汽車用的雙聯齒輪還要求較大的焊縫深寬比,以便傳遞較大的轉矩,且焊縫首尾相接處不允許有凹坑等外觀缺陷。雖然在設計整體方案時并不需要也不可能每一項工藝參數都確定下來,但對于激光功率、焊接速度等對設備的結構有較大影響的工藝參數必須通過試驗得到。
在汽車變速箱雙聯齒輪激光焊接機方案確立的過程中,我們始終把上述問題作為重點解決的問題。由于對齒圈的內孔D1和齒輪的外圓D3的尺寸進行在線測量技術難度較大,費用高,不可能對齒圈的內孔D1和齒輪的外圓D3的配合過盈量進行直接檢測。我們用相同的材料加工一批齒圈和齒輪,控制齒圈的內孔D1和齒輪的外圓D3的實際尺寸接近上偏差或下偏差,通過在壓力機上進行裝配,測出在過盈量上限和下限所需的壓力值,從而通過間接的方法檢測齒圈的內孔D1和齒輪的外圓D3的過盈量。對于對設備的結構有較大影響的工藝參數的確定,我們借助已有的三坐標激光加工設備通過插補的方式模擬齒輪焊接,取得了相當多的試驗數據。在此基礎上經過設計和反復論證,確立了汽車變速箱雙聯齒輪激光焊接機的技術方案為:整個設備由雙聯齒輪壓裝機床和雙聯齒輪激光焊接機床組成,兩臺機床之間由輸送裝置連接,由兩名工人操作。該方案結構簡單,制造成本較低,設備的可靠性大大提高,其加工工藝過程和工作原理為:齒輪、齒圈和墊片在齒輪壓裝機床上裝配、壓緊,然后由輸送裝置傳送至齒輪激光焊接機床,在齒輪激光焊接機床上進行焊接。
3 雙聯齒輪壓裝機床
3.1 工藝過程和工作原理
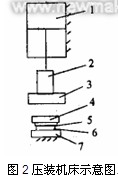
雙聯齒輪壓裝機床由主機、液壓系統和控制系統構成,其主機結構示意如圖2所示。將齒輪4、墊片5及齒圈6按規定順序安裝定位于機床工作臺面的夾具7上。夾具中的檢測裝置自動對齒圈的安裝方向進行檢測,如果齒圈安裝方向不正確。控制系統控制機床壓頭3不能壓下,如果齒圈安裝方向正確,則按動啟動按鈕后,由液壓缸#p#分頁標題#e#1推動機床壓頭3下壓,從而將具有過盈配合的齒輪4、齒圈6及墊片5壓合在一起。在機床壓頭上裝有壓力傳感器2,能對壓裝過程的壓力信號進行數據采集,控制系統將采集的數據進行處理,壓力值一旦超出規定裝配過盈量的壓力上下限時,表明齒輪或齒圈的配合不符合要求,系統則發出報警和停機,等待操作人員進行處理。這樣,可避免不合格的工件流入下一道工序。壓裝夾具中的檢測裝置不僅可檢測齒圈的安裝方向,而且還可以對是否安裝了工件進行判斷。齒輪壓裝機床采用了全封閉的防護結構,只有在有機玻璃的拉門關閉后,門檢測開關發出信號,左右手同時按下左右兩個啟動按鍵后,壓裝工作才能進行。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們

